
В долгой истории человеческой цивилизации технология литья металлов, несомненно, играет ключевую роль. От простых бронзовых сосудов в древности до сложных и изощренных механических компонентов в современной промышленности, литье металлов, как древний и динамичный производственный процесс, стало свидетелем славной истории технологического прогресса человечества. Эта технология не только глубоко влияет на наши методы производства, но и значительно обогащает материальную культуру человеческого общества. Итак, как же работает литье металлов? Сегодня команда Longsheng приглашает всех погрузиться в океан знаний о литье металлов, чтобы узнать это.
Что такое литье металлов?
Литье металла — это производственный процесс , в котором расплавленный металл заливается в формы для создания трехмерных металлических деталей. Форма содержит полости желаемой геометрии, а расплавленный металл охлаждается, образуя затвердевшую деталь.
Слово «литье» также относится к деталям, изготовленным методом литья, история которого насчитывает 6000 лет. Исторически литье использовалось для создания сложных и крупных деталей, которые было бы трудно или дорого изготовить с помощью других производственных процессов.
Литье является предпочтительным методом для сложных геометрических форм, поскольку оно более экономично и проще по сравнению, например, с обработкой на станках с ЧПУ. Но литье также широко используется для самых простых форм благодаря быстрому выполнению заказов и большим производственным мощностям. Сегодня использование литых изделий настолько распространено, что в любой среде невозможно обойтись без них. Примерами литых металлических изделий являются блоки цилиндров двигателей, пожарные гидранты, электродвигатели, инструменты, светофоры, люки, трубы, клапаны и различные фитинги.
Каковы преимущества и недостатки литья металлов?
Литье металлов, как процесс обработки металла с долгой историей, играет жизненно важную роль в современном производстве . Оно не только позволяет производить металлические детали сложной формы и точных размеров, но и отличается высокой эффективностью использования материала и экономичностью. Однако литье металлов также имеет ряд присущих ему проблем и ограничений .
Преимущества литья металлов
- В процессе литья металлов можно изготавливать заготовки сложной формы, особенно с замысловатыми внутренними полостями, такие как коробки, блоки цилиндров и т. д.
- Широкий спектр адаптаций;
- В процессе литья металлов можно использовать недорогой железный и стальной лом, отходы обработки и т. д., а также сравнительно недорогое литейное оборудование.
- Размеры и вес металлических отливок практически не ограничены;
- Форма и размеры отливок очень близки к размерам заготовки. Поэтому процесс литья металла сокращает объем дальнейшей механической обработки и экономит металлический материал.
Недостатки литья металлов
- Более сложные производственные процессы делают литье более трудоемким для полного контроля;
- Литые заготовки более склонны к образованию литейных дефектов;
- Относительно низкая точность и соответствие размеров;
- По сравнению с поковками того же размера и формы, качество отливок у них ниже, а несущая способность меньше, чем у поковок;
- Неблагоприятные условия труда: высокая температура, пыль и высокая трудоемкость.
Как работает литье металлов?
Процесс литья металла — это процесс, при котором металл плавится до жидкого состояния, отвечающего определенным требованиям, и заливается в форму. После охлаждения, затвердевания и очистки получается отливка с заданной формой, размером и характеристиками. Ниже приведено подробное описание процесса литья металла :
- Подготовка модели: Начальные этапы процесса литья металла часто включают создание модели , которая является точной копией готовой детали и используется при последующем изготовлении формы. Модели доступны из различных материалов, включая прочные виды, такие как дерево и пластик, а также из одноразовых восковых материалов, в зависимости от ваших потребностей в литье.
- Конструкция стержня: Для деталей, которые необходимо отливать с полыми структурами, конструкция стержня имеет решающее значение. Это цельный кусок материала, помещенный в полость формы для определения внутренней геометрии отливки. Например, при отливке трубчатых изделий цилиндрический стержень помещается внутрь более крупной цилиндрической формы, чтобы обеспечить формирование соответствующей полой структуры внутри отливки.
