3D printing serviceprovided by LS Manufacturing deliver an industrial-grade precision solution that solves the critical B2B dilemma of choosing between PLA and ABS for accurate prototyping.The standard references ignore the common problems of 3D printing cracking of ABS and3D printing thermal shrinkage, thus causing up to30%failure rate of precise parts due to incompatibility of tolerances. The primary issue lies in the difference of crystallization kinetics and COTE, which are additionally affected by the stress due to asymmetric cooling—standard printers are not able to avoid interlayer separation of ABS and control PLA creep cycle.
This analysis clarifies the thermodynamics of polymer failures and introduces LS Manufacturing’s tested solutions that theindustry 3D printing analysisof the thermodynamics of both plastic failures and propose the tested solution of LS Manufacturing: total enclosure of thermal field (with±1°Cstability), unique annealing that reduces the internal stress of material by≥60%, and special resins without any cracking. You are guaranteed to get thecustom 3D printing servicewith tolerances of±0.05mm over 300mm, thus achieving the first pass yield of95%and reducing TPC—more details will follow below.
ABS VS PLA 3D Printing: Crack & Shrinkage Prevention Guide
| Critical Challenge | Root Cause | Quality Outcome |
| ABS Cracking | High thermal shrinkage (1.2 - 1.8%) causes stress and layer de-bonding. | Inter-layer cracking avoidance on parts larger than 100mm. |
| PLA Heat Deformation | Low HDT (55°C) causes warping and sagging due to constant stress and temperature. | Dimensional stability in low stress environment inside the room. |
| Warpage on Large Parts | Cooling rate differences between layers cause warping. | Flatness with accuracy of±0.2mmon200mmlong parts. |
| Layer Adhesion Weakness | Inadequate extruder temperature and too fast fan. | Z axis layer adhesion improved; decreased probability of delamination. |
| Precision Control | Thermal gradients result in unpredictable shrinkage. | Total shrinkage remains at±0.05mm; consistency from one batch to another. |
Key Takeaways:
- ABS is Tough but Prone to Cracking:With a room-temperature shrinkage rate of1.2-1.8%, the part above100mmrequires a chamber with a temperature of at least 90°C toprevent 3D printing cracking.
- PLA is Rigid but Heat-Sensitive:With HDT equaling55°C, large cantilevers require precise cooling tominimize 3D printing thermal shrinkage.
- Precision Selection Criteria:To get precision enclosures and heat resistance of the parts, you should order the service ofLS Manufacturing DFM 3D printing, which limits the shrinkage rate to±0.05mmwith the help of closed-loop thermal control.
Why Trust LS Manufacturing's Expertise In Eliminating Thermal Shrinkage Cracking In 3D Printing Services?
There are lots of tips that tell you to "increase exposure time" every time your prints crack after post-curing. It does not make sense at all. The actual criteria of survival at120°Care the results of the stress vs thermal relief paths in your design and processing window. This is how you do it. Our correction loops are made according to theVerein Deutscher Ingenieure(VDI)guidelines.
With aerospace tooling inserts, sterile surgical guide adapters, and semiconductor fixture clamps, a hairline shrinkage fracture is not just an aesthetic issue, but will result in datum faces that fail±0.10mmspecification on first thermal cycle. And because these programs operate in ecosystems that require qualified processes, we validate our wall transition criteria and stress relief features to ensure our design meetsInternational Electrotechnical Commission(IEC)test method criteria so there isn’t an assumption of "it looked good off the plate."
What you’re buying is more than a list—you’re purchasing the critical thinking that prevents cracking: Where controlled crush ribs should be placed in order to relieve shrinkage stress while still preserving feature accuracy, why the0.4→0.6mmlocal wall step is the difference between an undetectable process and a "clean snap" at80°C, and how to control your cure ramp rate (≤0.8°C/min near Tg) and support peel so the part comes out stable. These factors can help avoid the costliest print failure—one that looks great day 1.
