Custom 3D printing serviceis crucial for high accuracy prototypes, however, up to 30% of small-volume prints face budget issues and deformations, as the result of poor process heuristics.This is primarily related to neglecting the phenomenon of crystalline shrinkage of PA12 and stress concentrations during photopolymer curing, leaving no scientific base for upfront estimation.
LS Manufacturing's custom 3D printing service is a high-precision manufacturing solution that completely solves the deformation and budget overrun problems of up to 30% in SLS and SLA processes through ±0.05mm tolerance control and anti-warping design.LS Manufacturing DFM experts make the most out of your designs in terms of cost optimization and dimensions.
Custom 3D Printing: SLS vs. SLA Cost & Warpage Guide
| Decision Factor | SLS (Selective Laser Sintering) | SLA (Stereolithography) |
| Material Type | Resin powders (PA12, PA11, PA12-GF). | Photo-polymer resin materials (standard, robust, castable, dental). |
| Typical Tolerance | ±0.2mm minimum tolerance;±0.1mmpossible through calibration. | ±0.1mmminimum tolerance;±0.05mmfor small features. |
| Surface Finish | Glazed, grainy (Ra 6-10μm); requires post-production polishing. | Polished surface (Ra 1.5-3μm); finishes similar to injection molding. |
| Warpage Risk | Minimal; inherent support structure from sintered layer of powders. | Considerable warping risk; thin/flat sections warp from UV exposure. |
| Per-Part Cost Trend | Cost-effective athigh packing density; cost varies based on usage rate of the build volume. | Reasonable3D printing costs; dependent on resin material usage and de-bonding effort. |
| Best Application | Functional prototypes, living hinges, ductwork, snap-fit assemblies. | High-quality visuals, master patterns, thin-walled enclosures. |
Key Takeaways:
- Warpage is a Geometry Problem, Not a Machine Problem:Large, flat surfaces in SLA require heavy support structures to prevent curling.SLS eliminatesthis concern entirely due to the powder bed acting as natural support.
- Cost Efficiency Depends on Packing Density:SLS becomes significantly cheaper per part when the build chamber is densely packed withmultiple parts. SLA cost is more linear per part regardless of packing.
- Surface Finish vs Mechanical Strength:SLA wins on surface quality (Ra 1.5-3μm) but SLS wins on impact resistance and elongation at break. Choose based on whether the prototype needs to look good or survive handling.
- Tolerance is a Trade-Off:SLA offers tighter baseline tolerances (±0.1mm) but is more susceptible to warpage in larger parts.SLSprovides more consistent dimensional stability across the entire build volume.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
There have been many comparisons madebetween SLS and SLAthat you may come across in literature. This comparison is unique. It is done by our Application Engineers that use both methods daily and actually do the warpage and costing analysis themselves. Our approach to assessing dimensional stability is based on the principles of precision engineering outlined by theAmerican Society for Precision Engineering(ASPE).
We manufacturecomponentsfor applications that require parts accurate to the micron level. Optical housings forLiDAR systemsin aerospace applications, surgical guides that need to be manufactured to tolerances of±0.05mm, and medical diagnostic fluidic manifolds for which the material characteristics and process validation rely on optical physics knowledge disseminated byInternational Society for Optics and Photonics(SPIE).
Our experience with cost and warping comes from thousands of builds where we have mastered the orientation to prevent curl in SLS nylon, the best balance of speed and surface finish in SLA, and the proper anneal schedule for dimension stability. We offer our insights based on our production know-how to help you choose the best technology and avoid the expensive problems associated with dimensional instability, costly surprises, and increased budgets.
Figure 1: Custom 3D printing service makes wheel brackets using SLS nylon and SLA black resin.
Why Do Precision Components Warp During Custom 3D Printing Services?
