精密板金加工サービスは、大量生産における部品の安定性を保証するため、ハイエンドOEMサプライチェーンの主軸となっている。
部品が複雑化すると、特にサプライヤーが設計上のエラーを早期に特定できない場合、加工上の問題が頻繁に発生します。LS Manufacturingは、予期せぬ品質問題を回避するために、生産ラインで一貫した品質を実現するための詳細な仕様を提供しています。
8つの主要技術を用いることで、各工程に関連する主要なリスク、つまり何が問題になる可能性があるか、そして生産ラインの速度が低下する前にそれをどのように防ぐことができるかを評価することが可能になります。生産ラインの遅延や最終製品の廃棄を回避することで、大幅なコスト削減を実現できます。
OEM向け板金加工の効率的な大量生産:主要な回答をまとめたクイックリスト
| 必須要件 | 解決 | 主要データ | 顧客メリット |
| ミクロンレベルの公差管理 | 完全閉ループCNCシステム+LAMS補正 | ±0.05mmの公差 | 厳格な医療/OEM規格に準拠しています。 |
| 非標準特殊形状構造物の加工 | FMSフレキシブル加工ユニット | 金型コストを50%削減 | 小ロット注文でも高い投資対効果が得られます。 |
| 複雑な曲げに対する耐干渉性 | DFMガイドライン+3Dシミュレーション | 収量35%向上 | 大量生産における手直し損失を削減する。 |
| ステンレス鋼溶接反り防止 | パルスレーザー溶接+カスタム治具 | 平面度 0.2mm/m | シール性能と機械的性能を確保する。 |
| 迅速なプロトタイプ反復 | クローズドループプロトタイピング+Kファクター補正 | デバッグ時間の50%削減 | 新製品の研究開発サイクルを短縮する。 |
この記事では、お客様が抱える主な課題について解説します。8つの主要技術を挙げ、データと実例を交えながら、大量生産における課題解決を支援します。LS Manufacturingは、板金加工のための実用的なソリューションを提供します。
精密板金加工サービスにLSマニュファクチャリングを選ぶ理由とは?
大手OEMメーカーとして、グローバルな競争優位性を左右する要因はいくつかありますが、その中でも特に重要なのは、板金加工における安定性、精度、そして価格効率です。
最適な選択肢は、精密板金加工において15年の実績を持つLS Manufacturingです。高度な専門知識と経験を持つスタッフが、お客様の長年にわたる信頼できるサポートを提供いたします。LS Manufacturingをお選びいただければ、お客様の部品はISO 13485医療グレード規格に準拠し、グローバルなOEM要件を満たします。
当社が採用している完全クローズドループの板金加工精度CNCシステムにより、公差を0.05mm以内に標準化し、精密キャビティ加工の問題を解決して部品歩留まりを72%から99.8%に向上させることが可能です。この再加工コストの削減により、年間約10万ドルの節約が見込めます。
当社のカスタム板金加工の柔軟なソリューションは、小ロット注文における金型投資のプレッシャーを軽減します。ある航空業界のお客様がこのソリューションを採用したところ、初期金型コストが60%削減され、初期投資収益率(ROI)が45%向上しました。当社のサービスはASTM A653規格に準拠しており、安定した材料特性と加工精度を確保し、製造元からのリスクを回避します。
サプライチェーンの安定性に対するお客様のニーズを十分に理解しており、全工程を網羅したデジタル追跡システムを構築しました。各工程の追跡が可能で、Cpk値は1.33以上で安定しており、管理可能なサプライチェーンと追跡可能な品質の実現を支援します。
当社をお選びいただくことで、精密な加工サービスだけでなく、個々のニーズに合わせたDFM最適化アドバイスも受けられ、量産における潜在的なリスクを事前に軽減できます。今すぐ当社の技術専門家にご連絡いただき、無料の板金加工プロセス評価を受けて、お客様に合わせたコスト最適化ソリューションをご活用ください。

精密板金加工サービスは、どのようにしてマイクロメートル単位の公差を保証するのでしょうか?