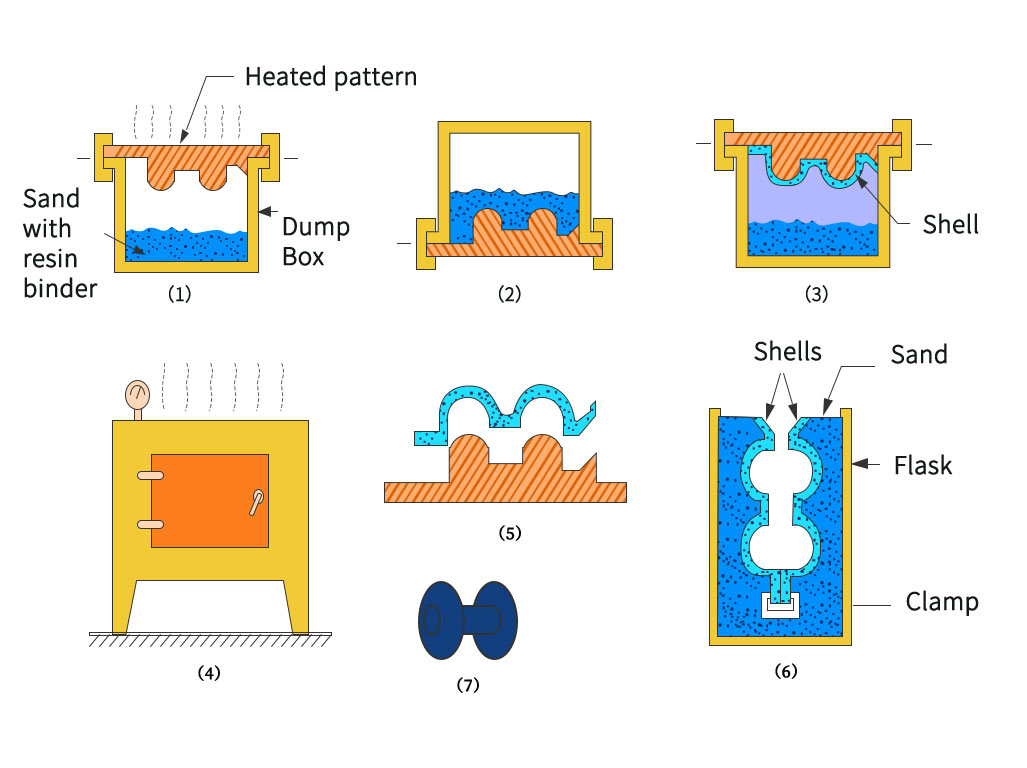
- Изготовление форм: Метод изготовления форм варьируется в зависимости от процесса литья. Постоянные металлические формы изготавливаются с высокой точностью на станках с ЧПУ , тогда как песчаные формы создаются путем послойного нанесения песчаной смеси на поверхность модели. Изготовление форм — это профессиональное умение, охватывающее весь процесс от проектирования до формования.
- Заполнение формы: Металл нагревается до расплавленного состояния и впрыскивается в полость формы под действием силы тяжести или давления. При литье под действием силы тяжести расплавленный металл естественным образом затекает в форму; при литье под высоким давлением металл вдавливается в форму под высоким давлением, что требует большой силы зажима для обеспечения целостности и безопасности формы.
- Извлечение детали: После того как отливка остынет и затвердеет, ее можно извлечь из формы. При литье в песчаные формы это обычно означает разрушение формы для извлечения отливки; тогда как при литье в постоянные формы две половины формы можно разделить для повторного использования формы.
- Последующая обработка: Перед использованием литых металлических деталей может потребоваться их очистка (например, удаление остатков литья) и другие необходимые этапы последующей обработки для обеспечения качества и эксплуатационных характеристик деталей.

Какие существуют методы литья металлов?
1. Литье в песчаные формы
Литье в песчаные формы — это универсальный процесс литья, который может использоваться для отливки любых металлических сплавов , как черных, так и цветных металлов. Он широко применяется в массовом производстве на промышленных предприятиях, например, для изготовления деталей автомобильных двигателей, таких как блоки цилиндров, головки цилиндров, коленчатые валы и т. д.