The distortion of precise parts when undergoingcustom 3D printing servicesmainly results from non-uniform stress relief during thermal effects and polymerization shrinkage. It is crucial to know these basic principles for maintaining the same level of3D printing part qualityby predicting any dimensional distortions even before the printing process takes place. This will ensure that up to30%is saved on rework expenses.
| Parameter | SLS (PA12) | SLA (Resin) |
| Process Temperature | 170–180°Cpowder bed with laser selective melting | Room temperature printing with post-cure in a UV oven |
| Primary Deformation | Cause High temperature gradient from the sintered area to the cold powder, causing anisotropic shrinkage greater than 1.5% in a typicalSLS 3D printing service | Cross-linking during post-cure causes micro-volume shrinkage of0.8% to 1.2% |
| Critical Geometry Risk | The flat surface undergoes the risk of edge curling due to non-uniform cooling | Internal stress releases occur in thin walls and unsupported cantilevers for anSLA 3D printing service |
| Typical Distortion Scale | Macroscale (>1mm) in parts measuringmore than 100mm | Microscale (<0.1mm) influencing fit tolerance |
| Material Behavior | Directional crystallization shrinkage of semi-crystalline polymer material | Isotropic amorphous resin contraction, but uneven, to achieve3D printing tolerance control |
By recognizing thatwarpage prevention 3D printingrequires different methods based on technology, you can apply geometry optimization methods, such as using1.5%scaling for SLS large parts or equal wall thickness less than 3 mm for SLA parts to reduce the percentage of bad first articles up to40%. You can thus minimize the costs of yourhigh precision 3D printing projects, as well as speed up the qualification processes of3D printing defect analysis.

How Should Engineers Balance SLS VS SLA 3D Printing Cost For Low Volume Production?
SelectingSLS over SLAin a small production run calls for cost analysis to determine the exact point of profitability. It provides exact figures for when it is cheaper, ensuring that you don't end up spending50%more than needed because of your choice. It looks into three fundamental cost factors involved inrapid 3D printingdecisions: complexity, packing efficiency, and additional finishing steps.
Single-Unit Flexibility vs Labor Scaling
SLA would be the most economical process whenprototype parts less than fivein number have to be made because there would be no pre-heating involved along with direct curing of supports. But each individual part requires removal of support and polishing which constitutes30%of total cost of production.
It could make some immediate saving on yourfirst few prototypesbut it won't be possible with more number of prototypes because the labor cost would become proportionate. The only way to make this happen would be through comparison ofSLS vs SLA 3D printing costfor your particular design.
Nesting Density Drives Batch Economy
Non-sintered powder acts as the natural support structure in SLS; thus, there is packing density in all three dimensions. The cost of energy and heating gas is distributed among 20 parts, assuming you print 20 identical boxes. Based on market data (SME 2025), above 20 units, the cost-per-unit switches and favors SLS by35%–50%.
By getting a3D printing cost quotethat breaks down machine time from post-production, you can easily ascertain this point of switch-over.Understanding this makes it easier for you to come up with a betterindustrial 3D printingstrategy.
Post-Processing Dominates Total Expenditure
If your application tolerates a matte surface, SLS eliminates the30%labor overhead entirely. For cosmetic-grade parts, SLA's polishing steps add hours per piece. Choosing acustom parts manufacturerthat provides separate line-item pricing for finishing allows you to decide based on actual cost drivers. This transparency enablescost-effective 3D printing of end-use parts without hidden labor surprises, especially when bridging to injection molding.
You now have a way to cost-effectively choose the rightcustom 3D printing servicesbased on quantity, complexity, and finishing requirements. With the 20-piece threshold and consideration of post-processing labor, you are always sure to save35–50%when making functional prototypes or moving towards full-scale production. You get a data-driven approach to making cost-optimal decisions for yourprototype 3D printing projects.
What Parameters Optimize Warpage Prevention 3D Printing Of Thin Walled Nylon Structures?
Control of deformation when3D printingthin walls of nylon to be utilized for construction of drone frames and robot bodies is essential in this SLS technique. This section reveals to you the three criteria that will enable you getzero warpage SLS 3D printingof high aspect ratio parts.
Precise Powder Bed Preheating
- Temperature target:Target temperature within3°Cbelow the Tm.
- Stability:Fluctuations must not exceed±0.2°C.
- Your benefit:No thermal shock. Shrinks less than other techniques by70%.Precision 3D printingthin enclosure.
Chessboard Scanning Strategy
- Tile size:100 mm × 100 mm interleaved blocks.
- Effect:Over 60% reduction in stress forstable 3D printing.