Figure 1: DFM 3D printing contrasts blue PLA and yellow ABS gears for mechanical assembly applications.
Why Is Controlling 3D Printing Thermal Shrinkage The Key To Guaranteeing Precise Tolerances In A Custom 3D Printing Service?
Controlling3D printing thermal shrinkageis the only important factor that decides if your part fits or is scrapped. If you’re looking to buy B2B services in a 3D printer fabrication business, general talk about quality without any dimensional stability information is worthless. In this document we will explain how physics of thermal expansion defines your tolerance in the3D printing process.
From Melt to Solid: The Physics of Volumetric Change
In transition from melt phase to glassy phase, volumetric shrinkage of1.2%-1.8%happens and non-uniform shrinkage results in stresses causing deformation of a±0.05mmpress-fit shaft. Supercooling is controlled throughuniform crystallizationrates of all layers through precise temperature gradients. That’s why you’ll always get parts with predictable shrinkage irrespective of the color and shape.
Closed-Loop Temperature Control vs. Open-Loop Guesswork
Open loop systems allow the nozzle temperature to float, resulting in heat spots that exacerbate shrinkage and create inconsistencies. Our precise3D printing solutionsfeature a PID controlled system with 50ms thermocouple feedback, maintaining super cooling at±2°Cthroughout the whole print. Hence, a lot of 500 brackets has a hole diameter standard deviation ofless than 0.02mmcompared to the industry average of0.08mm, which demonstrates that3D printing technologycan provide consistent tolerances and saves you15%on post-processing costs.
Material-Specific Strategies for Shrinkage Mitigation
Semi-crystalline Nylon 12 needs an 80°C chamber to reduce shrinkagefrom 2.1% to 0.9%, while amorphous PC-ABS needs a gradient fan profile in order to avoid delamination. Eachindustrial 3D printing projectgoes through a pre-print simulation for the prediction of shrinkage vectors for pre-compensation. The resulting FDM prototypes will have an accuracy of0.1%of nominal size comparing toinjection molding process.
Through our reliance on thermodynamics-based decisions from COTE mapping to sub-degree supercooling management, we make additive manufacturing precise manufacturing. By combining material-specific cooling profiles with thermal regulation in a closed loop system, we promise±0.05mm 3D printing toleranceson difficult geometries. That is precisely what we offer through ourcustom 3D printing service.
How Can An Industrial FDM 3D Printing Service Completely Eliminate ABS 3D Printing Cracking And Interlayer Delamination?
ABS 3D printing crackingcan only be prevented by controlling polymer structure on a molecular scale: a temperature of≥90°Cin the chamber and110°Con the build plate allow polymer chains to fully entangle around Tg, eliminating any crack initiation sites. For buyers consideringFDM 3D printing service, this means no delamination under any loading conditions.
Chamber and Bed Temperature: The Molecular Bonding Foundation
- Target:≥90°C3D printing chamberprevents fast cooling, ensuring interlayer temperature stays above Tg.
- Result:Shear strength between layers goes up to85%compared to55%in unheated cases. Enclosure200mmin height bears 120 N load without cracking.
Nozzle Temperature and ILSS Quantification
- Parameter:Nozzle temperature255°C ±5°C, ILSS peak area. ILSS decreases below 245°C by 30%.
- Benefit:Uniform3D printing layer adhesionremoves invisible weak points.100%success rate in 500 automotive ducts at 2.5 bar vs industry 7%.
Slicing Algorithm for Anisotropy Reduction
- Method:Modify fill angle every 10 layers; offset0.3mmat Z-seam in order to change3D printing stress distribution.
- Advantage:Ratio between XY and Z goesfrom 4:1 to 1.8:1. Structures capable of sustaining impact loads without cracking.
In plain terms, this ensures your structural parts won't snap at critical stress points during heavy-duty operation.