精密部品を使用する医療機器は、非常に厳密な公差管理が求められます。わずかなずれでも機器の機能に影響を与えたり、最悪の場合は安全上の問題につながる可能性があります。精密板金加工サービスの最大の利点は、各工程における公差管理の徹底にあります。
- 完全クローズドループCNCシステム:当社では、プレス加工機とレーザー切断機に完全クローズドループCNCシステムを採用し、リアルタイムフィードバックと加工データの自動調整を実現しています。そのため、プレス加工と切断の公差を0.05mmという非常に安定した範囲内に抑えることができ、これは人間の髪の毛1本よりも小さい誤差です。
- 材料厚さ偏差補正:異なるバッチの材料厚さ偏差を測定することで、特別な補正データベースを構築し、曲げ精度の非線形効果を打ち消すために、事前に加工パラメータを変更するのに役立ちます。
- レーザー角度測定システム校正: LAMSを使用して曲げ角度とスプリングバックを継続的にチェックおよび補正することで、T6アルミニウムの曲げ角度誤差を0.5以内に抑えます。
これらの対策により、医療機器部品が業界の許容基準を満たし、組み立て不良を防止します。詳細については、精密板金加工サービスのホワイトペーパーをダウンロードするか、エンジニアに連絡して無料の許容評価を受けてください。

図1:技術者がデジタルマイクロメーターを使用して、作業台の上の金属部品を正確に測定している。
カスタム板金加工では、不規則な形状の部品の金型費用をどのように回避できるのでしょうか?
OEM顧客は、少量生産で多品種、非標準、不規則な形状の板金部品を製造する際に、金型コストの問題に直面する可能性があります。カスタム板金加工の柔軟な加工特性は、この問題に対する主要な解決策となります。
フレキシブル生産ユニット(FMS)
CNCタレットパンチプレスとファイバーレーザー複合材加工技術を統合したフレキシブル製造システムを採用することで、従来の金型が不要になります。その利点は以下のとおりです。
- 一体成形:専用の金型を必要とせず、皿穴、ルーバー、押出タッピングなどの一体加工を直接行うことができるため、工程数を削減し、効率を向上させることができます。
- 小ロット生産や多品種生産に対応可能:金型を変更することなく、さまざまな工程のパラメータを非常に迅速に変更できるため、納期を大幅に短縮できます。
2つの処理ソリューションのROI比較
メリットを明確に示すため、以下の表では、従来の金型製作ソリューションとLSフレキシブル製造ソリューションの投資収益率(ROI)を比較しています。
処理計画 | 金型費用(米ドル) | 単位処理コスト(米ドル) | 1000台分の総費用(米ドル) | 配送サイクル(日数) |
従来の金型開口部の設計図 | 8,000~12,000 | 1.2 | 9,200~13,200 | 25~30 |
LSマニュファクチャリングのフレキシブル加工プラン | 0 | 1.8 | 1,800 | 7-10 |
板金設計におけるDFM(設計製造性)は、曲げ加工部品の干渉をどのように防止できるのか?
