
人類の文明の長い歴史の中で、金属鋳造技術が重要な役割を果たしていることは間違いありません。古代の単純な青銅器から現代の産業における複雑で洗練された機械部品まで、金属鋳造は、古代のダイナミックな製造プロセスとして、人間の技術進歩の輝かしい歴史を目の当たりにしてきました。この技術は、私たちの生産方法に大きな影響を与えるだけでなく、人間社会の物質文化を大いに豊かにします。だから金属鋳造はどのように機能しますか?今日、Longshengチーム金属鋳造に関する知識の海に誰もが連れて行きます。
金属鋳造とは何ですか?
金属鋳造は製造プロセスですこれは、溶融した金属を金型に流し込み、3D金属部品を作成することです。金型には目的の形状の空洞が含まれており、溶融金属が冷却されて固化部品が形成されます。
「鋳造」という言葉は、6,000年前にさかのぼる鋳造プロセスによって作られた部品も指します。歴史的に、鋳造プロセスは、他の製造プロセスでは作成が困難またはコストがかかる複雑で大きな部品を作成するために使用されてきました。
鋳造は複雑な形状の第一候補です費用対効果が高く、プロセスが比較的簡単であるため、たとえば、CNC加工。しかし、鋳造は、その迅速なターンアラウンドタイムと大規模な生産能力により、最も単純な形状にも広く使用されています。現在、キャスト製品の使用が広く普及しているため、どのような環境であってもキャスト製品の使用は避けられません。鋳造金属製品の例としては、エンジンブロック、消火栓、電気モーター、工具、信号機、マンホール、パイプ、バルブ、各種継手などがあります。
金属鋳造の長所と短所は何ですか?
長い歴史を持つ金属成形プロセスとして、金属鋳造は、現代の製造業において重要な役割を果たしています.複雑な形状と正確な寸法の金属部品を製造できるだけでなく、材料利用率と費用対効果も高いです。しかし金属鋳造には、いくつかの固有の課題と制限があります.
金属鋳造の利点
- 金属鋳造プロセスは、複雑な形状のワークピース、特にボックス、シリンダーブロックなどの複雑な内部キャビティを製造できます。
- 幅広い適応。
- ザ金属鋳造プロセスは、低コストの鉄を利用できる鉄スクラップ、フライス粉など、鋳造設備は比較的低いです。
- サイズと重量は、金属鋳造ワークピースでほとんど制限されません。
- 鋳物の形状とサイズはワークピースに非常に近いです。したがって、金属鋳造プロセスは、さらなる機械加工作業の量を減らし、金属材料を節約します。
金属鋳造のデメリット
- 比較的複雑な生産作業により、鋳造プロセスを完全に制御することがより困難になります。
- 鋳造ワークピースは、鋳造欠陥で取りやすいです。
- 寸法の一貫性と精度が比較的低い。
- 同じサイズと形状の鍛造品と比較して、鋳物の本質的な品質は弱く、耐荷重能力は鍛造品よりも劣ります。
- 高温、粉塵、労働集約度が高い劣悪な作業環境。
金属鋳造はどのように機能しますか?