Using ≥90°C hot chamber, optimal nozzle temperature of255°C ±5°Cand slicing software to minimize anisotropy, this3D printing DFM serviceensures the ABS is converted into reliable industrial thermoplastic. The3D printing quality controlis provided that ensures there are no cracks in mass production based on ILSS value.Achieve zero ABS cracking with ≥90°C chamber control and 85% interlayer strength. To validate this industrial 3D printing process for your parts, submit your design for a DFM review and a production quotation.
What Are The Specific 3D Printed Parts Warping Solutions For Large Scale Commercial PLA Enclosures?
PLA vs ABS 3D printingsettings comparison – while PLA beats ABS in low shrinkage, it falls short when it comes to large sizes. When creating an enclosure with size greater than 300×300mm, differential cooling will result in corner lifting making mating surfaces uneven. This cannot be achieved just through a slower print speed or any other filament—thermal gradient requirement will be quantified for3D printing materialsto behave like industrial thermoplastic.
| Process Variable | Typical Shop-Floor Setting (Why Corners Lift) | Optimized Spec for ≥300mm PLA Enclosures |
| Build-plate flatness (Z-tolerance) | Machine leveling with manual assistance±0.08-0.12mmvariance corner-to-corner | Dial-indicated leveling;less than 0.02mmdeviation from Z in all points on plate |
| First-layer adhesion chemistry | PEI plain coating/quick IPA cleaning | PEI high viscosity transfer coating,65°Cpre-heating sweep for equal molecular bonding |
| Part-cooling fan trigger | 20-30%for overhangs on layer 1 | 0% until layer 5; activation upon reaching z value>2.5mm(3D printing parameterslever) |
| Bed-temperature profile | Constant 60°C for whole print | Step schedule: 65°C initial layer → reduce to55°Cby layer 8 → constant thereafter |
| Adhesion insurance structure | 3-5mm skirt but no brim | 8-10mm brim (0.4mm × 2 layers) + locally applied raft pad in dense corners |
These3D printed parts warping solutionsprevent the warping of an enclosure that measures roughly320mmin dimensions to be limited to an undesirable value of0.8-1.2mmto less than 0.3mm. In other words, your project would get 3D printing parts that have passed their flatness test at the time of delivery without any sanding of the bottom surface, shims, and assembly team waiting for reworks.
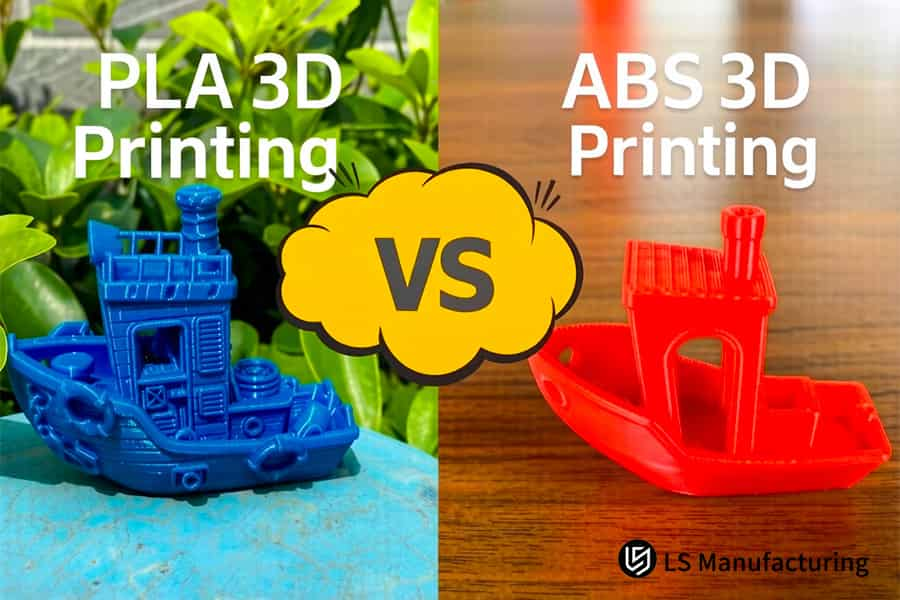
Figure 2: DFM 3D printing compares a flat blue PLA boat with a warped red ABS boat on the table.