複雑な曲げ加工部品を大量生産する際、金型が狭い空間に入り込むことで生じる物理的な干渉は、生産効率に影響を与え、部品の不良につながる可能性があります。板金加工におけるDFM(設計製造性)基準を用いることで、このリスクを根本から回避できます。
曲げ順序の最適化
曲げ加工の順序に誤りがあると、干渉が発生する大きな原因となります。当社では、3Dシミュレーションソフトウェアを用いて曲げ加工の手順を再現し、 「内側から外側、小さいものから大きいものへ」という理想的な順序を設定することで、金型と曲げ加工後の部品との衝突を解消しています。
構造設計最適化
綿密に設計されたデザインは、干渉の可能性を低減すると同時に、収量を増加させる可能性があります。当社が実施した主な対策は以下のとおりです。
- 最小曲げエッジ制限: 1.5t~2.0tの標準(t=材料の厚さ)に基づき、曲げや干渉を防ぐために、さまざまな厚さのさまざまな材料の最小曲げエッジ寸法を規定する独自のパラメータ表を用意しています。
- 加工穴の設計:曲げ部の交点に加工穴を設けることで、応力集中を解消できるだけでなく、成形工具に十分なクリアランスを確保できます。さらに、この方法により干渉の可能性が90%減少し、量産歩留まりが35%向上します。
曲げ精度と効率のバランスを取るため、半径(R)角度も微調整します。無料のDFM(板金設計)レビューをご希望の場合は、図面をご提出ください。24時間以内に最適化のご提案をいたします。
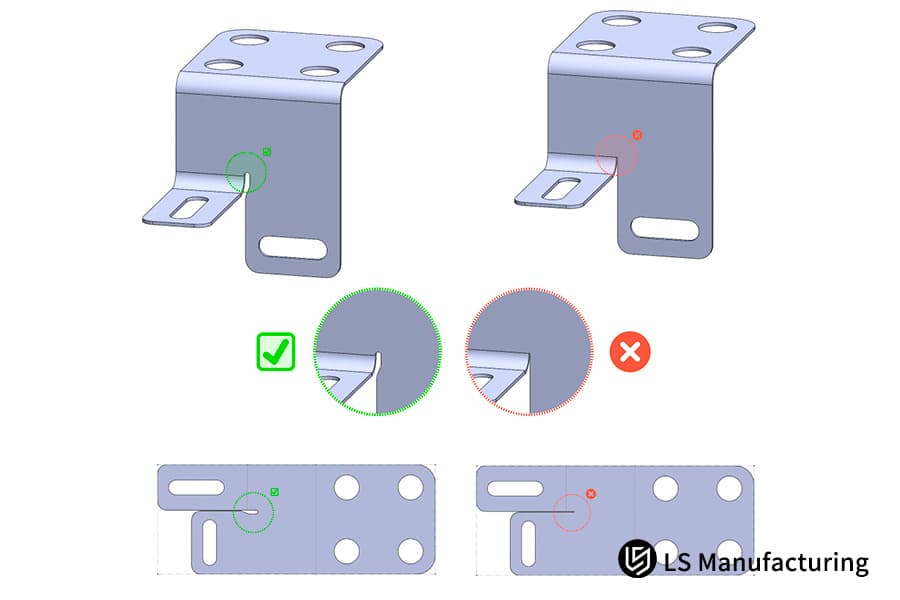
図2:板金部品の3Dモデルは、工場での干渉を防ぐための正しい曲げ設計と間違った曲げ設計を示しています。
OEM向け板金加工におけるトレーサブルな品質管理を確立するには?
長期的なOEM協業における中核的な要件は、サプライチェーンの安定性と品質トレーサビリティです。OEM向け板金加工における中核的な競争力は、バッチごとの品質変動を回避するために、全工程を通して完全に追跡可能な品質管理システムを確立することにあります。
全工程品質管理
当社の品質管理は製造工程全体に及び、各段階で明確な基準と手順が定められています。
| 品質段階 | 試験規格 | 試験装置 | 制御精度 | トレーサビリティ方法 |
| 原材料入荷 | 材料証明書(MTR) | 分光計 | 組成誤差 ±0.01% | 原材料ロット番号 |
| 初回製品検査 | FAI規格 | 座標測定機 | ±0.02mm | 初回製品検査報告書 |
| プロセス監視 | Cpk≥1.33 | オンラインテストシステム | リアルタイムフィードバック | プロセスデータ記録 |
| 完成品出荷 | GD&T規格 | レーザートラッカー | ±0.15mm | 完成品検査報告書 |
専用トレーサビリティサービス
長期的なOEM協業においては、サプライチェーンの安定性を高めるための専用トレーサビリティサービスを提供しています。その内容は以下のとおりです。
- デジタルトレーサビリティシステム:部品の各バッチに固有のトレーサビリティコードを持つ完全なシステムを構築し、各段階でリアルタイムにデータを取得することを可能にします。
- 専任の顧客サービス:長期顧客にはトレーサビリティシステムのアカウントを提供し、各バッチの処理データにいつでもアクセスできるようにすることで、品質上の盲点を解消します。
- 航空宇宙グレードの追加検査:航空宇宙グレードの板金部品を追加するための非破壊検査を外部委託することは、OEMのグローバル組立ラインの要件を満たすために使用される方法です。
当社は航空宇宙グレードの板金部品に対して非破壊検査を実施するとともに、長期契約のお客様には専用のトレーサビリティアカウントを提供し、管理可能で追跡可能な品質管理を支援しています。
多軸加工は、複雑な板金部品の成形加工をどのように解決するのでしょうか?
