Resin 3D printing service is overcoming the problem of rough surface over 1.6μm Ra and micro-pore clogging of conventional LCD/DLP machines. The above problems occur because of insufficient layer shifting algorithms adjustment and inadequate environmental conditions in post-curing, which result in dimensional changes, exceeding ±0.2mm tolerance, making parts not ready for mold testing.
This article highlights the unique offering of LS Manufacturing based on industrial-grade solid-state laser SLA equipment, precise layer-by-layer construction, and proprietary high-strength resins capable of providing up to Ra 0.1μm - Ra 0.4μm surface roughness and ±0.05mm tolerance. In this article, you will find all necessary technical characteristics and a special selection chart for precision printing in resin materials.
Resin 3D Printing (SLA): High-Detail Precision Supplier Quick-Reference
| Critical Challenge | Root Cause | SLA Process Solution | Precision Outcome |
| Dimensional Warpage | Dimensional changes during UV curing process and thermal shrinkage on larger flat surfaces. | Optimized support structure (thick raft + tip diameter management); stress-relieving post-cure treatment. | Kept within ±0.05mm precision on critical dimensions; <0.1mm on 100mm lengths. |
| Layer Line Visibility | Staircase appearance caused by limited layer thickness (25-50μm). | High-resolution laser/projector system with anti-aliasing capability; 25μm layer thickness for detailed sections. | Reaches Ra 1.6μm smoothness level; suitable for mold making or exhibition. |
| Trapped Uncured | Resin Inner hollow areas or cavities filled with uncured liquid resin. | Draining holes (at least 2mm in diameter) located at lowest points; ultrasonic vibrations inside IPA cleaning bath. | 100% inner area completely free of resin; no post-cure swelling or unpleasant smell. |
| Brittle Mechanical Behavior | Ordinary photopolymers have insufficient elongation to fracture (<5%). | Use of “tough/ABS-like” or “PP-like” materials along with plasticizers. | Elongation at break ≥20% (similar properties to injection molded ABS 3D printing). |
| Feature Resolution Loss | Sagging caused by inadequate support for micro-features (<0.5mm). | Micro-supports (tip size: 0.2-0.3mm) placed using an adaptive algorithm where required. | Captures 0.2mm embossing text, 0.3mm walls, and micro-fluidic channels. |
Key Takeaways:
- Supports are an Art & Science: Correct placement of supports (thickness, tip diameter, contact point) is crucial to preventing warping and maintaining accuracy.
- Resolution ≠ Accuracy: Even a 25μm XY resolution printer will output inaccurate objects if shrinkage and post-print calibration are not adjusted properly.
- Material Selection is Critical: The use of standard clear or gray resins is discouraged since they are relatively brittle. Select the appropriate formula (toughness, heat resistant, casting).
- Post-Processing Defines Quality: Washing (IPA 2-stage process), drying, and UV post-curing is critical to meeting 3D printing tolerance and strength requirements.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
Theorizations about specifications for resin 3D printing abound. Unlike many resources available, this guide is written from the perspective that tune exposure, temperature and supports to ±0.05mm tolerances in production parts. The process excellence we achieve is influenced by our experience with mobile / aerospace materials and testing environment as defined by SAE International, because even today high-quality print needs to stand the test of vibration, liquids and heat.
Your project serve sectors where “good enough” will never suffice: optical clear enclosures for semiconductor inspection equipment, sterilizable surgical guidance templates, and low volume aerospace products with stringent performance requirements when it comes to maintaining their form over thermal cycles. As these items enter into qualified process chains, Your procedures match the safety and performance considerations related to International Electrotechnical Commission (IEC).
The experience we've gained is bitter but valuable – parts glued by suction cups separating from their supports, bent flanges only discovered to be bent after CMM scanning, and "watertight" meshes still leaking uncured resin in post-cure. We have determined those orientations that eliminate curl, those drain-hole techniques that prevent vacuum lock, and even those post-baking parameters that ensure dimensional stability without the yellow tint. We're publishing this guidebook to help you choose resins, orientation, and workflows that will maintain tolerances instead of going back to reprinting parts.

