

현대 제조의 정밀 시스템에서 파이프 굽힘 기술은 상상력과 현실 사이의 연관성과 같습니다 . 자동차의 포효하는 배기 시스템, 확고하게 지원되는 가구 프레임, 우뚝 솟은 건물 구조, 심지어 산업 파이프 라인 네트워크 조차도이 핵심 프로세스의 신중한 장인 정신과 분리 할 수 없습니다. 정확한 굽힘 설계는 제품 품질에 대한 견고한 방어선 일뿐 만 아니라 생산 효율성을 향상시키고 비용 최적화를 달성하기위한 채널을 열는 데 중요한 열쇠입니다. 이 기사는 파이프 벤딩 설계의 실용적인 기술을 깊이 분석하고 엔지니어와 디자이너에게 제품 설계 최적화를위한 전문 가이드를 제공합니다.
튜브 굽힘에서 스프링백을 일으키는 원인?
튜브 벤딩 후 스프링 백은 제조 산업에서 일반적인 문제입니다. 는 치수 정확도와 어셈블리 성능에 영향을 미칩니다. 스프링백의 원인과 과학적 통제 조치를 취하면 성형 품질을 크게 향상시킬 수 있습니다. 다음은 자세한 분석 및 해결책입니다.
1. 스프링백의 핵심 원인
(1) 재료 탄성 변형 회복
oke hooke의 법칙 : 벤딩 , 재료는 동시에 탄성 + 플라스틱 변형을 겪고, 탄성 부품은 언로드 후 회복됩니다
② 키 영향 매개 변수 :
- 탄성 계수 (E)가 높을수록 스프링 백 (예 : Titanium Alloy 알루미늄 알로이 이상의 리바운드
- 항복 강도가 낮은 재료 (σs)는 플라스틱 변형에 더 쉽습니다
(2) 잔류 응력 방출
굽기 동안 고르지 않은 응력 분포 :
- 외부의 인장 스트레스와 내부의 압축 스트레스
- 하역 후 스트레스 재조정은 스프링백 모양으로 이어집니다
ical 일반적인 경우 :
- 굽힘 후 304 스테인리스 강관의 스프링 백 각도는 3 ° -5 ° (GB/T 12777의 실제 데이터)에 도달 할 수 있습니다.
(3) 부적절한 프로세스 매개 변수
굽힘 반경이 너무 작습니다 :
- r <2d 일 때, 플라스틱 변형은 불충분하고 스프링 백 속도가 30%+ 증가합니다 (ASME B16.49 경고 임계 값)
essive 과도한 형성 속도 :
- 유압 프레스 속도가> 5mm/s 인 경우, 재료 유동성은 열악하고 응력이 집중되어 있습니다
2. 리바운드 제어를위한 주요 기술
코너링 보상 방법
(1) 6061-T6 알루미늄 합금 파이프 :
- 사전 벤드 각도 = 목표 각 2 ° (ASTM B241 측정 최적)
- 얇은 벽 튜브 (t <2mm)는 추가 0.5 ° 가 필요합니다
(2) Q235 탄소 강관 :
- 직경 두께 비율 (d/t)에 따른 보상 조정 (20 at 20에서 d/t> 1.5 °)
스트레스 릴리프 열처리
(1) 온도 시간 최적화 :
- 300 ° C에서 × 1H 어닐링으로 인한 리바운드 속도의 82% 감소 (SAE AMS 2750 표준) 티타늄 합금의 경우
- 500 ° C × 2H (MIL-H-81200 열처리 사양)
(2) 지역 난방 기술 :
- 유도 코일에 의한 굽힘 영역의 정확한 가열 (± 10 ° C 온도 제어 정확도)
곰팡이 시스템 강화
(1) 유압 압력 제어 :
- 45mpa 이상에서 스프링백의 15% 감소 (ISO 12165 압력 표준)
- 서보 모터의 폐쇄 루프 제어 정확도 ± 0.1mpa
(2) 새로운 금형 구조 :
- 탄성 쿠션 블록이있는 복합 금형 (리바운드 보상을위한 특허 설계)
- 멀티 롤러 프로그레시브 벤딩 (항공 도관을위한 특별 프로세스)
3. 업계 응용 데이터 비교
4. 궁극적 인 솔루션 권장 사항
er 수치 시뮬레이션 우선 순위 :
- 스프링 백, 오류 <0.5 ° 를 예측하려면 Autoform/Dynaform을 사용하십시오
ent 지능형 보상 시스템 :
- 레이저 스캔 실시간 피드백 + 로봇 자동 교정 (산업 4.0 생산 라인 구성)
얇은 벽 튜브가 어떻게 무너지지 않습니까?