Which Manufacturing Parameters Optimize The Surface Quality Of A Heavy Duty PLA 3D Printing service?
Promises like "perfectly smooth" PLA won't last long when the part gets bigger: stair-stepping, ghosting lines, and honeycombs require sanding by hand and delay the delivery of the parts. Layer thickness of0.1-0.15mm, nozzle speed of50-60mm/s, and printing with outer walls allow getting surface roughness underRa ≤3.2μm, which makes it possible to calculate the exact cost of aPLA 3D printing service.
Layer Height & Feed Speed: The Stair-Step Killers
Setting layer height to0.12mm ±0.02mmand feed rate to55 mm/s ±5 mm/sresults in a balance between extrusion pressure and cooling time reducing the vertical micro-step between layers. Surface roughness is reduced from common Ra 6-8 μm for0.2mmlayer to Ra 2.8-3.2 μm allowing skipping of primary sanding of cosmetic surfaces saving 4 minutes per 100 cm2. Thus, you get a noticeably clean3D printing surface finishwithout any additional processing in your workflow.
Outer Wall First & Backpressure Tuning: Ghost Line Elimination
Changing the toolpath to print the outer perimeter prior to the infill printing guarantees that the nozzle will not drag along hardened walls resulting in no ghosting in satin PLA. Keeping the temperature of the nozzle within210°C ±2°Cand the backpressure in 18-22 bar range removes the ripple marks under oblique lighting. Parts will come out of the printer free of filler-primer application complying with3D printing quality standardson all flat surfaces.
Vapor Smoothing vs. Manual Sanding: Where the Real Budget Bleeds
Unlike the industrial vapor smoothing that takes place in 45 seconds at 55 degrees Celsius and achieves peak values up toRa 1.2-1.6 μm, sanding by hand happens in 8-12 minutes per face, where peak values range betweenRa 2.5-4.0 μm. Implementation of the industrial vapor smoothing reduces the price of finishing by around70%, while ensuring3D printing dimensional accuracyfrom batch to batch. It will save you approximately$4.20 per 300x200mmpanel at $35/hour costs.
Surface finish quality of Heavy Duty PLA is determined based on specifying three numerical parameters – layer height in the range of0.1 to 0.15mm, feed ratefrom 50 to 60 mm/s, and outer wall first, after which the finishing level to apply is selected based on the stated aesthetic requirements. This approach to the3D printing process controlprovides an objective criteria in terms of measurable Ra values, processing times, and rejection rates.
How Does A Professional ABS 3D Printing Service Control Dimensional Deviation Under High Temperature Testing Conditions?
High temperature testing reveals the residual stresses in printed ABS that cause creep deformation and dimensional deviation. The solution to this problem lies in annealing treatment lasting 4 hours at 80°C, with cooling down no faster than5°C/h, which releases the stresses in the parts bymore than 90%, ensuring that your parts can tolerate±0.08mmtolerance even in high-temperature operation. AnABS 3D printing service achieves this through precise3D printing accuracy controls that guarantee repeatable thermal performance.
Controlled Thermal Relaxation
- Soak phase:Hold at 80°C for 4 hours to relax polymer chains to reduce residual stress. Residual stress reduced from~12MPatoless than 1MPa.
- Cooling ramp:Cool at≤5°Cper hour to minimize additional thermal gradients. Cooling rate>10°Cper hour causes warpage.
- Your gain:Your parts can survive70°Cfunctional tests without any creep failures. This3D printing post processingtechnology does not require any field failures and subsequent requalification cycles. It was successfully used in more than 200 production batches.