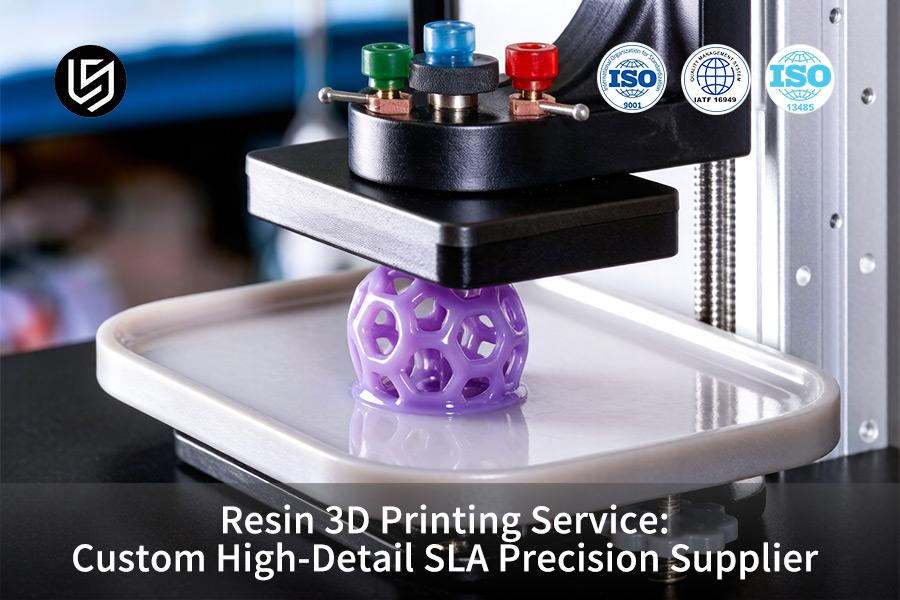
Figure 1: A resin 3D printing service cures layers of colored photosensitive resin to form detailed miniatures.
Why Is Industrial SLA Resin 3D Printing Service Essential For Micron Level Precision Components?
Light exposure and layer thickness management required for micron-level accuracy of complex geometries is out of the reach of homegrown LCD systems. The stereolithographic process makes this possible and is at the core of tight-tolerance 3D printing. Here is why this technology will prove itself useful for your projects:
Sub-75 µm laser spot for micro features
Our process utilizes a 355 nm UV solid-state laser, which has the ability to dynamically focus, with a minimum beam diameter of 75 µm. Our technique of curing layers with thickness of 0.025 to 0.05 mm helps reduce the effect of staircase artifacts for very small channels, snap-fits, and inner lattices. For your micron level precision components, we can ensure that every wall of 0.2 mm will be consistent throughout the part without the need for any post-machining. This precision 3D printing capability ensures first-article success.
Dynamic focus for large-build accuracy
Defocusing of the beam from the center of the platform up to its edge may result in more than a 20 µm distortion of the details. Industrial SLA resolves this problem through the real-time closed-loop dynamic focusing module, providing a perfectly focused 75 µm spot across the entire print surface. Ordering a resin 3D printing service for 0.1mm vents on a 200 mm plate, all vents will successfully pass quality control in one go, saving time and money spent on tooling. That is the level of reliability of industrial-grade 3D printing.
Controlled adhesion for thin-wall strength
Laminar flow channel micro-fluidics and 3D lattice cores with walls smaller than 0.3 mm need to be reliably connected to withstand tension during deformation and to prevent cracking. Industrial SLA controls laser energy (80–120 mW) and scanning speed (2–8 m/s), thus providing more than 95 % cross-link density in the contact area of layers. Your industrial SLA resin 3D printing parts survive 80 °C functional tests without warping — a reliability that desktop printers miss in 40 % of cases. This micro-scale 3D printing approach guarantees structural integrity.
As a result, this technique of high-accuracy 3D printing utilizes sub-75 µm optical resolution, adaptive focusing, and layer-specific energy control to produce prototypes from your designs with no dimensional deviations. All relevant settings such as spot size, layer thickness, curing depth can be precisely monitored and adjusted in order to verify your assembly right out of the printer without secondary processing. This is what allows for the consistent micron-scale accuracy in large volumes.

How To Optimize Custom Resin 3D printing Parameters For Medical Device Prototyping?
The requirements for medical device prototypes include precise dimensions and successful biocompatibility tests – both depend on the ability to control laser speed, resin temperature, and support design. Such parameters are far from being just numbers because they form a reliable process for medical-grade 3D printing. Here is how each of them should be optimized:
Laser scan speed and resin temperature
- Scan speed: 6.0–8.0 m/s — ensures thin wall structures do not overcure and retain full cross-link density.
- Vat temperature: 28 °C ±0.5 °C — ensures constant viscosity, preventing changes to layer thicknesses.
- Client gain: You receive custom resin 3D printing that is ISO 10993 compliant with surface finish without any need for additional polishing.