얇은 벽 튜브 (벽 두께/직경 비율 <0.05)는 구부러 질 때 붕괴, 주름 및 기타 결함이 발생하기 쉽습니다. ls 시스템은 핵심 막대 선택, 프로세스 제어 및 혁신적인 지원 기술을 다루는 업계에서 입증 된 효과적인 안티 -Collapse 전략 콤을 빗질합니다.
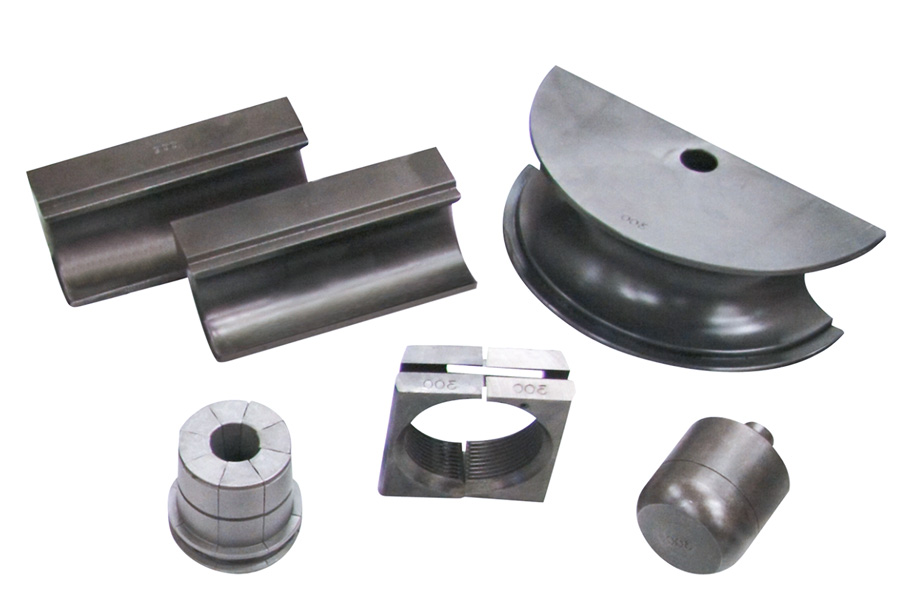
1. Mandrel System 최적화 솔루션
(1) 탄성 맨틱 맨드릴의 정확한 일치
직경 계산 공식 :
- 폴리 우레탄 맨드릴 직경 = 튜브 직경 × 0.92 (CN113634765A의 최적 값)
- 실리콘 맨드릴은 d <10mm (해안 경도 70a가 최고) 의 얇은 튜브에 적합합니다.
i 다단계 조합 설계 :
- 전면 섹션 카바이드 가이드 헤드 (HRC55)
- 중간 섹션 엘라스토머 반 주름 모듈
- 테일 섹션 공기압 보상 장치 (0.2-0.5mpa)
(2) 금속 맨드릴의 특별한 처리
304 스테인리스 스틸 만석 :
- Surface Teflon 코팅 (마찰 계수 <0.1)
- 개방 축 오일 그루브 (윤활유 압력 ≥ 15bar)
2. 프로세스 매개 변수의 정확한 제어
(1) 속도 및 온도 관리
피드 속도 사양 :
- 벽 두께 1-2mm : ≤5mm/s
- 벽 두께 <1mm : ≤3mm/s (EN 10305-4 필수)
ing 가열 보조 굽힘 :
- 알루미늄 합금 200-250 ℃ (6061-T6)
- 스테인리스 스틸 850-900 ℃ (아르곤 보호 필수)
(2) 금형 시스템 향상
① 프로파일 링 금형 최적화 :
- 공동 공차 ± 0.02mm (ISO 12164-2 표준)
- 측면 롤링 블록을 추가합니다 (inti-wrinkle 압력 조절 가능)
3. 혁신적인 지원 기술의 적용
(1) 솔리드 매체 충전 방법
① NACL 파우더 특성 :
- 용융점 801 (고온 합금 튜브에 적합)
- 80-120 메쉬 입자 크기 (최적 유동성)
points 작동 지점 :
- 충전 밀도 ≥ 95%