- Your benefit:Even thin walls of panels as low as<1.5mmwall thickness. Essential criterion forSLS 3D printing service.
Insulating Powder Gap for Overhangs
- Gap: 0.5mmgap between objects that are smaller than1.5mmin thickness.
- Cooling:Cooling by air within12 hourswith the rate of temperature change being below1°Cper minute.
- Your benefit: ±0.08mmdistortion is guaranteed. Being acustom parts manufacturer, we don’t use supports, which reduces the amount of work after printing.
It is clear that with these three parameters – pre-heating below Tm by±0.2°C, chessboard scanning with100mmtiles, and an insulation of0.5mmfrom insulating powder –warpage prevention 3D printingof thin-walled nylon can be achieved. You will be able to print without edge lifting,less than 0.08mmdeviation, and60%decrease in internal stress. Consequently, productivity and fast turnaround become more efficient for tough projects, such as drone arms and robotic covers. This knowledge allows you to set a new standard ofnylon 3D printingperformance in manufacturing.
Figure 2: SLS 3D printing versus SLA 3D printing forms pipe fittings and black SLA models.
How Does SLA 3D Printing Service Achieve Micron Level Accuracy For Medical Enclosures?
In order to provide micron-level accuracy,SLA 3D printing servicemaintains laser spot diameter at0.075mm, layer height at0.05–0.1mm, and wall thickness change<10%. As a result, you will receive±0.05mmaccuracy and surface finishRa 0.4–0.8 μm. It should serve as the standard inmedical 3D printing:
| Parameter | Standard SLA | Medical-Grade High-Resolution SLA |
| Laser Spot Diameter | 0.14–0.20 mm | ≤0.075 mm for high resolution 3D printing |
| Layer Thickness | 0.1–0.2mm | 0.05–0.1mm |
| Wall Thickness Variation | Typically >15% | <10% enforced via design rule |
| Support Contact | Diameter 0.5–0.8mm | 0.35mm matrix staggered |
| Resin Flexural Modulus | 1500–2200 MPa | ≥2700 MPa (ISO 10993 certified) for3D printing |
| Achievable Surface Roughness | Ra 1.6–3.2μm | Ra 0.4–0.8μm achievingprecision 3D printing |
| Dimensional Tolerance | ±0.15–0.25mm | ±0.05mm absolute |
They allow forcustom 3D printing servicesthat eliminate manual sanding by up to60%, ensuring successful first-pass assembly. Save money on your3D printing cost quoteby reducing waste, and comply with ISO 10993 with your designs from prototype to production, usingtight tolerance 3D printing.
Which Geometric Orientation Strategy Maximizes The Accuracy Of Custom 3D Printing Services?
The part orientation becomes the main criterion to distinguish whether a print is successful in terms of dimensional accuracy or not. Thanks to applying quantified tilt angles and optimized algorithms, you reduce geometry errors to40%compared to standard orientation methods. The solution is quite simple – just stick to the best practices of3D printing orientation:
SLS: Tilt Large Flat Surfaces 25°–35°
Place large flat surfaces in an inclination angle of25° to 35°to the XY plane, but never parallel to the recoater blade direction. This way, you will reduce sintering surface areas per single layer and prevent the shear force responsible for dislocation of powder layers which remain unsintered.
In yourSLS 3D printing service, following this strategy will help avoid edge warping and layer shifting, thus avoiding wastage of up to30%. Adhering to3D printing best practicesguarantees high accuracy and consistency throughout the production process.
SLA: Angle Overhangs 45° Away from Light Source
Large flat objects should be tilted at45°to the light source. Doing so will reduce the peel-off forces experienced when removing objects from the tank and therefore no wall breakages occur. In yourSLA 3D printing service, following this guideline means that there is no need for additional support structures because there are no overhang problems. The end result will be precise part creation without taking much time to produce parts with3D printing accuracyof±0.05mmfeature tolerance.
Multi-Axis Algorithm Reduces Error by 40%
The multi-axis optimization process automatically identifies the perfect orientation because of the effect of gravity, peel, and temperature gradients on the model. Contrary to manual determination of orientation (an average of15%reduction in industry errors), the automatic method makes it possible to achievemore than 40%reduction in errors regarding dimensional deviation. It lowersSLS vs SLA costper good part due to lower iterations during theprecision 3D printing.