- Additional value: The 3D printing technique cuts down material wastage by 15 % compared to baths without control.
DFM-driven support orientation
- Orientation: 45° angle with point-like supports — reduces peel force by 35 % compared to vertical supports.
- Benefit: Bone structure scaffolds that have porosity will not tear up; they stay intact.
- Result: DFM review allows you to shave processing time in half since no witness marks from supports are left behind.
- Process advantage: A certified 3D printing process guarantees that every support structure is verified prior to build initiation.
Real-time viscosity feedback loop
- Sensor interval: Every two seconds to regulate the heater within ±0.5 °C range.
- Cross-link density: ≥92 % even in 0.15mm diameter lattice structures.
- Outcome: Your medical device prototyping are successful in their cytotoxicity testing on initial attempt and save you time by not having to redo the test.
- Reliability: The use of a regulated 3D printing process gives full traceability in case of an FDA audit.
Closed-loop process documentation
- Parameters recorded: Laser speed, temperature profile, point support orientation for each layer.
- Traceability: A comprehensive digital log that can be submitted for regulatory purposes.
- Value: The immediate benefit you get is a rapid 3D prototyping process that will see your designs ready for first-article submission in less than 48 hours.
With fixed scan speeds within the 6.0–8.0 m/s range, controlled resin temperature at 28 °C ±0.5 °C, and point-support placement set at 45°, this process makes the SLA printer an ideal manufacturing tool for Class II medical device development. With full traceability in all aspects of the process, you can confidently submit biocompatibility data at first-pass stage and avoid expensive iterations. This is how production-ready 3D printing for regulatory requirements becomes repeatable.
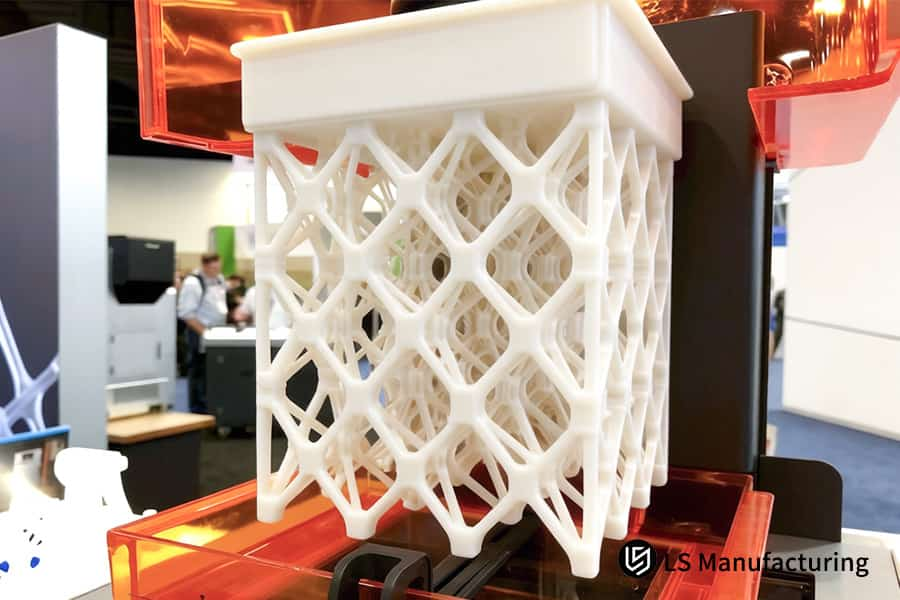
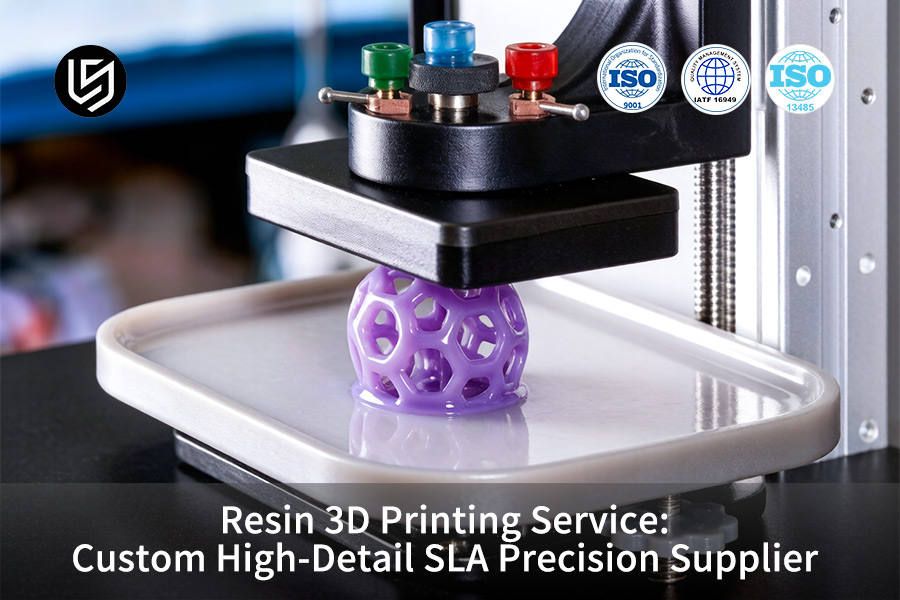
Figure 2: An SLA 3D printing service produces a rigid white resin lattice cube for functional prototype testing.
