

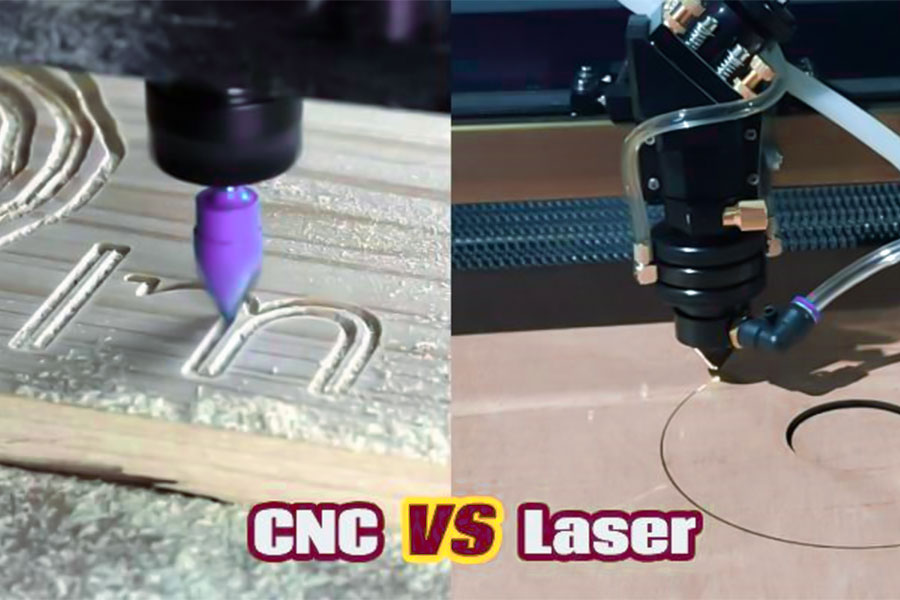
In der Holzverarbeitungsbranche CNC -Schneiden und Laserschneiden sind zwei Mainstream -Schneidetechnologien , von denen jede eine wichtige Position mit seinen einzigartigen Eigenschaften einnimmt. Die Arbeitsprinzipien der beiden sind sehr unterschiedlich, und die Vorteile, die sie zeigen, sind ebenfalls unterschiedlich, und die anwendbaren Szenarien sind noch unterschiedlicher. Für die Holzverarbeitungspraktiker spielt ein klares Verständnis des Unterschieds zwischen CNC -Schnitt und Laserschneid eine entscheidende Rolle bei der Entscheidung, welches Schneidmethode verwendet wird, was in direktem Zusammenhang mit der Verarbeitungseffizienz, der Produktqualität und der Kostenkontrolle steht. Als nächstes entschließt dieser Artikel das spezifische Unterschiede zwischen CNC-Schneiden und Laserschneidungen in Holzverarbeitungsanwendungen und helfen den Praktikern, genauere technische Auswahlmöglichkeiten zu treffen.
Welche grundlegenden Prinzipien trennen CNC- und Laserholzschneiden?
im Bereich des Holzschneidens, cnc (Computer Numerical Control) und Laserschneiden sind zwei völlig unterschiedliche Technologien , die auf der Grundlage verschiedener physikalischer Prinzipien eine Materialverarbeitung erreichen. Das Folgende ist ein detaillierter Überblick über die Unterschiede in den Grundprinzipien von CNC und Laserholzausschneiden:
1. Unterschiede im Aktionsprinzip
CNC-Schneiden
Basierend auf dem Prinzip des mechanischen Schneidens, A Carbidschneider (z. Geschwindigkeit (18.000 U/min) kommt mit dem Holz in Kontakt und schaltet die Fasern mit Scherkraft ab, um das Material mit einer Schnitttiefe von 5 bis 20 mm abhängig von dem Material und dem Material zu trennen.
Laser-Schneiden
unter Verwendung des Prinzips der thermischen Vergasung, das Co₂ LaSer Bream (Wellenlänge. Steigen Sie stark auf 300 - 800 ° C, Pyrolyse, Vergasung und sogar Verbrennung der Holzkomponenten zur Bildung eines Schneidkanals.
2. Unterschiede in den Verarbeitungsmethoden
CNC -Schneiden
Es handelt sich um eine Kontaktbearbeitung, das Werkzeug basiert auf physische Kraft, um die Holzstruktur zu zerstören, was zu Chips führt, und es ist erforderlich, das Werkzeug zu ändern und die Chips regelmäßig zu reinigen, um die Kontinuität und Genauigkeit der Verarbeitung zu gewährleisten.