金属鋳造工程とは、金属を一定の要件を満たす液体に製錬し、金型に流し込む工程です。冷却、凝固、洗浄後、所定の形状、サイズ、および性能を有する鋳物が得られる。以下は、の詳細な紹介です。金属鋳造プロセス:
- パターンの準備:の最初のステップ金属鋳造プロセスには、多くの場合、パターンの作成が含まれますこれは、その後の金型製作で使用される最終部品の正確なレプリカです。モデルは、鋳造のニーズに応じて、木材やプラスチックなどの耐久性のあるタイプから、使い捨てのワックス材料まで、さまざまな材料で利用できます。
- コアデザイン:中空構造で鋳造する必要がある部品の場合、コアの設計は非常に重要です。これは、鋳物の内部形状を定義するために金型キャビティ内に配置された固体材料です。たとえば、管状の物体を鋳造する場合、円筒形のコアを大きな円筒形の金型の内側に配置して、対応する中空構造が鋳造物の内部に形成されるようにします。
- 金型成形:鋳型の作り方は、鋳造工程によって異なります。永久金型は、を使用して精密に機械加工されますCNCマシン一方、砂型は、モデルの表面に砂の混合物を層ごとに適用することによって構築されます。金型製作は、設計から成形までの全工程をカバーするプロの技術です。
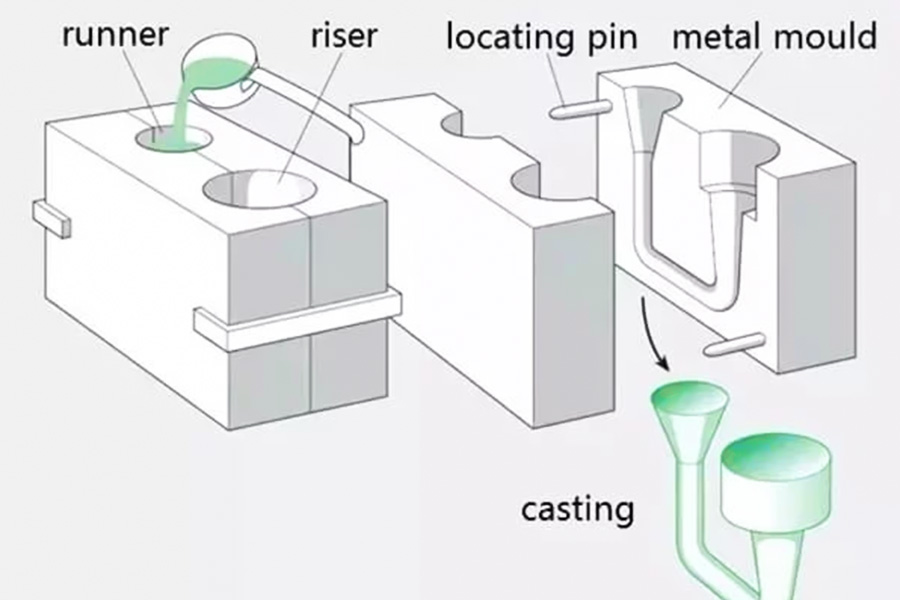
- 金型充填:金属は溶融状態に加熱され、重力または圧力によって金型キャビティに射出されます。重力鋳造では、溶融金属は自然に金型に流れ込みます。高圧ダイカストでは、金属が高圧下で金型に押し込まれるため、金型の完全性と安全性を確保するために高いクランプ力が必要です。
- パーツの排出:鋳物が冷えて固まったら、鋳型から取り外すことができます。砂型鋳造の場合、これは通常、鋳物を放出するために金型を破壊することを意味します。一方、永久金型を使用した鋳造プロセスでは、金型の2つの半分を分離して、金型を再利用することができます。
- 後処理:鋳造金属部品を使用する前に、部品の品質と性能を確保するために、部品の洗浄(金型残留物の除去など)やその他の必要な後処理手順が必要になる場合があります。

金属鋳造方法にはどのような種類がありますか?