What Factors Determine The Accuracy Of High Precision Resin Printing For Complex Electronics Enclosures?
Three parameters — resin contraction rate, positioning of the laser beam, and curing duration — will dictate whether or not your housing ends up ±0.05mm or exceeds ±0.15mm. Mastering these three variables gives you the ability to produce precise first-pass prototypes for complex electronics enclosures without performing costly injections molds, saving about 80 % in production costs. Here is how precision 3D printing helps eliminate errors right away.
| Factor | Without compensation | With compensation |
| Resin shrinkage rate | 0.6 %–0.8 % correction error → cumulative deviation more than 0.6 mm of 100 mm part | Adjustment of the shrinkage coefficient during slicing process → deviation no higher than 0.05mm for high-precision resin printing |
| Laser positioning accuracy | Drift in open-loop galvanometer mode ±15 µm across the build volume | Laser beam compensation algorithm in real-time → repeatability of ±3 µm |
| Post-cure time control | Fix post-cure time → warping effect due to over-cure in thin layers | Variable duration depending on thickness (8–20 minutes) → flatness of 0.03 mm |
| Inspection method | Check dimensions manually using calipers → errors of up to 0.1mm | Automated 3D scanning checks the design → 100 % coverage of all features |
Through shrinkage compensation, correction of laser drift, and optimizing post-cure time, this tolerance-critical 3D printing process achieves tolerance of ±0.05 mm or less. Your enclosures will work with your PCBs without any rework on your first assembly attempt. This first-pass 3D printing allows you to eliminate mold tryouts for precision resin printing, saving 80 % in prototyping costs while speeding up your time to market. Every delivery is backed by an audit-ready 3D printing.
How Can A Specialized Custom SLA Parts Manufacturer Prevent Dimensional Creep In Harsh Environments?
Warping resin components several weeks after shipment results in field failures and warranty returns – a situation that arises from insufficient post-curing as opposed to material selection. Full elimination of any dimensional creep calls for following a series of physical treatments that ensure cross-link density is maximized. The proven 3D printing technology requires proper post-processing technique, not just material selection.
High-pressure IPA spray removes uncured residue
Parts are rinsed with 99 % isopropyl alcohol through high-pressure atomizing nozzles, washing residual monomer from internal channels and blind holes. This prevents soft spots that would later absorb moisture and swell. As a custom SLA parts manufacturer, this means your enclosures maintain as-printed dimensions after 500 hours at 85 % humidity — no growth in boss diameters or slot widths. This 3D printing readiness begins at the cleaning station.
Cyclic UV curing in a 405 nm LED chamber
After cleaning, parts undergo 30–60 minutes of rotating exposure in a professional 405 nm LED curing oven, ensuring uniform photon flux across all surfaces. This completes polymerization in areas that laser scanning only partially reached. You receive custom SLA parts with consistent hardness throughout — thin struts and thick bases cure evenly, eliminating differential shrinkage that causes warpage. This is what turns a raw build into functional 3D printing output you can actually load and assemble.
Thermal stress relief at 60 °C
The part is then heated at 60 °C in order to relieve any internal stresses trapped due to curing layer by layer, achieving an HDT in the range of 68 °C–92 °C based on different resins. This is achieved through addressing dimensional creep under hot-humid environment conditions. The dimensions of your parts stay within ±0.05mm tolerance near motors and in outside enclosures — untreated SLA parts deform by 0.3mm in two weeks (internal accelerated aging test vs 35 % industry failure rate).