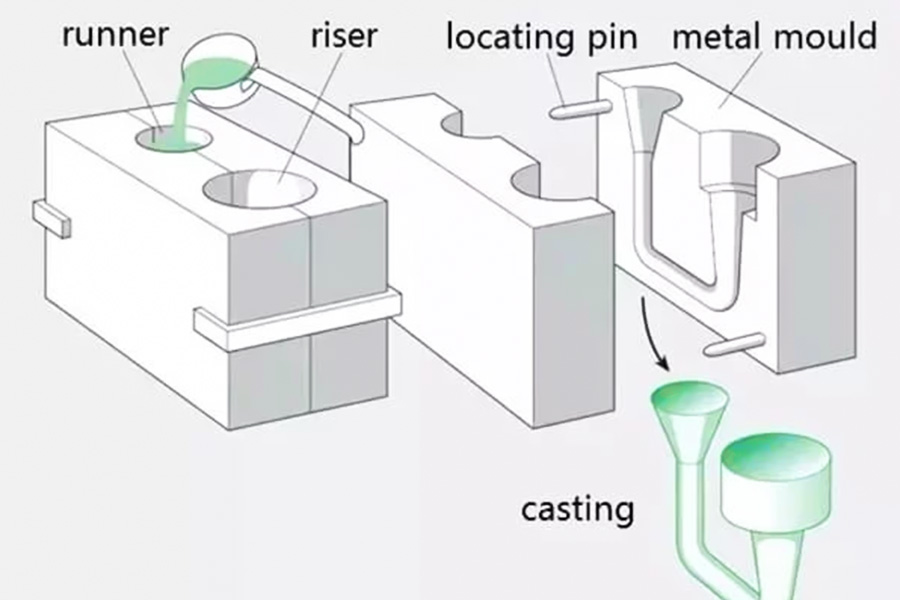
В процессе используются формы, изготовленные из материалов на основе кремния, таких как природный или синтетический песок, для создания гладкой поверхности формы. Поверхность формы состоит из двух частей: верхней части и нижней части. С помощью заливочного стакана расплавленный металл заливается в форму, где он затвердевает, принимая окончательную форму. Наконец, излишки металла обрезаются для завершения изготовления готового металлического отливки.
2. Кастинг
В то время как литье в песчаные формы позволяет плавить сплавы с более высокими температурами плавления, литье под давлением позволяет придавать форму металлам с более низкими температурами плавления. После превращения материала из твердого состояния в горячую расплавленную жидкость, его можно впрыскивать в долговечную литую форму, изготовленную из закаленной стали. Эти формы состоят из полости, стержня и иногда вставки. В отличие от литья пластмасс под давлением, механическая обработка боковых элементов после литья иногда более целесообразна, чем использование боковых воздействий. Литье под давлением зародилось в XIX веке.
С момента своего появления в производственной сфере были разработаны два типа программ литья под давлением. Первый — это литье в горячей камере, в котором внутри машины встроена печь для плавления материала. При использовании процесса литья в холодной камере материал плавится в отдельной печи, а затем расплавленный материал перемещается в камеру впрыска. Это позволяет использовать литье под давлением для крупносерийного производства деталей для аэрокосмической и автомобильной промышленности, а также игрушек, мебели и электроники. Услуги по литью под давлением предоставляются в рамках основных сервисов Longsheng, а расценки можно получить с помощью системы мгновенного расчета стоимости.
3. Литье по выплавляемым моделям
Литье по выплавляемым моделям, также известное как литье по восковым моделям , использует одноразовую восковую модель, покрытую керамическим материалом, который затвердевает, принимая форму отливки. Первым этапом этого процесса литья является создание восковой модели, обычно из воска или пластика. Поскольку процесс требует точных измерений, многочисленные пробные попытки и ошибки делают литье по выплавляемым моделям дорогостоящим производственным процессом. Воск заливается в форму, аккуратно извлекается, а затем покрывается клеем или огнеупорным материалом для образования толстой оболочки. Кроме того, несколько моделей собираются на главном литниковом канале. После затвердевания оболочки модель переворачивается и нагревается в печи для удаления воска. Расплавленный металл заливается в оставшуюся оболочку и затвердевает, принимая форму восковой формы. Кроме того, огнеупорная оболочка отламывается, чтобы обнажить готовую отливку. Этот процесс литья широко используется для изготовления компонентов для энергетики, автомобильной и аэрокосмической промышленности.