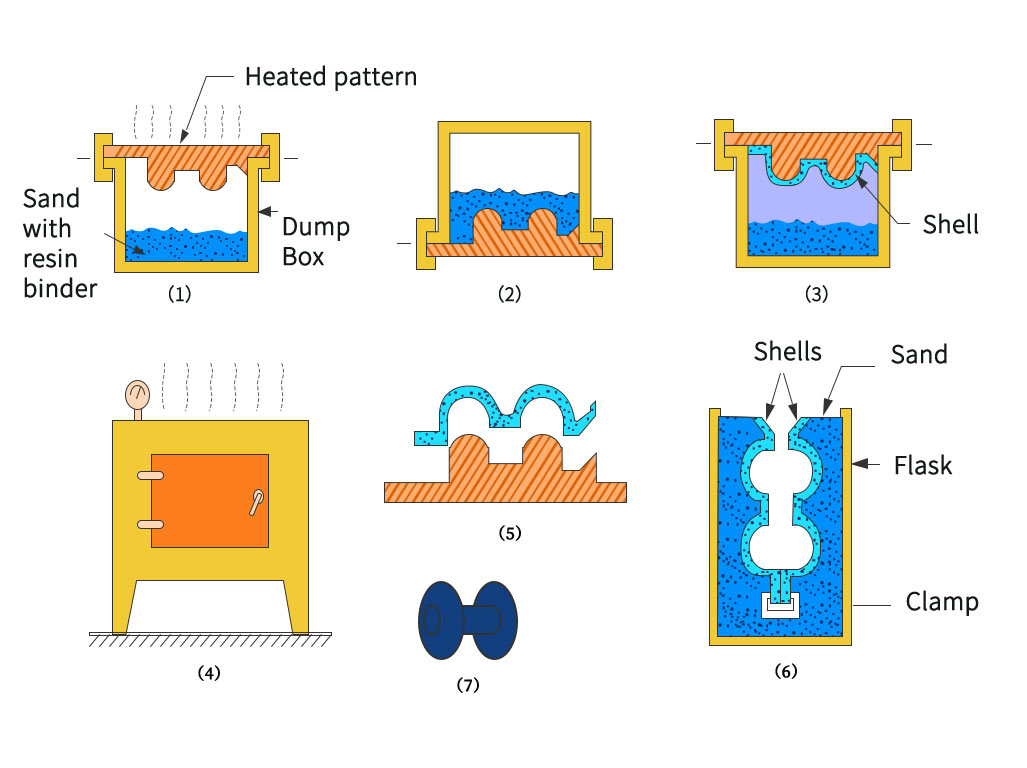
1.砂型鋳造
砂型鋳造は、あらゆる金属合金の鋳造に使用できる万能鋳造プロセスです、鉄か非鉄か。エンジンブロック、シリンダーヘッド、クランクシャフトなどの自動車用金属鋳造部品などの工業ユニットでの大量生産に広く使用されています。
このプロセスでは、自然に結合した砂や合成砂などのシリコンベースの材料で作られた金型を使用して、滑らかな金型表面を作成します。金型表面には、上型(上部)と下部型(下部)の2つの部分があります。流し込みカップで溶かした金属を型に流し込み、固化して最終形状を形成します。最後に、余分な金属を切り取り、最終的な金属鋳造製品を完成させます。
2.キャスティング
砂型鋳造は融点の高い合金を溶かすことができますが、ダイカストを使用して融点の低い金属を成形できます。材料を固体から高温の溶融液体に変更した後、硬化鋼で作られた長寿命のダイキャスト金型に注入できます。これらのツールは、キャビティ、コア、場合によってはインサートで構成されています。プラスチック射出成形とは異なり、鋳造後のサイドフィーチャーの加工は、サイドアクションを使用するよりも実現可能な場合があります。ダイカストの歴史は19世紀にまでさかのぼります。
製造業の世界に登場して以来、2種類のプログラムが開発されてきました。1つ目はホットチャンバーで、材料を溶かすための機械内に炉が組み込まれています。コールドチャンバー法(2番目の手順)を使用する場合は、別の炉で材料を溶かし、溶融した材料を注入チャンバーに移します。航空宇宙部品や自動車部品、玩具、家具、電子機器の大量生産にダイカストを導入できます。ダイカストはLongshengのコアサービスを通じて提供され、見積もりはインスタント見積もりエンジンを通じて作成できます。
3.インベストメント鋳造
インベストメント鋳造、別名ロストワックス鋳造は、鋳物の形状に固化するセラミック材料でコーティングされた使い捨てワックスパターンを使用しています。この鋳造プロセスの最初のステップは、通常はワックスまたはプラスチックで作られたワックスパターンを作成することです。このプロセスでは正確な測定が必要なため、何度も試行錯誤すると、インベストメント鋳造は高価な製造プロセスになります。ワックスを型に流し込み、慎重に取り除き、接着剤または耐火材料でコーティングして厚いシェルを形成します。さらに、複数のモデルがメインゲートに組み立てられます。シェルが固まったら、モデルを裏返し、オーブンで加熱してワックスを取り除きます。溶融した金属は残りのシェルに流し込まれ、ワックス型の形に固化します。さらに、耐火シェルを壊して、完成した鋳物が現れます。この鋳造プロセスは、発電、自動車、航空宇宙部品の製造に一般的に使用されています。
4.遠心鋳造
遠心鋳造は、スピン鋳造とも呼ばれ、遠心力を使用して円筒形部品を工業的に製造するプロセスです。このタイプの金属鋳造は、予熱された回転金型に溶融金属を流し込みます。遠心力により、溶融金属が金型内に高圧で分散します。
遠心鋳造には、真の遠心鋳造プロセス、半遠心鋳造プロセス、垂直遠心鋳造プロセスの3種類があります。半遠心鋳造は、ゲートを使用して金型を完全に充填するという点で真の遠心鋳造とは異なります。しかし、真の遠心鋳造では、連続回転により溶融金属が側面にくっつきます。対照的に、垂直遠心鋳造は、その名前が示すように、真の遠心鋳造と同じプロセスに従って、方向性成形を使用します。