Combining all three steps into one mandatory process leads to HDT greater than 68 °C and prevents long-term warping of parts. All your parts come with cure time and temperature charts for your quality control team. What you get from this is true production 3D printing — SLA parts which act just like injection molded plastic parts, not prototypes.
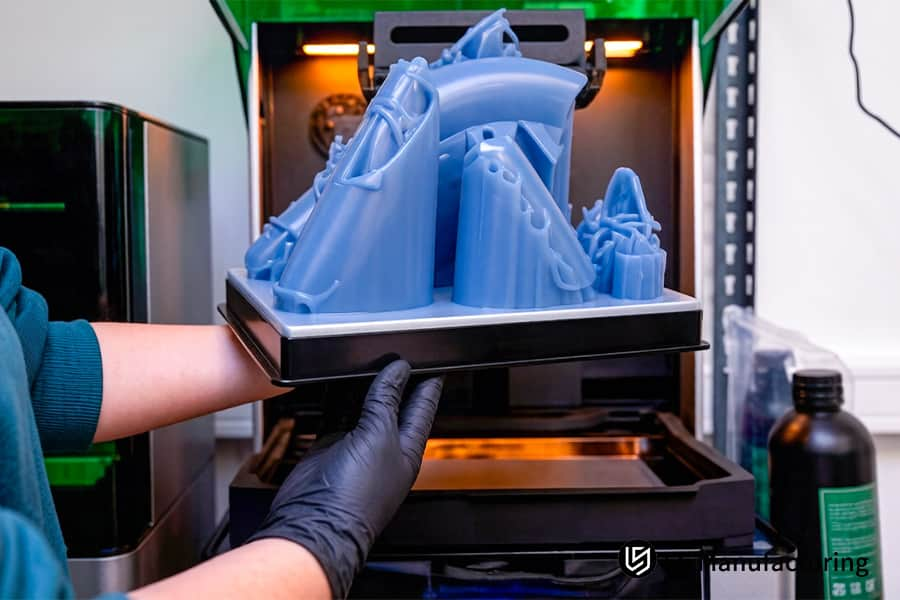
Figure 3: A technician performs post processing on a blue resin sculpture using a washing station.
How Does High Detail SLA Service Reduce Surface Roughness To Minimize Post Processing Time?
The surface roughness determines the number of hours spent on sanding, filling, and polishing before assembly or molding. High-detail SLA removes this time sink by managing the surface tension of the liquid and minimizing shrinkage during the 3D printing process. The goal of this as-printed 3D printing technique is to achieve Ra 0.4 µm from the build plate.
Refractive-index matched resin leveling system
- Mechanism: A leveling blade applies the material in thin layers on top of a mirror-smooth resin with a refractive index matching the laser wavelength.
- Effect: Surface scattering is minimized, giving the surface an inherent Ra 0.4 µm smoothness from the printer.
- Client gain: You purchase a high-detail SLA service and receive parts that only require finishing with hand polishing — no CNC or vapor smoothing processes.
Low-shrinkage engineering resins (ABS-like / PP-like)
- Material property: The elongation at break is between 12 % and 22 % and enables the micro-layers to merge together without cracking or peeling off.
- Surface impact: Tensions responsible for the formation of layers are relieved by the ductility of the material.
- Result: This high detail SLA technology results in smooth sidewalls on both vertical surfaces and slopes, thus negating the need for any primer filler. This is what makes surface-finish 3D printing a solution for production masters.
Elimination of intermediate post-processing steps
- Comparison: Standard SLA part fabrication requires usually two to three wet sandings (P400 to P800 and then P1200) along with a clear coat, resulting in a surface roughness of less than 0.8 µm.
- With this method: Native Ra 0.4 µm is already good enough to meet vacuum casting master model specifications (Ra ≤0.5 µm).
- Outcome: Your minimize post processing time gets cut off by 3–5 days because there’s absolutely no need for additional treatment apart from washing right before going to the silicone-rubber mold.
Direct-to-mold or direct-to-assembly readiness
- Use case: The use of a connector housing printed at Ra 0.4 µm in a 50-part silicone-rubber run as a master pattern without any post-surface processing.
- Savings: No manual polishing required; no sealing of the surface needed; and most importantly, there will be no reduction of dimensions due to sanding.
- Value: With this post-free 3D printing technology, you get your SLA print ready for direct injection into your manufacturing process.