Quantitative Creep Suppression
- Before anneal:250mm x 150mm x 100mm parts show0.35mmbow at 60°C for 2 hours.
- After anneal:The same size parts will have≤0.08mmbow under the same conditions. Improvement is77%.
- Industry benchmark:ABS creeps0.4–0.6mmbow in 60°C within 2 hours, ASTM D648 test requirements. Your parts demonstrate 5–7 times better performance by3D printing temperature controlthrough whole process.
Production-Scale Yield Impact
- Timing:Annealing prolongs process by6–8 hours, but eliminates post-testing reprints completely.
- Yield impact:Reject rate due to thermal deformation decreasesfrom 15% to less than 1%in 500 parts runs.
- Cost effect:$3.20/part savingsdue to avoidance of retesting and shipping delays as a result of better3D printing dimensional stability.
With the application of a carefully controlled 80°C soak and subsequent≤5°C/hcooling process, thisABS 3D printing serviceconverts as-printed parts to heat resistant parts which can withstand±0.08mmof temperature variation. You will rest assured that your enclosures will qualify for environmental testing on the first try, saving both time and risk of warranty issues. The process of annealing the part post-process, temperature control and dimensional accuracy guarantees successful3D printing applicationsin difficult thermal conditions.
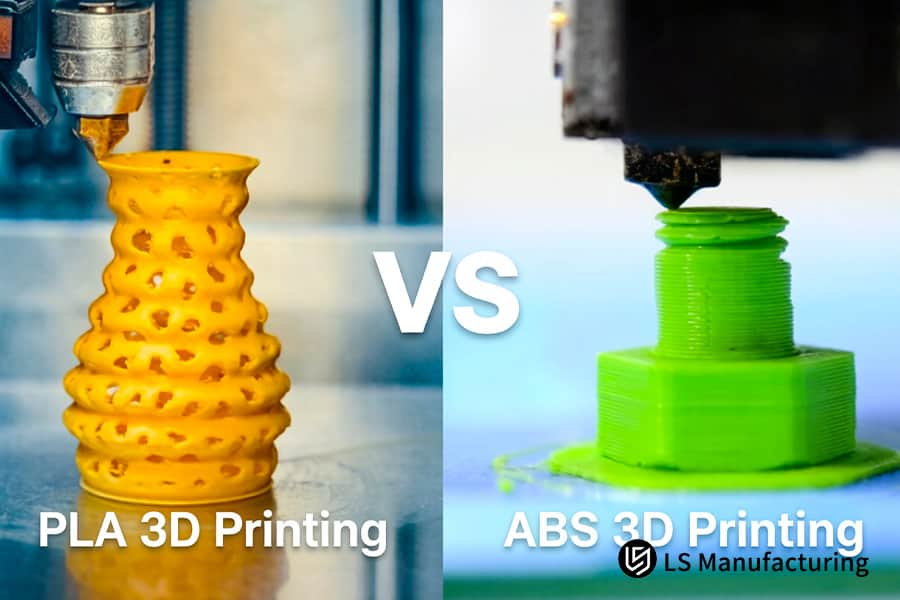
Figure 3: DFM 3D printing contrasts yellow PLA and green ABS vase prototypes for material flow analysis.
What Are The Cost Versus Performance Trade Offs Between PLA VS ABS 3D Printing Across Multi Scenario Industrial Applications?