- 굽힘 후 뜨거운 물에 용해 (환경 친화적 인 과정)
(2) 저 녹팅점 합금 지지대
목재 합금 공식 :
- BI50%/PB27%/SN13%/CD10%(MELTING POINT 70 ℃)
- 구리-니켈 합금 튜브에 적용 가능
4. 특수 재료 대응 전략
<테이블 스타일 = "Border-Collapse : 붕괴; 너비 : 100%; 경계 색상 : #000000;" Border = "1"> 5. 품질 검증 방법
① 산업 CT 탐지 :
- 해상도 ≤ 10μm (ASTM E1695 표준)
- 벽 두께 감소율의 3D 재구성 분석
id 유체 테스트 :
- 직경 게이지 통과성 테스트 (GB/T 26080)
- 공기압 테스트 1.5 배 작동 압력

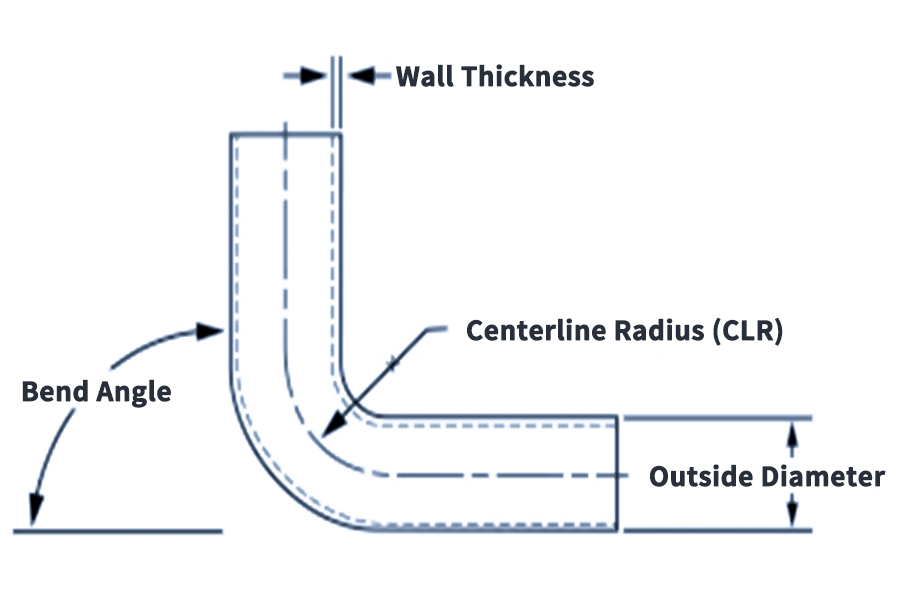
원활한 대 용접 튜브의 최대 벤드 각도는 무엇입니까?
다른 파이프 제조 공정의 굽힘 한도에는 상당한 차이가 있으며, 이러한 한계에 대한 올바른 이해는 파이프 라인 프로젝트의 안전에 중요합니다. 다음은 국제 표준에 따라 편집 된 자세한 기술 사양입니다.
1. 원활한 강관의 굽힘 한계 사양
(1) 일반 스테인레스 스틸 원활한 파이프
① ASTM A269 표준 스티퍼링 :
- 최대 허용 가능한 굽힘 각도 : 180 ° (완전히 접힌)
- 키 제한 : 직경 대 두께 비율 D/T ≥ 15를 구현할 수있는 경우에만
- 일반적인 응용 프로그램 : 제약 산업의 청정 파이프 라인 시스템
working 특수 작업 조건 요구 사항 :
- 316L 의료 등급 파이프 : 굽힘 후 내부 표면 거칠기 RA는 ≤ 0.8μm 입니다.
- 저온 환경 (-196 ℃) : 굽힘 반경은 ≥ 8D (ASME B31.3 보충 요구 사항) 여야합니다.
(2) 고압 보일러 용 원활한 파이프
① ASME SA106 사양 :
- 탄소 강관의 최대 굽힘 각도 : 120 °
- 벽 두께 보상 공식 : 각도가 10 ° 증가 할 때마다 벽 두께가 5%증가해야합니다.