通常、遠心鋳造は円柱に似た回転形状を生成します。特にベアリング、クラッチプレート、ピストンリング、シリンダーライナーなどの部品。さらに、金型の中央に金属を流し込むことで、多孔性、収縮、エアポケットなどの欠陥を減らすことができます。ただし、すべての種類の金属合金で機能するわけではありません。
5.連続鋳造
連続鋳造は高度な鋳造方法です。その原理は、晶析装置と呼ばれる特殊な金型に溶融金属を連続的に流し込むことです。固化した(クラストされた)鋳物は、晶析装置のもう一方の端から連続的に注がれます。から取り出し、一方の端から引き出して、任意の長さまたは特定の長さの鋳物を取得します。
6.ロストフォームキャスティング
ロスト フォーム キャスティングはインベストメント キャスティングと似ていますが、モデルとしてワックスの代わりにフォームを使用する点が異なります。モデルが形成されると、浸漬、コーティング、スプレー、またはブラッシングによって耐火セラミックでコーティングされます。次に、溶融した金属を型に流し込み、目的の製品を形成します。
これは、高圧下で液体または半固体の金属を固化させて流し、成形してワークピースまたはブランクを直接得る方法です。液体金属の高い利用率、簡素化されたプロセス、安定した品質という利点があります。これは、潜在的な応用の見通しを持つ省エネ金属成形技術です。
真空ダイカストは、ダイカストプロセス中にダイカスト金型キャビティ内のガスを排出することにより、ダイカスト内の細孔と溶解ガスを排除または大幅に削減することにより、ダイカストの機械的特性と表面品質を向上させる高度なダイカストプロセスです。
10.グラビティダイカスト
このプロセスは、私たちが毎日経験する物理法則を利用しています。重力ダイカストでは、金型のキャビティをコーティングし、溶銑を流し込み、重力が材料を上下に流し込み、冷却して固化させるのを待ちます。手動または自動で行うかどうかにかかわらず、このプロセスは他のプロセスよりも少し時間がかかりますが、比較的安価で、滑らかな仕上げを作成するのに理想的であることがわかります。台所用品、照明、自動車でうまく機能する小さな部品を製造したい場合に最適です。
11.高圧鋳造
この方法は、高圧、速度、熱を最大限に活用するため、あらゆる業界に適しています。高圧鋳造溶融金属を特定の圧力と体積の設定で金型に迅速に流し込むことで、完璧で効率的に生産され、簡単に複製できる製品が得られます。マシンの正しい設定に細心の注意を払って、形状が正しく充填および冷却され、必要な方法でレンダリングされるようにする必要があります。高圧鋳造は、さまざまな用途に使用できます、おもちゃを作ることから車や電化製品の部品を作ることまで。
12.低圧鋳造
高圧鋳造技術と比較して、低圧鋳造は、比較的低い圧力を使用して鋳造を完成させます溶融金属の冷却プロセス。このプロセスは、より高い強度と耐久性を必要とする部品の製造に特に適しています。低圧鋳造では、金属の連続的な流れにより、正確な部品形状と均一な充填が保証されます。探している部品の特性に、構造の複雑さ、表面の滑らかさ、シャープなエッジと輪郭が含まれている場合、低圧鋳造は確かに検討する価値のあるオプションです。ただし、薄肉設計と高速生産サイクルに厳しい要件がある場合、低圧鋳造は最適な方法ではない可能性があります。それでもなお低圧鋳造は幅広い用途で使用されています、キッチン用の圧力クッキーカッターから車両のホイール、機械のシリンダーヘッドまで、さまざまな部品を製造しています。
金属鋳造の一般的な用途は何ですか?