Using all the above orientation concepts (SLS plate tilts from 25° to 35°, 45° for SLA overhangs and automated optimization) ensures that you achieve maximum accuracy when usingcustom 3D printing services. By reducing geometric errors by40%, reducing waste materials by 30%, and ensuring fast prototyping, you get the3D printing toleranceneeded for high precision work such as aerospace ducts or medical device housing.
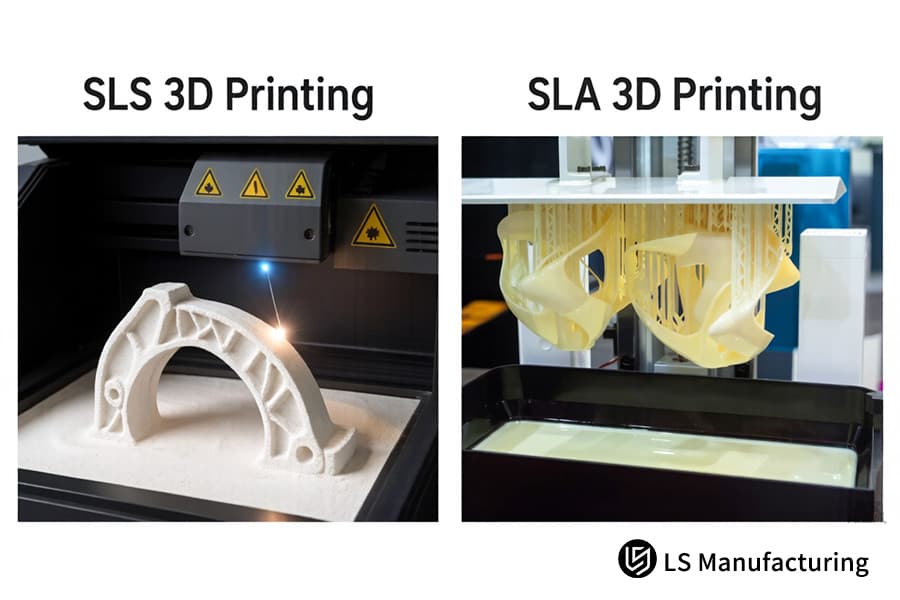
Figure 3: Precision 3D printing shows laser curing white nylon parts and SLA resin components.
Case Study: LS Manufacturing Automotive Drone Housing Precision 3D printing Project
An example of an urgent challenge faced by a Tier 1 automotive supplier is extreme warping of their380mm x 220mm x 45mmdrone enclosure, which had a wall thickness of1.2mm, warping of the edges by2.4mm, and no seal at all. This case study illustrates how precise engineering enabled us to deliver accurate dimensions in five days throughemergency 3D printing:
Client Challenge
Rigid thin-walled enclosure showed warping when printed normally usingSLS printing process. Warping of the edges by2.4mmprevented proper seating of the sealing strip, thus making the component non-airtight. Customer requested delivery of 50 air-tight parts within5 daysdue to upcoming road tests. Conventional use of PA12 had resulted in100%rejections, jeopardizing the entireautomotive 3D printingproject.
LS Manufacturing Solution
Quantitative DFM analysis was carried out by the team and the modified PA12-GF30 with a flexural modulus of≥3200 MPawas chosen. Part tilt angle relative to the powder bed heating direction was set to27.5°. Gradual cooling from172°Cto room temperature at0.15°C/min over 14 hoursafter3D printingensured that the complete stress relaxation occurred in the powder cake.Drone housing 3D printingtook material rigidity and residual stress factors into account.
Results and Value
All 50 printed parts were within tolerance of0.05mm– an improvement of98%compared to2.4mm. No parts required any reworking, resulting in100% first pass quality. The unit3D printing cost quotewas reduced by32%, as no reworking would be needed. The delivery date of4.5 daysmet the requirement, establishing LS Manufacturing as the preferredcustom parts manufacturerfor low volume3D printing.