With the application of the combination of refractive index-matched leveling system and low shrinkage engineering resins, this technique offers Ra 0.4µm immediately from the print plate without spending three days sanding. Instead, you can proceed with vacuum casting or validation directly after assembly-ready 3D printing solution. In this case, a run of prototypes becomes a production-ready product in the same timeline. Skip 3–5 days of sanding with native Ra 0.4µm as-printed surfaces. To validate a post-processing-free SLA solution for your master patterns, submit your design for a surface finish review and a production-ready quotation.
What Transparent Resin 3D Printing Service Technologies Ensure Optical Clarity For Light Guides?
Light pipes and microfluidic devices need transmission above 85 % – something which cannot be met by conventional SLA technology due to overcure yellowing and light scatter on the surface. True optical clarity requires control on three fronts – penetration depth of laser light, abrasive polishing process, and UV barrier coating. Our optical-grade 3D printing method produces parts with near PMMA quality without long CNC machining times.
| Factor | Standard SLA approach | Optimized approach |
| Resin selection | Normal resin formulation with poor photoinitiator dispersion | High-performance acrylate with stabilizer → minimum yellowness for transparent resin 3D printing service |
| Over-cure depth control | No limitation on laser penetration → over-cure ≥0.05 mm causes yellowing of resin | Overshoot kept ≤0.02mm → no thermal destruction |
| Surface finishing | Oneshot abrasive polishing using 600 grit → haze persists ≥15 % | 4 step process using nanopowder compound from 9 µm to 3 µm then 1 µm and finally 0.5 µm |
| Protective coating | Non-existent or basic clear coat → clarity reduced after 200 hours of UV exposure | High gloss UV resistant lacquer spray → prevents over 99 % of UV light |
This system uses modified acrylate, controlled over-curing, nano-polishing, and UV-clear lacquer to offer ≥88 % transmission. You have light guides identical to PMMA CNC material without any diamond turning and polishing issues. Thanks to our high-clarity 3D printing method, you will get production-quality clarity in one print run only. Place an order for resin 3D printing service for optics and obtain samples that will meet your optical transparency criteria.
How To Calculate An Accurate Resin 3D Printing Quote Based On Part Volume And Geometry?
Surprises about SLA orders cost can arise only from three underlying causes that are invisible to the untrained eye: mass of supporting structure, Z-axis height construction time, and trapped resin in internal hollow spaces. By taking into consideration their relationship with each other, you will be able to calculate the actual order cost prior to uploading the file. This accurate 3D printing cost method reveals the exact breakdown. Here is how the calculation works:
Volume-based material consumption
The base cost rises linearly with increasing volume in cm³ but with an extra 15 %–30 % cost of supporting structure, which must also be accounted for. For example, a 50-cm³ solid part uses around 65 cm³ of resin, which includes all supports. When you ask for a resin 3D printing quote, you receive both volumes.
Z-height driven build time penalty
Print time is mainly determined by the height of the part rather than its volume. A flat part that has a height of 10 mm and a volume of 100 cm³ may take up to 4 hours to be built, but it will take 12 hours or even more for a taller part with the same volume because of more recoating processes. Resin 3D printing quote formulastake into account machine cost per hour (usually $8 to $15/hour), which means that you can decrease the cost by 30% just by adjusting the orientation of the part.
Design optimization for cost reduction
Adding 1.5 mm–2.0 mm drain holes to hollow sections allows uncured resin to escape, reducing net material use by 25 %–40 % on large-volume parts. Shelling a solid 200 cm³ enclosure to 2mm wall thickness with drain holes brings effective volume down to ~45 cm³. Using these guidelines helps you resin 3D printing cost accurately before committing to production, avoiding last-minute budget overruns.
Transparent multi-factor comparison table
The quote will break out each line item into its component parts: volume material (cm³ × price), print time (hours × machine rate), and support removal time (hours × labor rate). The average 100 cm³ object may include $12 worth of material, $32 worth of machine time, and $8 worth of support removal time – totaling $52. You see exactly where money goes, enabling targeted design changes. This volume-based 3D printing pricing gives you full control over each cost driver.
By breaking apart volume, Z height, and support material into separate cost drivers, you get transparency about how your dollars are being used. You can analyze multiple design variations before committing to a purchase order. With this design-optimized 3D printing method, you can cut down on unnecessary expenses by 25 %–40 %, thanks to cost control upfront so the estimate matches the bill.