Laser-Schneiden 3. Materialantwortunterschiede CNC -Schneiden Laserschnitt 4. Unterschiede in den anwendbaren Szenarien CNC-Schneiden Laserschneiden 5. Kosten vs. Effizienzunterschiede CNC-Schneiden Laserschneiden im Bereich der feinen Holzbearbeitung, Schneiden von Toleranz ist der Kernindikator für die Messung der Verarbeitungsgenauigkeit , die direkt die Montageleistung und die Aesthetik des Produkts beeinflusst. Im Folgenden vergleicht systematisch Toleranzkontrollfunktionen von CNC und Laserschneidung aus drei Abmessungen: Positionierung Genauigkeit, Kantenqualität und dimensionale Konsistenz, kombiniert die technischen Eigenschaften von CNC und Laser -Schneiden. 1. Positionierungsgenauigkeit CNC Schneiden The three-dimensional positioning accuracy of CNC cutting can reach ±0.1mm, and the ideal state can reach ±0.05mm according to ISO standards, which ist für komplexe Strukturen wie Leichen- und Zapfenverbindungen und Gravur geeignet. Der Werkzeugverschleiß kann jedoch die Positionierung und damit die Schneidetoleranz beeinflussen. Laser -Schneiden Ebenenpositionierungsgenauigkeit bis zu ± 0,08 mm, Strahlpositionierung von ± 0,03 mm. Die thermische Verformung kann leicht zu einer Verschiebung führen, und Optimierungsprozesse wie kurze Brennweitenlinsen werden häufig verwendet, um die Interferenz von thermischen Effekten auf die Positionierungsgenauigkeit zu verringern. 2. Kantenqualität CNC Schneiden Die Schneidzulage beträgt 0,1-0,3 mm, keine hitzebeständige Zone, und das Oberflächenrauheit ist RA 3.2-6,3 μm, und das Materialstruktur ist stabil und die Nutzungsrate ist hoch.
Laser -Schneiden Die Schneide hat eine Carbonisierungsschicht von 0,3-0,8 mm und muss zweimal geschliffen werden. Die Kantenvertikalität schwankt zwischen 89,5 ° und 90,5 °, was sich auf die Baugruppengenauigkeit auswirkt. 3. Dimensionalkonsistenz CNC Schneiden Die dimensionale Abweichung der Stapelverarbeitung ≤ ± 0,15 mm, der Feuchtigkeitsgehalt des Holzes (8 - 12% ist vorzuziehen) und der Verschleiß des Werkzeugs beeinflusst die dimensionale Konsistenz, und das Gerät muss regelmäßig kalibriert werden. Laser -Schneiden Die dimensionale Abweichung ≤ ± 0,1 mm, und die thermische Verformung hat einen großen Einfluss auf die dünne Platte, insbesondere wenn der Feuchtigkeitsgehalt des Holzes höher als 12%ist, ist es leicht, die dimensionale Konsistenz zu zerstören. 4. Anwendbare Szenarien CNC -Vorteile Es ist gut im Umgang mit dreidimensionalen komplexen Strukturen mit hoher Materialauslastungsrate und niedrigen Sekundärverarbeitungskosten, die für Möbelherstellung, Holzschnitzhandwerk und andere Felder geeignet sind. Laservorteile Es hat eine Genauigkeit mit hoher Ebene, effizientes Schneiden von dünnen Platten , eine gute Kantenvertikalität, die für Szenarien wie feines Veneer-Parquet- und hohe Voraussetzungsmodelle geeignet ist.