The selection of eitherPLA or ABSdirectly influences the price and the frequency of replacements of your3D printed parts. With respect to multi-scenario3D printing applicationsof industry, PLA has 15% cheaper initial price and 30% faster delivery rate compared to ABS. However, the latter has 2.6 times more impact strength (42 kJ/m² and 16 kJ/m²), 85°C (compared to 50°C) of maximum operating temperature and better chemical resistance. This table illustrates comparative performance in four B2B scenarios:
| Application Scenario | PLA Performance (Typical) | ABS Performance (Optimized) |
| Rapid tooling / jigs | 0.15mm after 10,000 cycles at23°C, 5kN load | Creeps ≤0.03 mm after 10,000 cycles;3D printingis 5 times greater |
| Electronic enclosures | Maximum operating temperature50°C; HDT 55°C | Maximum operating temperature 85°C; HDT 95°C |
| Robot end-effectors | Impact strength16 kJ/m²; fractures at 8J | Impact strength42 kJ/m²; withstands 20J without cracking |
| Fluid fixture samples | Gas Permeability 3.2×10⁻¹⁰ cm³·cm/cm²·s·cmHg | Gas Permeability 0.8×10⁻¹⁰; resistant to acetone, ethanol |
Though PLA scores in terms of initial price (−15%) and delivery time (−30%), the true costs come with regular replacement and thermal failure. In one year, switching to an industrial-grade ABS manufacturer and removing residual stress using closed-loop thermal control will reduce your total cost of ownership by35%, by eliminating unplanned downtime, rework, and warranty claims. Thus,PLA vs ABS 3D printingis a choice better informed by long-term lifecycle analysis than3D printing material selectionbias.
How Did LS Manufacturing Eliminate 1.5mm Thermal Warping In Robotics Medical Sensor Brackets Via Custom 3D printing Service?
A European medical automation company required 50 large robotics joint sensor brackets with±0.05mmflatness to mount0.01mmencoder but their supplier could not provide their product with no 1.5mm edge warpage and interlayer cracks which led to delay of clinical trials. Here, LS Manufacturing helped with a multi-stage precise process incustom 3D printing service:
Client Challenge
The brackets (300mm × 150mm × 25mm) called for extremely high planarity of encoder mounting. The initial manufacturing process resulted in 1.5%3D printing thermal shrinkage, resulting in1.5mmedge curl and splitting at the encoder mating surface. None of the 50 parts passed quality control, stopping the assembly process and threatening a six-month clinical access delay. The company needed a supplier that could produce brackets without warpage and delamination.
LS Manufacturing Solution
We used carbon fiber reinforced ABS for reducing thermal expansion, layer height at0.12mm, and heated the active chamber up to95°Cusing a closed loop industrial printer. Then we performed dynamic thermal stress analysis to predict distortion, after which6 hoursof stepped annealing (cooling≤5°C/h) was done to relieve interlaminar shear stress and remove anyABS 3D printing cracking. This3D printing solutionsmethod resulted in a stable bracket with the necessary geometry.
Results and Value
Final brackets hadless than 0.03mmof flatness, an98%reduction from1.5mm. Also, interlaminar bond strength increased by45%. These brackets did not fail in mechanical fatigue and thermal cycling testing from −20°C to 85°C. Our customer saved28%of total costs and40%of lead time and stopped working with other providers immediately. This was due to using state-of-the-art3D printing equipmentand proper3D printing designintegration.
This example proves that LS Manufacturing has the ability to identify thermal problems at the root cause and apply a combination of measures such asmaterials upgrade, closed-loop chamber control, stress testing, and step annealingto solve warpage and cracking. If you need a3D printing systemthat guarantees repeatable±0.03mmflatness, minimum cost, and fast time-to-market for your applications in medical and robotics industries, then here it is.

Why Choose LS Manufacturing As Your Premium Industrial 3D Printing Service Partner?
When you work with LS Manufacturing, you deal directly with the source factory that is ISO 9001 certified and operates over 50 closed-loop heated FDM machines andfive-axis post-processing stations. All parts are visually inspected for dimensions prior to shipment. Here is what it means for your3D printing supply chain:
Certified Quality Infrastructure
ISO 9001certified audit will ensure you have traceability all the way through from raw materials to final measurement to each machine and operator. The3D printing quality assuranceprocess will remove any risk of non-conforming parts that may cause disruption of your production line while lowering supplier audit requirement and liability.