4. Центробежное литье
Центробежное литье, также известное как литье с вращением, — это процесс промышленного производства цилиндрических деталей с использованием центробежной силы. В этом типе литья металла используется предварительно нагретая вращающаяся форма, в которую заливается расплавленный металл. Центробежная сила способствует диспергированию расплавленного металла внутри формы под высоким давлением.
Существует три типа центробежного литья: истинное центробежное литье, полуцентробежное литье и вертикальное центробежное литье. Полуцентробежное литье отличается от истинного центробежного литья тем, что в нем используется литниковый канал для полного заполнения формы. Однако при истинном центробежном литье расплавленный металл прилипает к стенкам из-за непрерывного вращения. В отличие от этого, вертикальное центробежное литье, как следует из названия, использует направленное формование, следуя тому же процессу, что и истинное центробежное литье.
Как правило, центробежное литье позволяет получить вращающуюся форму, напоминающую цилиндр. Это особенно актуально для таких деталей, как подшипники, фрикционные диски сцепления, поршневые кольца и гильзы цилиндров. Кроме того, заливка металла в центр формы помогает уменьшить такие дефекты, как пористость, усадка и воздушные полости. Однако этот метод подходит не для всех типов металлических сплавов.
5. Непрерывное литье
Непрерывное литье — это передовой метод литья. Его принцип заключается в непрерывной подаче расплавленного металла в специальную металлическую форму, называемую кристаллизатором. Затвердевшие (застывшие) отливки непрерывно выливаются с другого конца кристаллизатора, а затем извлекаются с одного конца, чтобы получить отливку любой длины или заданной длины.
6. Литье по выплавляемым моделям
Литье по выплавляемым моделям похоже на литье по выплавляемым моделям, за исключением того, что в качестве модели используется пенопласт вместо воска. После того, как модель сформирована, она покрывается огнеупорной керамикой путем погружения, нанесения покрытия, распыления или нанесения кистью. Затем расплавленный металл заливается в формы для получения желаемого изделия.
Это метод затвердевания и формования жидкого или полужидкого металла под высоким давлением для непосредственного получения заготовок или деталей. Он обладает преимуществами высокой степени использования жидкого металла, упрощенного процесса и стабильного качества. Это энергосберегающая технология обработки металлов с потенциальными перспективами применения.
Вакуумное литье под давлением — это передовой процесс литья под давлением, который улучшает механические свойства и качество поверхности отливок за счет устранения или значительного уменьшения пор и растворенных газов в отливках путем откачки газа из полости литейной формы в процессе литья под давлением.
10. Литье под действием силы тяжести
Этот процесс основан на законах физики, с которыми мы сталкиваемся каждый день. При литье под действием силы тяжести вы покрываете полость формы, заливаете горячий металл и ждете, пока сила тяжести сделает свое дело, направляя материал внутрь и вниз, позволяя ему остыть и затвердеть. Независимо от того, выполняется ли процесс вручную или автоматически, он занимает немного больше времени, чем другие, но вы обнаружите, что он относительно дешевле и идеально подходит для создания гладких поверхностей. Это отличный выбор, если вы хотите производить мелкие детали, которые хорошо подходят для кухонной утвари, осветительных приборов и автомобилей.
11. Литье под высоким давлением
Этот метод в полной мере использует преимущества высокого давления, скорости и температуры, что делает его подходящим выбором для любой отрасли промышленности. Литье под высоким давлением быстро заливает расплавленный металл в форму при заданных значениях давления и объема, в результате чего получается безупречный, эффективно изготовленный и легко воспроизводимый продукт. Необходимо тщательно следить за правильными настройками оборудования, чтобы обеспечить правильное заполнение и охлаждение форм, а также их соответствие необходимым параметрам. Литье под высоким давлением может использоваться в самых разных областях , от изготовления игрушек до производства деталей для автомобилей или бытовой техники.