OEM部品は日々複雑化しており、特に複雑な板金部品は、曲面や面取りされた穴といった特徴を備えています。従来の加工方法では、二次的なクランプ誤差が発生しやすいのですが、当社の多軸加工技術は、こうした誤差を完全に解消します。
多軸加工装置とプログラミング
5軸レーザー切断装置と精密曲げ加工装置を高度なCAMプログラミングと組み合わせることで、装置面と技術面の両方から二次クランプ誤差を完全に排除することが可能です。その利点は以下のとおりです。
- 5軸加工装置:複数の異なる方向から加工を行うことができ、複数のクランプ操作を行うことなく曲面や面取り穴を直接加工できるため、クランプ誤差が発生しません。
- CAMプログラミングの最適化:加工経路を正確に計画し、二次クランプ誤差をゼロにすると同時に、熱影響部の酸化を低減することで、成形精度を確保します。
材料適応最適化
保護ガスのパラメータは、切削溝の品質と成形精度を保証するために、材料の様々な特性に応じて調整された。測定データは以下のとおりである。
| 材質の種類 | 防護ガス | 流量(L/分) | 切削溝の粗さ(Ra/μm) | 熱影響部幅(mm) |
| チタン合金 | アルゴン | 25~30 | 1.2 | 0.15 |
| 高強度鋼 | 窒素 | 20~25 | 1.5 | 0.2 |
| 316Lステンレス鋼 | アルゴン+窒素 | 18-22 | 1.0 | 0.12 |
| T6アルミニウム | 窒素 | 15-20 | 1.8 | 0.25 |
精密金属プロトタイピングは、迅速な反復作業においてどのようにデータ精度を確保するのでしょうか?
研究開発段階において、OEM顧客は精密金属試作品部品を製作する際に、短期間に多くの変更を強いられることがよくあります。試作品データの品質は、量産成功の決定的な要因となり得ます。データ誤差のために、多くの顧客は時間とコストのかかる金型デバッグ作業に陥ってしまうのです。
クローズドループプロトタイピングモデル
当社のラピッドプロトタイピングサービスの基盤は、「ラピッドプロトタイピング - データフィードバック - プロセス最適化」というクローズドループモデルであり、その手順は以下のとおりです。
- ラピッドプロトタイピング:独立したプロトタイピング部門を活用することで、高頻度な反復開発の要求に応えるべく、迅速に作業を完了させることができます。
- データフィードバック:高レベルの測定によってプロトタイプの変形パターンを監視し、主要なパラメータ(例:Kファクター)を記録し、補正に関する提案を提供します。
- プロセス最適化:試作品データに基づいてプロセスを改善し、量産時の問題点を予測し、試作品データと量産データの整合性を確認します。
コアテクノロジーサポート
複雑な曲げ加工の試作品を扱う際には、量産時に発生する可能性のある問題点を特定するために、実物大の金型シミュレーション技術を採用しています。実際、このモデルは、データの一貫性を維持しながら、金型のデバッグ時間を50%以上、製品開発サイクルを30%短縮できることが実証されています。
試作品の製作回数が多発したり、データが不正確だったりといった問題に直面している場合は、当社の技術専門家にご連絡いただければ、無料の精密金属試作評価を実施いたします。また、試作ガイドをダウンロードしていただくことも可能です。

図3:工場内の工業用コンベア上に、同一の光沢のある金属部品が複数列に正確に並べられている。
板金設計の最適化によって、重量と部品コストをどのように削減できるのか?