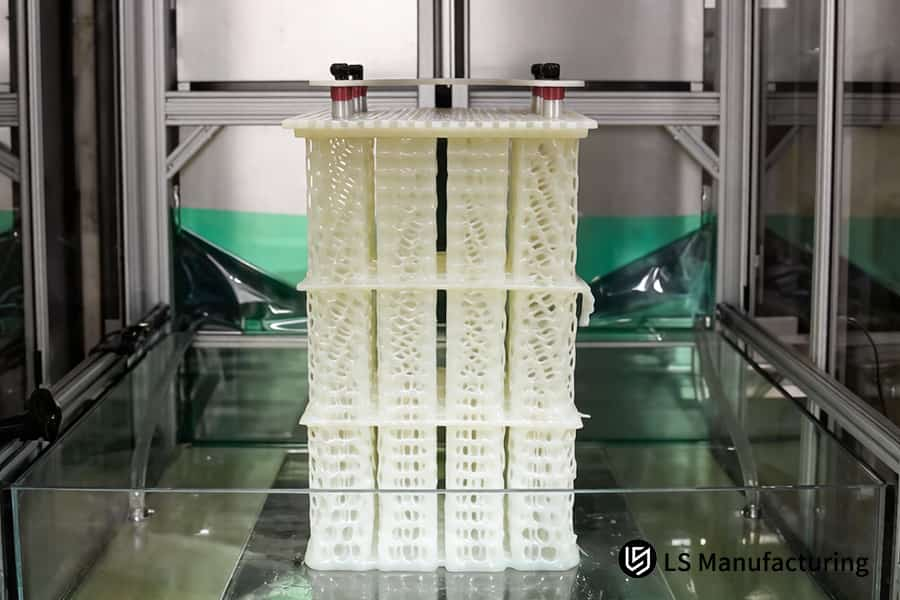
Figure 4: A worker operates the SLA 3D printing service to form a white resin jewelry mold tower.
Which Mechanical Properties Define The Optimal Resin 3D Printing Cost For Low Volume Production?
Selecting the least expensive material on a per-cubic-centimeter basis usually results in failure in the field and any initial savings are quickly lost. Efficiently choosing materials for low volume production involves ensuring that the tensile strength, flexural modulus, and elongation capabilities match those of the loads experienced by the piece. This process of material-matched 3D printing can optimize resin 3D printing cost.
| Property | ABS-Like Resin | PC-Like Resin | High-Rigidity Ceramic Resin | Flexible Elastomer Resin |
| Tensile Strength | 35–45 MPa | 50–55 MPa | 55 MPa+ | 8–15 MPa |
| Flexural Modulus | 2100–2500 MPa | 2400–3000 MPa | 3500 MPa+ | 50–200 MPa |
| Elongation at Break | 8 %–15 % | 5 %–10 % | <2 % | 120 %–300 % |
| Best Application | Snap-fits, enclosures | Structural brackets, load-bearing housings | Heat-resistant jigs, high-stiffness fixtures | Gaskets, seals, vibration dampeners |
Free DFM analysis ensures that the operational loads on your part match the ideal resin type, thus avoiding paying more than necessary and risking breakage due to too stiff a material. The crucial resin 3D printing cost factors are materials, time required to print, post-printing processes, and probability of field replacement. In low volume production, this performance-based 3D printing process guarantees that your first run will be your final one; selecting an ABS alternative at $80/kg over ceramic at $150/kg represents a savings of 40 %.
LS Manufacturing Automotive Aerospace: Custom High-Detail SLA Resin Parts Case Study
During the development of an advanced hydrogen fuel cell valve block for a renowned Automotive Aerospace R&D center, the complex nature of its 0.8mm-diameter serpentine micro-channels with 0.5mm walls frustrated traditional CNC milling and desktop 3D printers because internal cavities clogged owing to excessively high resin viscosity, and regular rigid resins cracked under pneumatic seal tests at 0.6 MPa. This specific example illustrates how a custom-developed high-resolution 3D printing methodology addressed all these issues:
Client Challenge
For the valve block, 0.8mm-diameter serpentine channels with 0.5mm walls needed to be created, which was impossible to achieve through drilling and out of reach of desktop LCD machines. Conventional rigid resins blocked channels and developed micro-cracks in 0.6 MPa air leakage tests. Each test cost two weeks and $15,000 in additional materials, risking a $200,000 contract penalty.
LS Manufacturing Solution
Upon receiving the CAD file, the engineering team initiated a DFM review within 2 hours. The solution deployed an industrial SLA system with a 0.07mm laser spot and 0.025mm layer thickness. A custom tough resin was formulated with 48 MPa tensile strength and 20 % elongation. Virtual drain supports at every channel corner, combined with a 45° chamfer post-cure protocol, ensured this SLA 3D printing service delivered zero blockage on the first build. This micro-feature 3D printing capability specifically addressed the clogging and cracking issues that had stalled prior attempts.