12. Литье под низким давлением
По сравнению с технологией литья под высоким давлением, литье под низким давлением использует относительно низкое давление для завершения процесса литья и охлаждения расплавленного металла. Этот процесс особенно подходит для производства деталей, требующих большей прочности и долговечности. При литье под низким давлением непрерывный поток металла обеспечивает точную форму детали и равномерное заполнение. Если вам нужны такие характеристики детали, как сложная структура, гладкость поверхности, острые кромки и контуры, то литье под низким давлением, безусловно, является вариантом, заслуживающим внимания. Однако, если у вас строгие требования к тонкостенным конструкциям и быстрым производственным циклам, литье под низким давлением может быть не самым подходящим методом. Тем не менее, литье под низким давлением используется в широком спектре применений , производя детали от формочек для печенья под давлением для кухни до колес автомобилей и головок цилиндров машин.
Каковы основные области применения литья металлов?
Литье металлов, как важный производственный процесс, широко и глубоко проникло в практическое применение. Ниже представлено подробное описание областей практического применения литья металлов :
1. Автомобильная промышленность
В автомобилестроении технология литья металлов широко используется для производства различных автомобильных деталей , включая, помимо прочего, блоки цилиндров, головки цилиндров, коленчатые валы, шатуны, корпуса трансмиссий, корпуса водяных насосов, выхлопные трубы и легкосплавные диски и т. д. Кроме того, она включает в себя и другие детали сложной формы, такие как валы, шестерни, подшипники и т. д. Эти детали являются критически важными элементами автомобиля и требуют высокой прочности, точности и длительного срока службы. В связи с непрерывным развитием технологий автомобилестроения к качеству отливок предъявляются более высокие требования, и для обеспечения соответствия их характеристик проектным требованиям необходимо использовать передовые технологические процессы. Технология литья металлов может соответствовать вышеуказанным стандартам, обеспечивая стабильный метод производства в автомобилестроении.
2. Аэрокосмическая промышленность
В аэрокосмической отрасли применение технологии литья металлов также имеет решающее значение. С развитием современной науки и техники к точности и прочности авиационных деталей предъявляются более высокие требования. Соответствующее оборудование способно изготавливать различные сложные формы и высокоточные компоненты, включая, помимо прочего, лопатки авиационных двигателей, турбинные диски, камеры сгорания турбореактивных двигателей, корпуса гондол двигателей и конструкции фюзеляжа в целом. В то же время, поскольку многие детали в авиационной продукции изготавливаются из металла, к материалам предъявляются и более высокие требования. Эти компоненты должны быть легкими, высокопрочными, высокостабильными и обладать превосходной коррозионной стойкостью. Поэтому металлургическая промышленность является одним из незаменимых ключевых процессов в аэрокосмической отрасли. Метод литья металлов обеспечивает высокое качество и превосходные характеристики этих деталей, создавая прочную основу для развития аэрокосмической отрасли.
3. Машиностроение и электроэнергетика
В машиностроении и энергетической промышленности также широко используется технология литья металлов. С развитием науки и техники литье металлов стремительно развивается. Оборудование позволяет изготавливать разнообразные крупномасштабные и сложные литые компоненты, включая, помимо прочего, передние бабки станков, поворотные рамы, корпуса паровых турбин, кронштейны для поддержки заземляющих кабелей, втулки силовых кабелей и рамы обмоток трансформаторов. Развитие науки и техники, особенно широкое применение компьютерных технологий в машиностроении, также способствует быстрому развитию литья металлов. Эти отливки должны обладать высокой прочностью, износостойкостью и термостойкостью, и технология литья металлов позволяет соответствовать этим стандартам, предоставляя эффективный инструмент производства для машиностроения и энергетической промышленности.
4. Производство медицинского оборудования
В области производства медицинских изделий технология литья металлов также играет чрезвычайно важную роль. Например, медицинские имплантаты, включая протезы и кости, могут быть изготовлены с использованием методов литья металлов. Все эти имплантируемые устройства требуют превосходной биосовместимости и механических свойств для обеспечения безопасности и комфорта пациента. Метод литья металлов может удовлетворительно удовлетворить эти потребности, предоставляя стабильный и надежный инструмент для производства медицинских изделий.