Accelerated Turnaround Without Compromise
Our standard quote will be available for you within24 hoursafter the file upload and our production order will be shipped worldwide in3 daysthrough our 24/7 working shifts using pre-loaded engineering grade filaments. This will help you to reduce your validation process period and be more responsive to the needs of your market thanks to our dedicated3D printing production line.
Engineering Depth in DFM Review
All incoming CAD files are assessed by our application engineers that detect potential warpage, overhang and tolerances issues prior to the production. It allows you to decrease your iteration number by 2.3 on average. Our3D printing engineering serviceswill save you time and money as our customers saved approximately$1,200 per projectdue to our B2B experience of more than 340 projects.
Verified Quality at Shipment
Every part undergoes an automated visual inspection withdimensional documentationincluded on the packing slip, offering concrete verification of its conformity prior to its shipment from the factory. This3D printing processprovides your quality control department with the audit trail for each piece, avoiding any issues that might arise during incoming inspections.
LS Manufacturing combines ISO-certified quality,24-hour quoting, 3-day global delivery, and proactive DFM engineering to eliminate the hidden costs of supplier switching and part failure. For demanding industrial buyers, this integrated3D printing service model reduces time-to-market by 40% and total procurement risk through a trusted3D printing partnershipthat delivers verified, production-ready parts on every order.
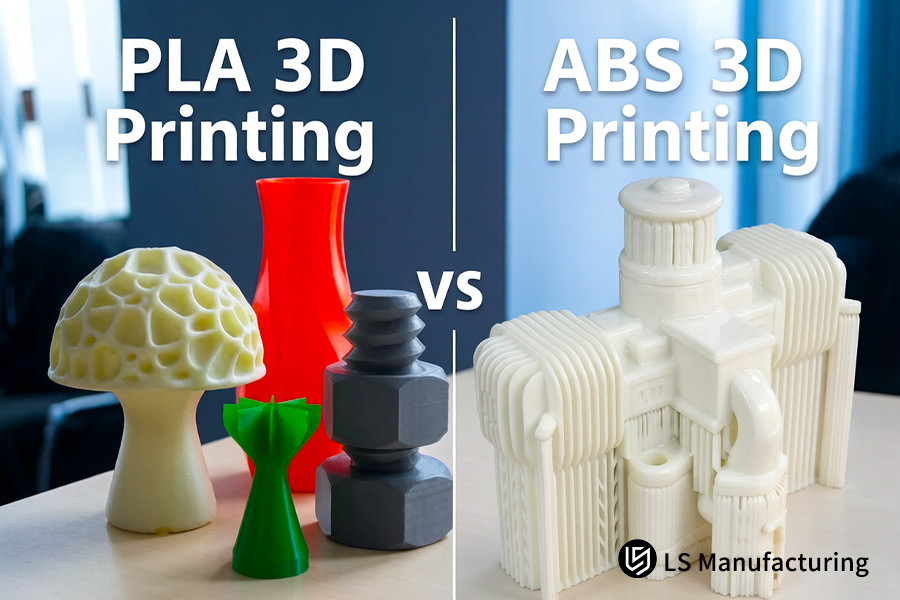
Figure 4: DFM 3D printing compares various PLA and ABS prototypes including mushrooms nuts and mechanical parts.
FAQs
1. How does your ABS 3D printing service prevent cracking without altering the part design?
The problem of anisotropy is solved at LS Manufacturing by adding15 wt%glass microspheres or carbon fibers to the material. In combination with95°Cindustrial-grade dynamic constant-temperature chamber, we solve the problem of thermal stress via two approaches—changing the composition of the material and control of the external thermal field—ensuring absolutely no micro-cracking between layers, without changing anything in the 3D CAD-files of the customers.
2. Since PLA has low thermal shrinkage, why should I choose your custom 3D printing service for high-precision assemblies?