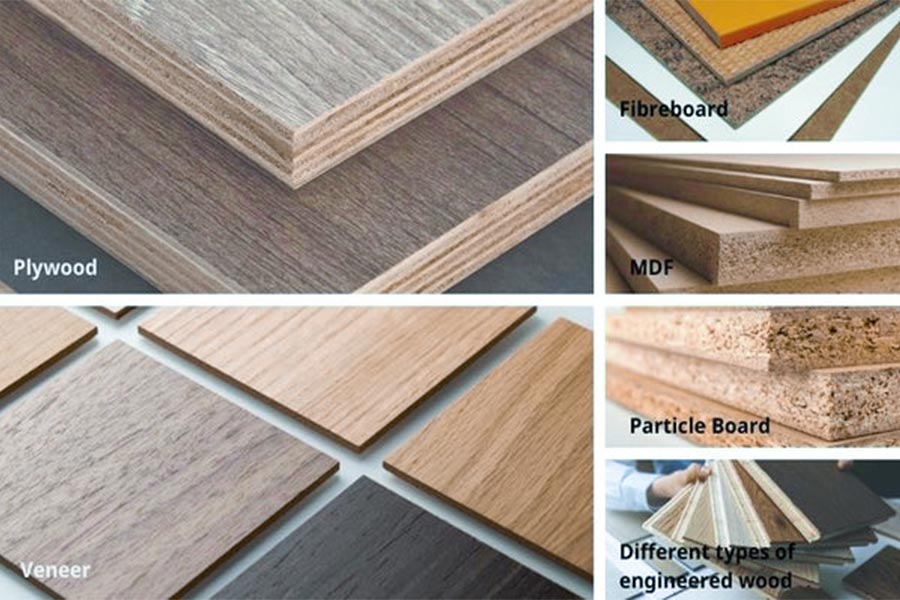
In der Tischlerei sind spezifische Verarbeitungstechniken für die verschiedenen Merkmale des Holzes erforderlich, um die gewünschten Ergebnisse zu erzielen. Hier sind die wichtigsten Punkte für die Verarbeitung mehrerer gängiger Spezialholz: Holzverarbeitung mit einem Hochharzgehalt (z. B. Kiefer, Fichte) Diese Art von Holz ist anfällig für Harzgewinnung und Messerstickprobleme während der Verarbeitung. Beim Laserschnitt muss es mit einem Brandschutzsystem der Klasse IV ausgestattet sein, um Brände zu verhindern, die durch Harzflüchtlinge verursacht werden. Bei CNC-Ausrüstung ist es erforderlich, die Chips mit Druckluft kontinuierlich zu reinigen, und wählen Sie ein spezielles Werkzeug mit einem TEFLON-Beschichtungsbeschwerden, um das Hörspänen zu verhindern.
Schlüsselpunkte der Verarbeitung von künstlichen Panels (z. B. MDF, OSB-Panels) Aufgrund des Vorhandenseins von Formaldehydklebstoffen unterliegen diese Materialien dem Risiko einer Staubxplosion während der Verarbeitung. Laserschneidung wird empfohlen, in Verbindung mit einer wassergekühlten Schneidtabelle zu verwenden. CNC-Bearbeitung erfordert eine ATEX-Konformität und die Installation eines effizienten Staubsammelsystems, um sicherzustellen, dass die Staubkonzentration im Arbeitsbereich unter 30 g/m³ gesteuert wird. Techniken zur Verarbeitung von Harthölzern mit hoher Dichte (z. B. Teak, Eiche) Diese Art von Holz hat eine hohe Härte und strenge Anforderungen an die Verarbeitungsgeräte. Tungsten-Carbide-beschichtete Spezialmesser sollten für CNC-Schneiden ausgewählt werden. Laserschneiden erfordert mehr als 150 Watt mit hoher Leistung.
Verarbeitung von Holz mit spezieller Zusammensetzung (z. B. Mahagoni, Kampfer) Diese Art von Holz enthält natürliche Öle oder aromatische Substanzen und ist anfällig für Oxidation und Verfärbung während der Verarbeitung. Es wird empfohlen, in einer mit Stickstoff geschützten Umgebung eine Laserschneidung durchzuführen, die die Oxidation des Materials wirksam verhindern kann. CNC-Bearbeitung muss in einem engen Raum durchgeführt werden
Kernprinzipien der Technologieauswahl Bei der Auswahl einer Verarbeitungstechnologie müssen die folgenden Faktoren berücksichtigt werden: Durch die wissenschaftliche Auswahl der Verarbeitungstechnologie kann es nicht nur die Produktqualität gewährleisten, sondern auch die Sicherheit der Produktion gewährleisten und den besten Verarbeitungseffekt erzielen. In der Praxis wird empfohlen, zuerst einen Probentest durchzuführen und die Prozessparameter vor der Massenproduktion zu bestätigen. Auswahl der Verarbeitungstechnologie für unterschiedliche Dickenplatten Blechverarbeitung (Dicke weniger als 6 mm) Laser -Schneidprozessleistung: Der Schnittgeschwindigkeitsvorteil ist erheblich und Materialien wie Eiche können bis zu 3 m/min achten Sie auf die Nachbearbeitungszeit, da die Entfernung von Scorch-Markierungen die Mannstunden um 10-20%erhöht. Es ist für eine großflächige standardisierte Produktion CNC -Bearbeitungsprozessfunktionen: Die Verarbeitungsgeschwindigkeit ist relativ langsam, ca. 0,8 m/min Die Die Genauigkeit der Bearbeitung ist höher und die Oberflächenqualität ist besser geeignet für kleine Chargen mit hoher Präzisionsprodukte Dicke Plattenverarbeitung (Dicke über 25 mm) Es kann in einem Schritt geformt werden Das Werkzeugüberhangverhältnis beträgt 1: 5 und behält dennoch eine gute Genauigkeit Das Material ist anpassungsfähig und für eine Vielzahl von Materialien geeignet
Nicht-Contact, die Laserbalken werden auf dem Holz angewendet.