This proves that the use of PA12-GF30 in a combination ofmore than 3200 MPa, 27.5 degrees tilt position and gradient cooling for14 hourseffectively solves the problem of warpage in thin-walled products. You get98%less warpage,32%price reduction and guaranteed fast on-time delivery. Such knowledge makes LS Manufacturing a reliable vendor for yourcustom 3D printing servicesrequiringprecision 3D printing of complex enclosures under extreme schedule pressure.
Cut thin-wall warpage from 2.4mm to 0.05mm in five days. To validate a stress-relieved 3D printing process for your enclosure, contact our engineering team for a DFM review and a rapid production quotation.

How Does An Expert Custom Parts Manufacturer Run DFM Verification To Reduce Quote Risks?
A conventional printer will print your model without checking it and may result in some unexpected defects with a very high cost of printing. However, thecustom parts manufacturerwill verify the feasibility ofDFM 3D printingof your part by doing multi-dimensional DFM analysis in2 hoursafter your contact, including:
Wall Thickness Transition Detection
- What we check:Sudden transition withmore than 3:1ratio between two sections.
- Your benefit:Smoothing out such transitions will decrease the level of concentration by45%and prevent warping and sintering issues.
Sharp Corner and Draft Angle Review
- What we check:Inner corners smaller thanR0.5mmand walls that don’t have draft angles.
- Your benefit:Changing inner corners toR0.5mmfillets decreases stress concentrations by45%, reducing the risks of cracks in the quote risk.
Blind Hole and Powder Removal Audit
- What we check:Deep holes in which the unsintered powder cannot get out.
- Your benefit:Drilling0.3mmholes allows avoiding any jamming situations and provides access to the hole forengineering 3D printing.
Automated DFM Report Generation
- What we deliver:A combination of our proprietary algorithm and engineer delivers an in-depth report in just2 hours.
- Your benefit:Practical recommendations that help minimize risk and bring down your3D printing cost quoteprocess by avoiding waste makescustom 3D printing services more appealing.
Using AI-driven DFM Verification in under2 hours, one gets a detailed report identifying geometric risks along with actionable solutions like anR0.5mmfillet which decreases stress by45%. This prevents potential flaws and saves time and effort in manufacturing. Inprecision 3D printing, this level of analysis turns a quote into a risk-managed manufacturing process.

Figure 4: SLS 3D printing versus SLA 3D printing involves powder removal and resin vat cleaning.
What Post Processing Methods Control The Surface Roughness Of SLS VS SLA 3D Printing Cost?
Post-processing is the hidden cost divider between SLS and SLA technologies. SLA parts start atRa 0.8 μmwith minimal finishing, while SLS nylon exits the printer atRa 4.5–6.3 μm. Chemical vapor smoothing reduces SLS roughness belowRa 1.6 μmwithout distorting geometry, cutting manual labor by100%and shortening delivery by40%forpost-processing 3D printingworkflows:
SLA Post-Processing: Minimal and Predictable
The removal of supports and UV treatment on parts from anSLA 3D printing service only involves micro-blasting and controlled UV curing. Man-hour usage is constant regardless of the complexity of the piece at less than 30 minutes. You get a reliable finish with no unpredictable variation, making cost prediction easy for3D printingneeds.
SLS Raw Surface Challenge
Pieces obtained from anSLS 3D printing servicehave a granular powder finish, with Ra being initially4.5–6.3 μm. The process of manual sanding can be slow and inconsistent, particularly with internal channels. Unless something is done to reduceRa below 1.6 μm, two to three hours of man-hours will be required.
Chemical Vapor Smoothing Solution
Chemical vapor smoothing utilizes micro-soluble gas for restoring the nylon surface without damaging it. The process maintains dimensional tolerance of±0.1mmwhile ensuring that roughness is minimized to underRa1.6μm. While equipment costs increase by15%,100%of hand sanding can be avoided. For orders exceeding 10 pieces, total delivery time drops by40%, optimizing overallSLS vs SLA 3D printing cost throughautomated 3D printing finishing.
By using chemical vapor smoothing for SLS prints, you get rid of the sanding step altogether, receive aRa <1.6 μmfinish with±0.1mmaccuracy, and reduce your time to market by40%on lots larger than 10 units, thus allowing the3D printing roughness reductionelimination of smooth functional parts. This makes SLS a price competitive choice for smooth functional prototypes. If you are looking forcustom 3D printing services, this will help you save money and time.