重要な製造プロセスとして、金属鋳造は実用化に広範かつ深く浸透しています。以下は、の詳細な紹介です金属鋳造の実用化分野:
1.自動車製造業
自動車製造業では、金属鋳造技術は、さまざまな自動車部品の製造に広く使用されていますエンジンブロック、シリンダーヘッド、クランクシャフト、コネクティングロッド、トランスミッションハウジング、ウォーターポンプハウジング、エキゾーストパイプ、軽量アロイホイールなどが含まれますが、これらに限定されません。さらに、シャフト、ギア、ベアリングなどの他の複雑な形状の部品も含まれています。これらの部品は車の重要な部分を形成し、高度な強度、精度、および長い耐用年数を必要とします。自動車製造技術の継続的な発展により、鋳物の品質にはより高い要件が課せられており、その性能が設計要件を満たすことを保証するために高度なプロセス方法を使用する必要があります。金属鋳造技術は上記の基準を満たすことができ、自動車生産業界に安定した製造方法をもたらします。
2.航空宇宙産業
航空宇宙の分野では、金属鋳造技術の応用また、非常に重要です。現代の科学技術の発展に伴い、航空部品の精度と強度により高い要件が課せられています。この装置は、航空機エンジンブレード、タービンディスク、ターボジェット燃焼室、エンジンナセルケーシング、および全体的な胴体構造を含むがこれらに限定されない、さまざまな複雑な形状と高精度のコンポーネントを製造することができます。同時に、航空製品の多くの部品は金属でできているため、材料にもより高い要件が課せられます。これらの部品は、軽量、高強度、高安定性、優れた耐食性を備えている必要があります。したがって、金属鋳造業界は、航空宇宙分野で不可欠な重要なプロセスの1つです。金属鋳造法は、これらの部品の高品質と優れた性能を保証し、航空宇宙産業の進歩に強固な裏付けを提供します。
3. 機械製造業・電力業
機械製造および電力業界では、金属鋳造技術も広く使用されています。科学技術の向上に伴い、金属鋳造業界は急速に発展してきました。工作機械の主軸台、スイングフレーム、蒸気タービンケーシング、土工ケーブル支持ブラケット、電源ケーブルブッシュ、変圧器巻線フレームなど、大規模で複雑な鋳造部品を各種製造することができます。待つ。科学技術の発展、特に機械製造業におけるコンピューター技術の広範な応用により、金属鋳造業界は急速に発展してきました。これらの鋳物は、高強度、耐摩耗性、耐高温性を満たす必要があり、金属鋳造技術はこれらの基準を満たすことができ、機械製造および電力業界に効率的な製造ツールを提供します。
4. 医療機器製造
医療機器製造の分野では、金属鋳造技術も非常に重要な役割を果たしています。例えば、医療用インプラントには、人工装具や骨などがあり、これらは金属鋳造法を適用して製造することができます。これらの埋め込み型デバイスはすべて、患者の安全性と快適性を確保するために、優れた生体適合性と機械的特性を必要とします。金属鋳造法はこれらのニーズを十分に満たすことができ、医療機器の製造に安定した信頼性の高いツールを提供します。
5. 日用品・産業機器
さらに金属鋳造技術は、生活必需品や産業機器の製造にも使われています.たとえば、蛇口、蛇口、ビール、ガスタンクなどの一般的な機器や、産業機器のさまざまなトランスミッション部品やコンポーネントはすべて、金属鋳造プロセスを通じて製造できます。この一連の製品は、優れた耐久性と美的特性を備えている必要があり、金属鋳造技術はこれらの基準を満たすことができるため、私たちの日常生活と工業生産に大きな利便性をもたらします。
よくあるご質問(FAQ)
1.金属鋳造はどのように機能しますか?