Die Chips befinden sich in Form von Bändern oder Fragmenten, 0,1 - 0,3 mm dick, die verarbeitete Oberfläche ist rau und geschliffen, es gibt keine hitzebeständige Zone und die Holzstruktur ist gut gewartet.
mit einer Carbonisierungsschicht von 0,5 - 1 mm auf der Schneide und einer 1 - 2 mm -Wärmezone um die Kante kann das Holz verfärbt und geschwächt werden. Dünne Platten werden mit hoher Präzision geschnitten, und dicke Platten sind ineffizient und leicht zu delaminieren.
Es ist für dicke Platten, massive Holz- und dreidimensionale Oberflächenverarbeitung geeignet, z.
Es ist für dünne Platten, Präzisionsmuster und Bedarfszenarien mit niedriger Deformation geeignet, wie z.
Die Ausrüstungskosten von 10-500.000 Yuan sind niedrig, der Werkzeugverlust und die Arbeitskosten sind hoch und für kleine Chargen und Multi-Variety-Produktion geeignet.
Die Ausrüstungskosten betragen 50 bis 2 Millionen Yuan, und der Verarbeitungseffizienz und der Automatisierungsgrad sind hoch, was für die Produktion mit großem Volumen und hoher Präzision geeignet ist. 
Wie können Schneiden von Toleranzen in feiner Holzbearbeitung vergleichen?
Welche Holztypen erfordern strenge Technologieauswahl?
Wie variiert die Produktionsgeschwindigkeit je nach Dicke?
Einschränkungen von Laser schneiden :
Mehrschichtscanning ist erforderlich, was die Effizienz
verringertDie Kosten für Hochleistungsgeräte (über 500 W) sind in die Höhe geschossen
Tiefe Schnitt und Wärmezonenprobleme beeinflussen die Qualität
Welche versteckten Kosten wirken sich auf Gewinnmargen aus?
versteckte Kosten sind im Geschäftsbetrieb versteckt, haben jedoch erhebliche Auswirkungen, was sich zu jeder Zeit auf Gewinnmargen auswirkt:
- Geräteverlust und -wartung: Verschleiß von Laser-Schneidemaschine Lensen und CNC-Werkzeugmaschinen , regelmäßige Wartungskosten für Geräte, häufiges Ereignis, Schwierigkeit bei genauem Rechnungswesen und Erosion von Gewinnmargen.
- Ausfallzeit und Werkzeugänderung: Geräteausfall oder Tooländerung führt zu Produktionsunterbrechungen, Leerlaufarbeitskräften, verpassten Verkaufschancen und senkt die Gewinne, obwohl sie sich nicht in den Finanzaussagen widerspiegeln.
- Qualitätsverlust: Geräte- und Prozessprobleme machen das Produkt minderwertig, wodurch Renditen, Entschädigung, Nacharbeiten, Schrott und Auffressen von Gewinnmargen verursacht werden.
- Energieverbrauchszubehör: Laserschneides Stickstoff, CNC-Kühlmittel usw. konsumieren weiter, die Kosten sind klein, und die langfristige Ansammlung der Kosten ist hoch.
- Arbeitskräfteausbildung: Mitarbeiterausbildung erhöht kurzfristig die Kosten, und der Umsatz der Mitarbeiter und neue Rekrutierungs- und Schulungskosten für Mitarbeiter bilden ebenfalls eine versteckte Belastung.
- Management und Verwaltung: Entscheidungsabweichungen, unangemessene Prozesse und schlechte Kommunikationskosten erhöhen die Betriebskosten, behindern effiziente Geschäftstätigkeit und beeinflussen Gewinnmargen.
- Zeitchancen: Geräteausfälle, Produktion verzögert die Zeit, verpasste Verkaufschancen und untergraben die Rentabilität.
Wie wirken sich die Oberflächenbewegungen auf den Produktwert aus?