材料費と加工時間は、ハイエンドOEM部品の購入コストに大きく影響します。 板金設計最適化手法を用いることで、構造最適化を通じて構造強度を向上させながら、軽量化とコスト削減を実現できます。
構造トポロジー最適化
この方法は、構造物の製造における重量とコストを削減する上で極めて重要です。複数の部品を溶接して製造していたものを、プレス加工と曲げ加工を施した一体型の部品に変換することで、溶接箇所の数を減らし、材料の無駄を削減します。
航空宇宙分野の顧客による使用後、使用される材料の割合は75%から92%に増加し、構造の安定性がさらに向上したにもかかわらず、1ユニットあたりのコストは18%減少した。
リブ構造の強化
補強リブを巧みに設計することで、材料の厚みを増やすことなく、部品の強度と軽量化を同時に実現できます。その利点の一部を以下に示します。
- 強度向上:部品の曲げ強度を30%向上させることが可能であり、これはハイエンドOEMが要求する性能基準を満たすのに十分である。
- 重量とコストの削減:重量を15%削減できるため、原材料費の削減と処理時間の短縮に即座に影響します。
- 顧客に合わせた最適化:顧客が材料の使用量と加工時間を透明性をもって計算できるようにすることで、平均単位調達コストを15~25%削減します。
ステンレス鋼加工における溶接応力を制御して反りを防ぐ方法とは?
304および316Lステンレス鋼板の溶接時には、応力集中が容易に発生し、部品の歪みや形状変化を引き起こし、組み立て精度が低下します。これは、 ステンレス鋼加工サービスを発注するOEM顧客にとって、非常に大きな懸念事項です。
パルスレーザー溶接プロセス
溶接応力管理の核となる方法は、パルスレーザー溶接です。パラメータをわずかに変更するだけで、応力レベルを低減できます。以下に詳細を示します。
- 溶接時の入熱量を80~120 J/mmの範囲で正確に制御することで、熱影響部を最小限に抑え、応力を低減することができる。
- 実験結果によると、パルス溶接の応力レベルは従来の溶接に比べて60%未満であり、反りや変形を防ぐことができる。
- 90J/mmの熱入力で、316Lステンレス鋼の溶接部の溶け込み深さは2.5mmであり、大きな変形は見られなかった。
工具および溶接の最適化
特注工具と溶接レイアウトの最適化により、溶接応力が緩和され、部品の精度と安定性が確保されました。具体的な対策は以下のとおりです。
- 特注治具:溶接中に部品が構造設計に基づいて固定されることで、応力が均一に解放され、局所的な過度の応力が発生しないようにします。
- 溶接レイアウトの最適化:千鳥配置と分割溶接により、長スパン薄板部品の平面度を0.2mm/m以内に制御し、外観と性能の両方を確保しました。
LSマニュファクチャリングの事例研究:高真空下での複雑な板金部品の開発
ハイエンドOEM分野では、高真空キャビティ部品の加工は非常に難しく、溶接精度、曲げ精度、シール性に対する要求水準が非常に高い。当社は半導体製造装置のお客様のこうした課題を解決し、歩留まりの大幅な改善を実現した。
顧客の問題
顧客の元のサプライヤーは、316L高真空キャビティの複雑な板金部品を製造しようとした際、曲げ内半径の均一性を管理することに失敗した。
溶接部に微細な亀裂が見つかり、ヘリウム漏洩率は110 Pam/s以上と非常に高く、完成品の歩留まりは65%未満でした。さらに、同社は原材料を大量に無駄にしており、納期が非常に長く、損失は毎月約15万ドルに達していました。
LSマニュファクチャリングソリューション
- まず、板金設計の最適化を行い、316Lステンレス鋼のスプリングバックパラメータを再調整しました。以前の材料性能データに基づき、曲げ加工工程を見直し、曲げ内径公差を0.1mmに厳密に維持することで、空洞接合部を効果的に密閉できるようにしました。
- 同時に、ロボットによる高精度レーザー溶接にアップグレードし、溶接時の熱バランスをリアルタイムで監視しながら、溶接熱入力を80~100J/mmの範囲に調整しました。特注の治具を使用することで、このアプローチにより多点溶接全体にわたって応力が均一に解放され、微細な亀裂の発生を防ぐことができました。
- さらに、溶接部の密閉性を向上させるため、溶接ラインの配置を変更し、千鳥配置溶接方式に切り替えました。すべての部品の溶接は、ASTM A967規格に準拠して実施しました。
結果とメリット:
複雑な板金部品を再加工した結果、真空シールは試験に100%合格し、ヘリウム漏れは5×10⁻¹⁰ Pa·m³/s以下となり、顧客基準をはるかに上回る性能を実現しました。また、組み立て公差は0.3mmから0.08mmに厳格化され、組み立て要件を満たしました。
これらの工程変更により、顧客は二次研削時間を30%短縮し、1個あたりの加工コストを22%削減することに成功しました。これにより、年間約180万ドルのコスト削減を実現し、プロジェクトの納期厳守も確保することができました。
この事例は、複雑な板金加工における課題を的確に解決し、真の価値を創造する当社の能力を示すものです。同様の課題に直面している場合は、ご要望をお聞かせください。お客様に合わせたソリューションと無料のお見積もりをご提供いたします。

よくある質問
Q1:LS Manufacturingの精密板金加工で製造される、最小の穴径と板厚の比率はどれくらいですか?