2. 용접 된 강관의 굽힘 제한
(1) 직선 이음새 용접 파이프 (ERW)
API 5L 표준 요구 사항 :
- 기본 한계 : 90 ° (x60 미만의 강철 등급)
- 용접 처리 사양 :
- 600 × 2H 어닐링은 구부리기 전에 (용접 응력을 제거하기 위해)
- 굽힘 축은 용접에 45 °의 각도이어야합니다
prov 석유 및 가스 파이프 라인을위한 특별 조항 :
- 산성 환경의 파이프 : 최대 각도는 60 °로 줄어 듭니다
- 콜드 굽힘 변형 속도는 ≤3%로 제어됩니다 (NACE MR0175 항-대안 요건)
(2) 나선형 용접 파이프
① asme b36.10m 금지 :
- 45 °를 초과하는 콜드 굽힘은 엄격하게 금지되어 있습니다
핫 벤딩 프로세스 요구 사항 :
- 가열 온도 : 900 ± 20 ℃ (Q235 재료)
- 용접 UT 테스트는 동시에 필요합니다
3. 주요 영향 요인의 비교 분석
4. 엔지니어링 실습 권장 사항
(1) 파이프 굽힘 공정 선택
콜드 굽힘에 대한 적용 가능한 시나리오 :
- 원활한 파이프 : D/T ≥ 15 및 각도 ≤ 180 °
- erw 용접 파이프 : 어닐링 후 각도 ≤ 90 °
ations 핫 굽힘을 사용해야하는 상황 :
- 어떤 각도에서나 나선형 용접 파이프의 굽힘
- 고급 파이프 라인 파이프 (x70 이상)
(2) 품질 검증 방법
① 비파괴 테스트의 핵심 사항 :
- 매끄러운 파이프 : 굽힘 쪽의 외벽 두께의 얇은 속도 (≤ 15%)
- 용접 파이프 : 용접 영역 침투 테스트 (PT)
ical 기계적 특성 테스트 :
- 굽힘 후 ≤ 30HV (ISO 6507 표준) 후 경도가 증가합니다
- Roundness Deviation ≤ 5% (GB/T 19830 요구 사항)
5. 특수 재료에 대한 추가 정보
이중 스테인리스 강관 :
- 원활한 파이프 2205 : 최대 150 ° (용액 처리 필요)
- 용접 파이프 2507 : 60 ° 제한 (σ 위상 강수량 방지)
- Seamless Gr.2 : 콜드 굽힘 한계 120 ° (AMS 4943)
- 용접 Gr.5 : 콜드 굽힘 금지 금지 (850 ℃ 핫 형성 필요)
맨드 릴이 표면 마무리에 영향을 미치는 이유는 무엇입니까?
(1) 접촉 응력의 고르지 않은 분포
세그먼트 맨드릴 : 8- 세그먼트 힌지 구조는 스트레스 변동을 70%감소시킵니다. 표면 거칠기 RA < 3.2μm (ISO 1302 표준)
② 압력 그라디언트 제어 : 전면 압력은 25MPA에서 유지되고 후면 압력은 8MPA에서 유지됩니다.
(2) 마찰 계수 제어
<테이블 스타일 = "Border-Collapse : 붕괴; 너비 : 100%; 경계 색상 : #000000;" Border = "1">(3) 온도 현장 관리
- 액체 질소 냉각 맨드릴 : 온도 제어 <150 ° C 티타늄 합금을 구부리기 위해 α 위기 침전을 방지 할 때 (AMS 4943)
- 유도 가열 시스템 : 균일 한 재료 흐름을 보장하기위한 온도 변동 ± 5 ° C
큰 직경을 구부릴 때 주름을 방지하는 방법?
(1) Mandrel System Optimization
유압지지 맨드릴 : 직경이 ≥200mm 인 경우 내부 압력은 15-20mpa (EN 10305-4)
② 멀티 볼 맨드릴 : 5 볼 디자인, 스페이싱 = 1.5d (D
(2) 프로세스 매개 변수 제어
<테이블 스타일 = "너비 : 100%; 높이 : 130.906px; 경계-콜라 랩스 : 붕괴; 국경 색 : #000000;" Border = "1">(3) 금형 강화
- 프로파일 링 롤러 세트 : 보조 롤러 3 세트, 압력 구배 증가 (10/15/20mpa)
- 측면 압력 블록 : 단면 난자가 공차를 초과하는 것을 방지합니다 (GB/T 19830은 ≤3%필요)
다중 비행기 굽힘의 숨겨진 비용은 얼마입니까?