FAQs
1. What is the main driver of cost efficiency when utilizing an SLS 3D printing service for batch components?
Since unsintered powder serves as the built-in support material in SLS process, high density nesting is possible, making the tedious tasks of support removal and sanding unnecessary. In cases where the number of parts in a run exceeds20, the total cost per unit may be slashed by up to50%.
2. How does an SLA 3D printing service guarantee strict tolerances for micro-scale assembly nests?
SLA employs an ultrathin laser beam with a spot size of just0.075mmto cure the liquid resin. Together with the initial DFM check conducted by LS Manufacturing, requiring all designs to be of uniform wall thickness (coefficient of variation should be under10%), the process limits isotropic volumetric shrinkage during post-curing, thus providing for a tolerance of±0.05mmin assembly fits.
3. Can custom 3D printing services deliver functional plastic components suitable for under-the-hood testing?
Yes. LS Manufacturing uses a special, highly rigid glass fiber reinforcedPA12 (PA12-GF30), which has a flexural modulus of≥3200 MPa. Coupled with14 hoursof deep annealing and the use of a gradient temperature setting within the chamber, the resulting products exhibit tensile strength and heat deflection temperatures sufficient for the replacement of someinjection molded parts, suitable for rigorous vehicle road tests.
4. What is the recommended minimum wall thickness to achieve reliable precision 3D printing outcomes?
In order to guarantee that any dimensional stability, such asavoiding any cracks or warps, is achieved in the post-process assembly stage, LS Manufacturing advises a minimum wall thickness of0.8mmfor high resolution SLA manufacturing, while high strength SLS nylon structural components are advised to have at least1.2mmwall thickness.
5. How can procurement teams obtain an accurate SLS vs. SLA 3D printing cost comparison report?
Simply create a 3D CAD model using the STEP, IGS, or STL standard, and then submit your request through our website. The LS Manufacturing Engineering Costing System will generate a detailed, multi-dimensional cost analysis report for you within two hours, including comparisons of various processes anddetailed quotesfor each component of the cost structure.
6. Does the chemical vapor smoothing process alter the mechanical tolerances of precision 3D printing parts?
Not necessarily. LS Manufacturing uses advanced automation technology of vapor smoothing that rebuilds the surface of the polymer part from the inside out with the help of mild solvent gas molecules. It only gets rid of the porous granular layer while not affecting macro-geometric tolerances (up to 0.01mm) and the interference fit (±0.05mm).
7. How can engineers optimize layouts for effective warpage prevention when 3D printing large, flat geometries?
In the pre-slicing stage, we refrain from using the customary approach where horizontal flat parts are laid down. On the contrary, we position the axis of the part at an angle of25° to 35°relative to the recoater blade or liquid surface. By adopting the "chessboard scanning" approach (which involves small staggered zone scanning) to dissipate any heat build-up in the layer, we have been successful in controlling the edge warping by keeping it under0.1%.
8. What core manufacturing value makes LS Manufacturing a preferred strategic partner for custom parts?
There is much more to us than being a contract manufacturer. The unique selling point of LS Manufacturing is ourDFM (Design for Manufacturability) engineering systemwhich is rapid in response time (results achieved within2 hours), our proprietary gradient temperature algorithm control to prevent distortion, and our ability to provide complete custom components that meet IATF 16949 automotive industry standards.
Summary
Selection of the process and prevention of deformation become crucial in agile polymers production. Thermal stress reduction is different from volume shrinkage inSLS compared to SLA technologies. At LS Manufacturing, warping control to±0.05-0.08mmis achieved via optimized build orientation, use of PA12-GF30 materials, and gradient annealing. For volumes larger than 20 parts, SLS provides amore than 35%price benefit over SLA technology.
Deformation and low efficiency shouldn’t put your project on hold.Click to get in touch for aninstant quoteand send us your drawings.Two hours later, you will receive your customized report on SLS vs. SLA cost comparison, DFM and build-orientation optimization.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website:https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only.LS Manufacturing servicesThere are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility.Require partsquotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing, 3D printing,Injection molding.Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