カスタム板金加工において、穴径と板厚の比率を1:1に確保する最も一般的な方法は、高精度ファイバーレーザー切断です。ただし、一部の特殊材料では0.8:1の比率でも加工が可能であり、ほとんどのOEMの要求を満たすことができます。
Q2:非常に大きくて複雑な板金部品の位置公差をどのように維持していますか?
大型CNCガントリー式三次元測定機(CMM)を用いて、レーザートラッカーによるリアルタイム校正と組み合わせた3Dフルサイズ検査を実施します。重要な取り付け穴の位置公差は0.15mmに制限されているため、組み立て精度が確保されます。
Q3:DFM(金属加工設計)の板金監査には料金がかかりますか?
いいえ、DFM監査は見積もりプロセス全体の一部であり、追加料金は一切発生しません。DFM監査は、最も費用対効果の高いソリューションの開発に役立つだけでなく、製造リスクを未然に防ぐことにもつながります。
Q4:貴社のステンレス鋼加工サービスには、電解研磨や不動態化処理は含まれていますか?
当社では、ASTM A967規格に準拠した酸洗および不動態化処理サービスを提供しており、また、様々な表面品質基準を満たすため、表面粗さRa 0.2μmの鏡面電解研磨も提供しています。
Q5:複雑な曲げ加工を伴う精密金属試作品の注文の場合、どのように対応していますか?
当社には専用の試作工房と多軸曲げ加工センターがあります。実物大の金型シミュレーションを行うことで、工程を詳細に制御できるため、データの整合性を確保しながら、複雑な試作品の注文も通常3~5営業日で完了させることができます。
Q6:量産前に板金設計の最適化を推奨する理由は何ですか?
板金加工における設計最適化は、原材料利用効率の向上に加え、溶接工程数の削減、サイクルタイムの短縮、構造強度の向上、そして長期的な調達コストの削減にも貢献します。これらすべてが、量産成功に寄与するのです。
Q7:精密OEM部品については、どのような種類の品質管理レポートを提供していますか?
品質トレーサビリティを確保するため、MTR FAIR膜厚試験、塩水噴霧試験報告書、第三者機関による非破壊検査報告書など、様々な試験・検査報告書を提供しています。
Q8:精密板金加工サービスは、異種材料の溶接に対応していますか?
もちろん、異種金属溶接技術の選択肢も豊富にご用意しております。例えば、複雑なOEM設計要件を満たすために、銅とステンレス鋼、あるいはアルミニウムとステンレス鋼をレーザーろう付けすることが可能です。
まとめ
精密な板金加工は、ハイエンドOEM部品の品質に直接影響を与えます。量産とコスト効率を考えると、信頼できるパートナーを選ぶことは不可欠です。
LSマニュファクチャリングは、高度な技術設備と厳格な管理体制を備え、お客様の生産上の制約を克服し、実質的なサポートを提供します。
精密板金設計において、公差やコストの問題でお困りの場合は、 LS Manufacturingの技術専門家にご相談ください。最適なソリューションをご提案いたします。STEPファイルまたはDXFファイルをアップロードしていただければ、無料のお見積もりと包括的な分析結果を24時間以内にお届けします。お客様の最高のエンジニアリングアイデアを実現するためのお手伝いをいたします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