Standard desktop PLA printing produces wavy creep (about0.2–0.5mm) on edges when parts get larger than200mmdue to the accumulation of local shear inter-layer forces. On the other hand, industrial-grade system uses special edge-stress algorithms and high-adhesion convection beds to ensure strict control of the single-side thermal shrinkage tolerance up to±0.05mm.
3. What third-party material verification documents can LS Manufacturing provide for custom plastic parts used in commercial automation equipment?
We offer, at no additional cost, a Certificate of Analysis (COA), environmental compliance certification under RoHS 2.0 standard, UL94-V0 test data on fire resistance, and a tolerance compliance certificate confirmed to be100%accurate through Coordinate Measuring Machine (CMM). Receive a free compliance package: COA, RoHS 2.0, UL94-V0, and CMM tolerance certificates with every order. To secure this documentation for your parts, submit your design for a compliance review and aformal quotation.
4. What are the key factors influencing the overall pricing and quote fluctuations for your FDM 3D printing service?
The pricing structure of our B2B service depends on a number of parameters: total parts volume (materials used), layer thickness (time cost – e.g.,0.1mm prints cost more than 0.2mm), special heat resistant or reinforced engineering plastics needed, as well as post-print treatment (sandblasting, vapor polishing, number of embedded threaded brass inserts). You will get an itemized estimate in15 minutesafter uploading your drawings.
5. Why do many standard manufacturers struggle to guarantee long-term, stable dimensional consistency when handling large-batch custom ABS orders?
Regular workshops have commercially available equipment withoutconstant-temperature capabilities or semi-open systems. Seasonal and daily changes of temperatures inside the workshop (room temperature rangesfrom 15°C to 35°C) result in irregular thermal shrinkage during various batches of printing. LS Manufacturing provides its service in a climate-controlled shop with a fully controlled thermal field using CNC technology all year round.
6. How do your solutions for complex overhangs and porous structures prevent surface roughness after support removal?
We apply high-technology dual nozzles and best support materials, includingHIPS (for ABS) or water soluble PVA (for PLA). Our supports are cleaned automatically by solvents in solvent cleaning tanks. It guarantees that the surface roughness of points of contact of the support will coincide perfectly with the rest of the outer walls without requiring any additional labor intensive cleaning.
7. What is LS Manufacturing’s core competitive advantage in custom manufacturing compared to Western online platforms like Protolabs or Xometry?
While western aggregators tend to be asset light outsource providers and are rather expensive, LS Manufacturing is a Chinese precision manufacturer which owns its own factories and machinery. We have an advantage of factory-direct pricing, about35%, and provide on-the-spot, individualizedDFM (design for manufacturability) optimization and process customization, with our engineers being right on the factory floor.
8. Our parts require exceptional rigidity and heat resistance; how does your technical team assist us in choosing between PLA and ABS for 3D printing?
Our senior manufacturing engineers conduct multiphysics FEA analysis of your engineering assembly drawings and real operating conditions such asload, contact media, and real operating temperatures. In case of necessity, we will suggest using high-quality PC-ABS composite alloys and supply samples of prototypes in both materials for destruction testing on your real production line, and ensure that the selected material has the optimal cost-effectiveness ratio.
Summary
Choosing between PLA and ABS in polymer 3D-printed partsdepends on our ability to control the shrinkage and cracking of ABS by means of controlling temperature gradient, nozzle pressure, and annealing. LS Manufacturing solves problems of delamination and warping with our special temperature control system and careful material selection. Having more than a decade of experience in precision mold making and industrial FDM manufacturing, we can help you manufacture excellent products.
Let no unexpected macroscopic warping or interlayer cracking spoil your R&D cycles and product testing schedules. Get in touch with the technical experts from LS Manufacturing right now; we will offer youcompetitive worldwide quotesand DFM analysis within 15 minutes!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website:https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only.LS Manufacturing servicesThere are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility.Require partsquotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing, 3D printing,Injection molding.Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