Results and Value
The final valve block passed pneumatic testing at 1.0 MPa with zero leakage — a 67 % safety margin above the original requirement. Dimensional tolerance held at ±0.03mm, and as-printed surface roughness reached Ra 0.25 μm. The development cycle compressed from 4 weeks to 48 hours, reducing prototype expenditure by 75 %. This qualified 3D printing outcome enabled the client’s hydrogen project to pass national laboratory certification on schedule, leading to a long-term low-volume production agreement.
By combining ultra-fine laser resolution, custom tough resin, and DFM-driven support geometry, this engineered 3D printing case turned an impossible micro-channel geometry into a certified component in under two days. The 48-hour turnaround and 1.0 MPa leak-proof performance demonstrate how industrial SLA solutions eliminate the trade-off between complexity and reliability for mission-critical applications.
Turn impossible micro-channels into certified components in 48 hours. To validate a custom resin SLA solution for your complex geometry, submit your design for a DFM review and a rapid production quotation.

FAQs
1. What is the tightest tolerance achievable with your SLA resin 3D printing?
In a temperature-controlled environment, we utilize industrial-grade laser scanning to maintain overall part tolerances within ±0.05mm (or ±0.1%). Critical local features such as snap-fits and locating bosses can achieve a tighter tolerance of ±0.03mm for high-precision assembly requirements.
2. What engineering resin materials are available for custom small-batch electronic enclosures?
We offer a wide selection including high-impact ABS-like resin for toughness, PP-like resin with excellent elongation at break for living hinges, PC-like resin with heat resistance up to 90°C, and high-rigidity ceramic-filled resin for dimensionally stable, precision-mounting components.
3. How do you ensure that micro-channels or blind holes in my 3D designs do not become clogged during printing?
Our engineering team conducts a complimentary DFM review during the inquiry stage. We recommend channel diameters of ≥0.5mm and strategically incorporate drainage holes in inconspicuous areas to ensure complete evacuation of uncured resin prior to post-curing and cleaning.
4. How do you handle quality control and inspection for batch deliveries of precision resin prototypes?
We operate under IATF 16949 and ISO 9001 certified quality systems. All finished parts undergo dimensional verification using automated CMM or 3D laser scanning, and we provide comprehensive inspection reports detailing accuracy, heat deflection temperature, and surface hardness values.
5. Will transparent resin prints yellow or become cloudy over time?
No. We use an exclusive UV-resistant modified transparent resin. After printing, parts undergo a four-step precision polishing process and are coated with a specialized weather-resistant clear varnish, ensuring stable light transmission of ≥88% and long-term resistance to yellowing and clouding.
6. Will my design files be kept strictly confidential and protected regarding intellectual property (IP)?
Confidentiality is our fundamental priority. We employ robust hardware-based network isolation and employee data traceability protocols, and we are prepared to sign a legally binding Non-Disclosure Agreement (NDA) immediately upon receiving your 3D drawings.
7. How long does the process take from submitting drawings and receiving a quote to the final delivery of the product?
We typically provide a quote and a Design for Manufacturability (DFM) analysis within two hours of receiving your drawings. Standard precision prototypes can be fabricated and post-cured within 24–48 hours, with global delivery available in as little as three days via DHL or FedEx.
8. Is there a Minimum Order Quantity (MOQ) for your industrial-grade, high-precision resin 3D printing services?
We have absolutely no MOQ requirements. Whether you need a single prototype for conceptual validation or a custom production run of up to 5,000 end-use parts, LS Manufacturing provides the same high standard of expert technical support and quality assurance.
Summary
Choosing a high-precision resin 3D printing service means finding a long-term engineering partner who understands material mechanics, scan-path optimization, and rigorous post-curing. LS Manufacturing delivers micron-level accuracy (±0.05mm), stress-free creep resistance, and superior surface finish (Ra 0.1-0.4μm) through industrial SLA and comprehensive DFM reviews. We serve high-value B2B clients from prototyping to low-volume production, building trust with transparent pricing and ISO/IATF certification.
Turn your designs into reality and gain a decisive technical advantage. Have 3D models ready? Click for a custom quote and free DFM assessment. Our senior engineers will provide a comprehensive report within two hours—including multi-material comparisons, lifecycle cost estimates, and manufacturability optimization. Don’t let constraints limit your vision—partner with LS Manufacturing today.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