ザ金属鋳造プロセスはプロセスです金属を製錬して一定の要件を満たす液体にし、型に流し込む。冷却、凝固、洗浄後、所定の形状、サイズ、および性能を有する鋳物が得られる。
2.金属鋳造プロセスの5つの主要なステップは何ですか?
ザ金属鋳造プロセスの5つの主要なステップ(1)金型の準備:鋳造金型は、使用する材料に応じて、砂型、金属型、セラミック型、粘土型、グラファイト型などに分けることができます。使用回数に応じて使い捨てタイプと半永久タイプに分けることができます。タイプとパーマネントタイプ。(2)鋳造金属の溶解と注入:鋳造金属(鋳造合金)には、主に鋳鉄、鋳鋼、鋳造非鉄合金が含まれます。(3)鋳造の固化と冷却:金属を鋳造金型で冷却および固化して、必要な鋳造形状を形成します。(4)鋳造処理:鋳造処理には、コア表面の異物の除去と鋳造、注入ライザーの除去、バリや継ぎ目などの突起物のシャベル加工、熱処理、成形、防錆処理、荒加工が含まれます。(5)鋳造検査:鋳物の品質検査を実施し、設計要件を満たしていることを確認します。検査内容には、寸法精度、表面品質、内部欠陥などが含まれます。
3.初心者に最適な金属鋳造方法は何ですか?
初心者に最適な金属鋳造方法は、学習の目的、利用可能なリソース、および目的の鋳造の複雑さとパフォーマンス要件によって異なります。ただし、一般的に言えば、砂型鋳造は比較的シンプルで習得しやすい鋳造方法です。砂型鋳造は低コストで、操作が比較的簡単で、さまざまな形状やサイズの鋳物を製造できます。さらに、砂型鋳造は柔軟性と適応性にも優れており、必要に応じて変更および調整できます。
4.金属鋳造を最も使用している業界は何ですか?
金属鋳造は多くの業界で広く使用されています、しかし最も使用される産業は主に自動車製造、機械製造、航空宇宙、および電力機器製造を含みます。これらの業界では、鋳物の品質と性能に対する要求が高く、複雑な形状とサイズの鋳物を大量に製造する必要があります。金属鋳造はこれらの要件を満たし、これらの業界で重要な役割を果たしています。
概要
古くからある重要な製造工程として、金属鋳造は、現代の産業において依然としてかけがえのない役割を果たしています.科学技術の継続的な進歩に伴い、金属鋳造プロセスも、より複雑で多様な生産ニーズに適応するために絶えず革新と発展を続けています。それが伝統的かどうか砂型鋳造またはさまざまな特殊な鋳造方法、金属鋳造は、その独自のプロセス特性と幅広い応用分野により、現代の機械製造業の発展に重要な貢献をしてきました。
免責事項
このページの内容は参照用です。龍盛情報の正確性、完全性、または有効性について、明示的または黙示的な表明または保証を行いません。性能パラメータ、幾何公差、特定の設計機能、材料の品質と種類または仕上がりは、サードパーティのサプライヤーまたは製造業者がLongshengネットワークを通じて何を提供するかについて推測されるべきではありません。それは買い手の責任です部品の見積もりを求めていますをクリックして、それらのパーツの特定の要件を決定します。お願いしますお 問い合わせもっと詳しくINFのオーメーション.
Longshengチーム
この記事は、複数のLongshengの寄稿者によって書かれました。Longshengは製造業の主要な資源であり、とCNC加工,板金加工,3Dプリンティング,射出成形,金属プレス加工など。