(1) 프로세스 디버깅 비용
cons 곰팡이 교체의 시간 소비 : 각각의 추가 평면에 대해 디버깅 시간이 4-6 시간 증가합니다
piece 테스트 조각 손실 : 평균적으로 표준을 충족하려면 5-8 테스트 벤드가 필요합니다
(2) 품질 위험 비용
누적 오류 : 각각의 추가 굽힘 표면에 대해 각도 내성은 ± 0.5 ° (ISO 2768)
로 확대됩니다.스크랩 속도 : 3D 굽힘의 스크랩 속도는 단일 굽힘의 스크랩 속도 (자동차 배기관의 실제 데이터)보다 300% 높습니다
(3) 장비 손실
<테이블 스타일 = "Border-Collapse : 붕괴; 너비 : 100%; 경계 색상 : #000000;" Border = "1">어떤 재료가 뜨거워 져야합니까?
(1) 고강도 재료
① 티타늄 합금 :
콜드 굽힘 한계 두께 t = 3mm (AMS 4943)
핫 굽힘 온도 750-900 ℃ (MIL-DTL-32567)
② inconel 718 : 핫 구인, 냉간 굽힘 균열 속도 100%
(2) 두꺼운 벽 파이프
탄소강 : t/d > 0.1은 600-800 ℃
스테인리스 스틸 : 벽 두께 > 12mm는 국부 유도 가열이 필요합니다
(3) 특수 작업 조건
<테이블 스타일 = "Border-Collapse : 붕괴; 너비 : 100%; 경계 색상 : #000000;" Border = "1">굽힘 품질을 효과적으로 확인하는 방법?
(1) 치수 감지
① 3 좌표 측정 :
각도 내성 ± 0.5 ° (ISO 2768-m 등급)
스트레이트 니스 ≤0.1mm/300mm
go/no-go 게이지 감지 :
go/no-go Gauge Pass Rate 100% (GB/T 26080)
(2) 표면 품질
거칠기 감지 : RA≤3.2μm (의료 튜브는 RA0.8μm 필요)
산업 CT 스캔 : 해상도 20μm, 내부 주름 감지
(3) 성능 테스트
<테이블 스타일 = "Border-Collapse : 붕괴; 너비 : 100%; 경계 색상 : #000000;" Border = "1">요약
ISO/ASTM 및 AI 예측 모델과 같은 국제 표준과 결합 된 세그먼트 맨드릴 설계, 지능형 온도 및 압력 제어 및 정확한 프로세스 매개 변수 최적화를 통합하여 현대식 튜브 벤딩 기술은 표면 결함, 주름 및 스프링백, 고도로의 고등적 분야에서 Ultra Smoth Smoth 형성과 같은 산업 문제를 성공적으로 극복했습니다. 0.5%. 산업용 CT 및 3 좌표 전체 검사 시스템과 함께 설계 시뮬레이션에서 지능형 제조에 이르기까지 폐쇄 루프 품질의 생태계가 구성되어 복잡한 파이프 처리를위한 경제적이고 신뢰할 수있는 솔루션을 제공합니다.
: 전화 : +86 185 6675 9667
📧 이메일 : info@longshengmfg.com
웹 사이트 : https://lsrpf.com/

면책 조항
이 페이지의 내용은 정보 제공 목적으로 만 사용됩니다. ls series 어떤 종류의 표현 또는 보증도 명시 적 또는 묵시적에 대한 표현 또는 보증은 정보의 정확성, 완전성 또는 중요성에 대해 이루어지지 않습니다. 성능 매개 변수, 기하학적 공차, 특정 설계 기능, 재료 품질 및 유형 또는 유형 또는 제조업체가 Longsheng 네트워크를 통해 제공 할 것이라고 추론해서는 안됩니다. 이것은 구매자의 책임입니다 부품에 대한 견적을 요청하십시오 이 부분에 대한 특정 요구 사항을 결정하려면 더 많은 정보를 연락하십시오
. .LS 팀
ls는 업계 최고의 회사입니다 맞춤형 제조 솔루션에 중점을 둡니다. 우리는 5,000 명 이상의 고객에게 서비스를 제공 한 20 년이 넘는 경험을 통해 높은 정밀도 cnc machining , Seete Metal Fabrication , 3d printing , 주입 곰팡이 , 금속 스탬핑 "및 다른 하나의 스탬핑 서비스.
우리의 공장에는 100 개가 넘는 최첨단 5 축 가공 센터가 장착되어 있으며 ISO 9001 : 2015 인증이 있습니다. 우리는 전 세계 150 개국 이상의 고객에게 빠르고 효율적이며 고품질 제조 솔루션을 제공합니다. 볼륨 저용량이 적거나 대량 사용자 정의이든 24 시간 이내에 가장 빠른 배송으로 귀하의 요구를 충족시킬 수 있습니다. ls 기술을 선택하십시오.