Die Die Oberflächenbearbeitung beeinflusst den Wert des Produkts in vielerlei Hinsicht :
- Ästhetik verstärken: glatte Oberflächen sind visuell ansprechend und verleihen den Produkten ein Gefühl von hoher Qualität, stimulierende Wunsch der Verbraucher, den Marktwert zu kaufen und zu steigern.
- optimierte Leistung: Es kann den Reibungskoeffizienten verringern, die Produktlebensdauer verlängern, den Energieverbrauch verringern und den praktischen Wert und die Wettbewerbsfähigkeit verbessern.
- Bequeme Reinigung und Wartung: Flecken sind schwer einzuhalten, die Reinigung und Wartung sind einfacher, die Kosten und Schwierigkeiten reduzieren, insbesondere für Produkte mit häufigen Reinigungen oder rauen Umgebungen.
- Sicherheit: Für Lebensmittelkontaktmaterialien, glatte Oberflächen verringern das Wachstum von Bakterien, erfüllen Hygienestandards und schützen die Gesundheit.
- Verbesserung des Beschichtungseffekts: es ist der einheitlichen Adhäsion der Beschichtung förderlich und verleiht den Funktionen der Antikorrosion und Dekoration ein umfassendes Spiel und verbessert den Schutz und die Erscheinungsstruktur.
- Gleichgewichtskosteneffizienz: Obwohl die Verbesserung des Finishs die Kosten erhöht, können der hohe Preis und die Markterkennung dies ausgleichen und die Vorteile können ausgeglichen werden.
Welche Sicherheitsstandards sind nicht verhandelbar?
In der industriellen Produktion können diese Sicherheitsstandards nicht beeinträchtigt werden:
(1) Das Eisengesetz des Lasersystems Sicherheit
- Verriegelungssicherheitstür Schnelle Reaktion: Die Reaktionszeit der Sicherheitstor beträgt weniger als 50 ms, was sofort verhindern kann, dass das Personal versehentlich mit dem Laserstrahl in Kontakt kommt.
- genaue Überwachung der CO -Konzentration: Wenn die CO -Konzentration im Arbeitsbereich 50 ppm überschreitet, wird das Lasersystem automatisch heruntergefahren, um zu verhindern, dass schädliche Gase das Gefährdungspersonal verhindern.
(2) Sicherheitsrichtlinien für CNC -Workshops
- Staubsammelsystem mit starker Staubsammlung: Jedes Gerät ist mit einem Staubsammelsystem mit einem Luftvolumen von mehr als 1000 cfm ausgestattet, um Staub effektiv zu sammeln und Gefahren zu reduzieren.
- Robustes und zuverlässiges Werkzeugquetschschutz: Der Testdruck des Wachmanns beträgt größer als 50 kPa, wodurch das Spritzen von Trümmern blockiert und die Sicherheit des Personals gewährleistet ist.
Was ist der Unterschied zwischen CNC und Laserschneidholz?
Hier ist eine Tabelle über die Unterschiede zwischen CNC -Holzschnitt und Laserholzausschneiden:
| cnc Holz Schneiden | Laserholz Schneiden | |
|---|---|---|
| Schnittprinzip | Physical cutting w ith a t wist c < data-bm="6677">or similar tool | Ein Laserstrahl mit Hochleistungsdichte wird verwendet, um das Holz zu bestrahlen, wodurch das Holz teilweise verdampft, verbrennt und die Schlacke wegblasen kann |
| Schneidengenauigkeit | H igh, a |
Hoch, betroffen von Laserstrahlfokussierungs- und Positionierungsgenauigkeit |
| Schneidgeschwindigkeit | Medium to high speed, depending on the knife, wood and cutting p Arameter | Hohe Geschwindigkeiten, insbesondere wenn die Laserleistung hoch ist |
| Schneidoberflächenqualität | t er s |
Die Oberfläche ist gut, die Schneidlinie ist schmal, aber es kann eine Pigmentierung oder Karbonisierung geben |
| Materialanpassungsfähigkeit | i t i |
Es ist für eine Vielzahl von Wäldern geeignet, aber es gibt bestimmte Anforderungen an den Feuchtigkeitsgehalt und die Dichte von Holz |
| Schneiddicke | Thicker timber can be cut, depending on the tool and equipment c APACITY | Die Schneiddicke wird durch die Laserleistung und die Dichte des Holzes beeinflusst und im Allgemeinen leicht dünner als CNC-Schnitt |
| Kosten | The cost o f t er e |
Die Ausrüstungskosten sind ebenfalls höher, benötigen jedoch keine Werkzeuge und eignen sich für kleine Chargen und maßgeschneiderte Produktion |
| Betrieb & Wartung | Professional training and regular maintenance of knives and equipment are required | Professionelle Schulungen und regelmäßige Wartung von Lasergeräten sind erforderlich, und die Aufmerksamkeit für die Lasersicherheit ist erforderlich |
| Ökofreundlichkeit | Wood chips are generated during the cutting process and need to b E c ollcted a |
Rauch und Gerüche können während des Schneidvorgangs erzeugt werden, und ein Rauchsammelsystem ist erforderlich |
| Flexibilität | niedrig , it nimmt |
Hoch, der Schneidweg und Parameter können schnell durch Software | angepasst werden
Wie wählen Sie basierend auf der Geschäftsskala?