5. Товары повседневного спроса и промышленное оборудование
Кроме того, технология литья металлов используется людьми для изготовления предметов повседневного обихода и промышленного оборудования . Например, такие распространенные изделия, как краны, смесители, пивные и газовые баллоны, а также различные детали и компоненты трансмиссии промышленного оборудования, могут быть изготовлены методом литья металлов. Эти изделия должны обладать превосходной прочностью и эстетическими свойствами, и технология литья металлов отвечает этим стандартам, что значительно облегчает нашу повседневную жизнь и промышленное производство.
Часто задаваемые вопросы
1. Как работает литье металла?
Литье металла — это процесс, при котором металл плавится до жидкого состояния, отвечающего определенным требованиям, и заливается в форму. После охлаждения, затвердевания и очистки получается отливка с заданной формой, размером и характеристиками.
2. Каковы пять основных этапов процесса литья металла?
Пять основных этапов процесса литья металлов : ① Подготовка формы: В зависимости от используемых материалов литейные формы можно разделить на песчаные, металлические, керамические, глиняные, графитовые и т. д. Также их можно разделить на одноразовые и полупостоянные в зависимости от количества использований. ② Плавка и заливка литых металлов: Литые металлы (литые сплавы) в основном включают чугун, литую сталь и литые цветные сплавы. ③ Затвердевание и охлаждение отливки: Металл охлаждается и затвердевает в литейной форме для придания отливке необходимой формы. ④ Обработка отливки: Обработка отливки включает удаление посторонних примесей с поверхности стержня и отливки, удаление притоков, заусенцев, швов и других выступов, а также термообработку, формовку, антикоррозионную обработку и черновую механическую обработку. ⑤ Контроль качества отливок: Проведение контроля качества отливок для обеспечения их соответствия проектным требованиям. В ходе проверки проверяется точность размеров, качество поверхности, внутренние дефекты и т.д.
3. Какой метод литья металла лучше всего подходит для начинающих?
Выбор оптимального метода литья металла для начинающего зависит от цели обучения, имеющихся ресурсов, а также сложности и требований к характеристикам желаемой отливки. В целом, однако, литье в песчаные формы — это относительно простой и легкий в освоении метод литья. Литье в песчаные формы недорогое, относительно простое в эксплуатации и позволяет получать отливки различных форм и размеров. Кроме того, литье в песчаные формы обладает хорошей гибкостью и адаптивностью, его можно модифицировать и корректировать по мере необходимости.
4. В каких отраслях промышленности наиболее широко используется литье металлов?
Литье металлов широко используется во многих отраслях промышленности , но наиболее распространенными являются автомобилестроение, машиностроение, аэрокосмическая промышленность и производство энергетического оборудования. Эти отрасли предъявляют высокие требования к качеству и характеристикам отливок и нуждаются в производстве больших объемов отливок сложных форм и размеров. Литье металлов отвечает этим требованиям и играет в них жизненно важную роль.
Краткое содержание
Как древний и важный производственный процесс, литье металлов по-прежнему играет незаменимую роль в современной промышленности . Благодаря непрерывному развитию науки и техники, процессы литья металлов также постоянно совершенствуются и развиваются, адаптируясь к более сложным и разнообразным производственным потребностям. Будь то традиционное литье в песчаные формы или различные специальные методы литья , литье металлов внесло важный вклад в развитие современной машиностроительной отрасли благодаря своим уникальным технологическим характеристикам и широкому спектру применений.
Отказ от ответственности
Информация на этой странице представлена исключительно в ознакомительных целях. Компания Longsheng не предоставляет никаких явных или подразумеваемых гарантий относительно точности, полноты или достоверности представленной информации. Не следует делать выводов о том, какие параметры производительности, геометрические допуски, конкретные конструктивные особенности, качество и тип материалов, а также качество изготовления будут поставлены сторонним поставщиком или производителем через сеть Longsheng. Ответственность за определение конкретных требований к деталям лежит на покупателе , запрашивающем ценовое предложение . Для получения дополнительной информации , пожалуйста, свяжитесь с нами .
Команда Луншэн
Данная статья написана несколькими авторами из компании Longsheng. Longsheng — ведущий поставщик услуг в производственном секторе, предлагающий услуги по обработке на станках с ЧПУ , изготовлению изделий из листового металла , 3D-печати , литью под давлением , штамповке металла и многому другому.