wenn Auswahl zwischen < data-bm="5242">laser cutting and CNC machining, Die Größe von ist a kritisch Überlegungen
Low-volume customization (less than 1 00 p ieces
Laser c utting i s o ften the preferred choice for low-v olume c ustomization . data-bm = "5346"> a dVantagen sind s ignificant: Irst, t Hier i o n eed t o c hange t ools
High-volume production scenarios (more than 5,000 pieces p er m onth)

Summary
CNC and laser cut wood each have their own unique advantages and application scenarios. CNC technology is better suited for 3D machining, thick material handling, and projects that require multiple process combinations, while laser cutting excels in fine 2D patterns, complex cut-out designs, and thin material machining. From an economic point of view, CNC operating costs are relatively low but the initial investment may be high, while laser systems are more flexible in small batch diversification.
When selecting the right technology, a combination of material properties, product design requirements, production volumes, budget constraints, and environmental factors should be considered. As technology advances, the boundaries between the two technologies are blurring, and hybrid systems offer more possibilities for the future of wood processing. For professional users, it is possible to have both systems together for maximum production flexibility; For beginners or users on a budget, the choice should be based on the main product needs.
Regardless of the technology chosen, mastering the correct operating methods and optimizing the processing parameters is the key to achieving a high-quality finished product. It is advisable to conduct a full technical evaluation and sample testing prior to actual commissioning to ensure that the selected technology meets specific production needs and quality standards.

Disclaimer
The content of this page is for informational purposes only.LS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy,completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features, material quality and type or workmanship that the third-party supplier or manufacturer will provide through the Longsheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information.
LS Team
LS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers, we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast,efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization,we can meet your needs with the fastest delivery within 24 hours. chooseLS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:www.lsrpf.com
FAQs
1.What is the basic principle of CNC cutting wood and laser cutting wood?
CNC cutting wood is a pre-programmed program that controls a high-speed rotating cutter to cut wood along a specific path. This cutting method is similar to traditional mechanical cutting, but with a higher degree of precision and automation. Laser cutting wood uses a high power density laser beam to irradiate the surface of the wood, so that the wood heats up and vaporizes rapidly, and at the same time, the air flow is used to blow the melted wood away to form a cutting joint.
2. What is the difference in accuracy between CNC cut wood and laser cut wood?
The precision of CNC cutting wood is usually high, depending on the precision of the equipment and the quality of the knives. Since CNC cutting uses the method of physical cutting, its accuracy is affected by various factors such as tool wear, vibration, etc. The precision of laser cutting wood is also very high, mainly depending on the focusing and positioning accuracy of the laser beam. The accuracy of laser cutting is usually not affected by factors such as material hardness and thickness, so laser cutting is more advantageous in some occasions that require extremely high precision.
3. What is the difference in cutting speed between CNC cut wood and laser cut wood?
CNC cutting wood is usually medium to high speed, depending on the tool, the type of wood, and the cutting parameters. In some cases, the cutting speed may be reduced due to the effects of knife wear or wood hardness. Laser cutting wood, on the other hand, is very fast, especially when the laser power is high, and the cutting task can be completed quickly. Therefore, laser cutting is more advantageous in situations where large quantities of wood need to be cut quickly.
4. What is the difference between CNC cut wood and laser cut wood in terms of cutting surface quality?
CNC-cut wood has a higher surface finish, but may leave knife marks or minor blemishes. These imperfections can usually be eliminated by subsequent treatments such as sanding, polishing. The surface finish of laser-cut wood is also very good, with narrow and uniform cutting lines, but there may be pigmentation or carbonization. These phenomena can often be mitigated or avoided by adjusting the laser parameters or employing special processes.
Resource


