

In der modernen Fertigung Laser-Schneidetechnologie ist aufgrund ihrer hohen Präzision, hohen Effizienz und flexiblen Verarbeitungsfähigkeiten zu einem wichtigen Prozess im Bereich der Metallverarbeitung geworden. Unter ihnen wird das Schneiden von Faserlasern als eine der am schnellsten wachsenden Laserschneidetechnologien der letzten Jahre in der Herstellung von Automobilen, Luft- und Raumfahrt, elektronischen Geräten und anderen Branchen mit hervorragender Schnittqualität, geringem Energieverbrauch und geringen Wartungskosten verwendet.
In diesem Artikel wird das Grundkonzepte, Arbeitsprinzipien, Schlüsselprozessparameter und verschiedene Arten von Faserlaser-Schneiden eingeführt.
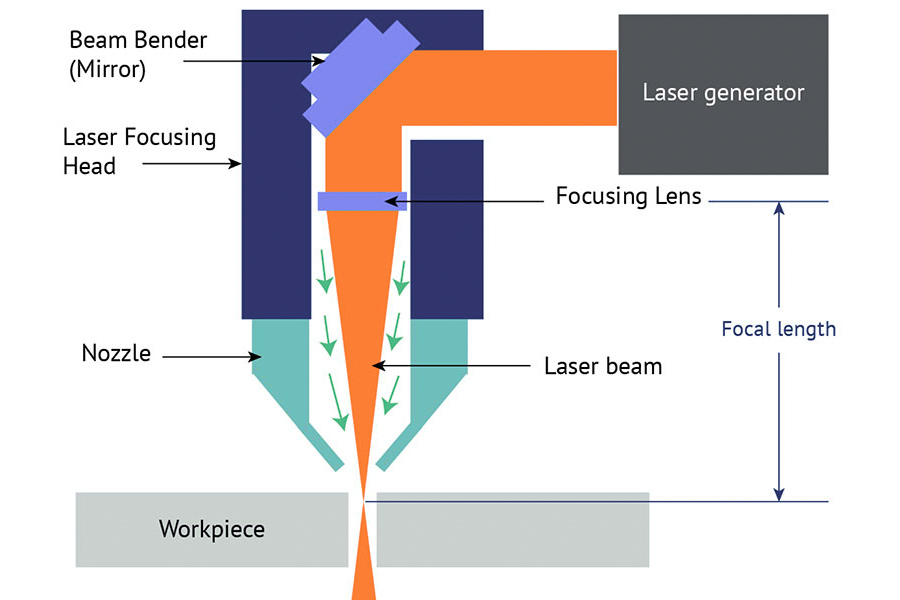
Faserlaserschneidung ist eine fortschrittliche Verarbeitungstechnologie mit Hochleistungsfaserlaserstrahlen, um Metall- oder Nichtmetallmaterialien genau zu schneiden. Der Kern besteht darin, durch einen Faserlaser einen energiegeladenen Laserstrahl zu erzeugen, der auf der Oberfläche des Materials fokussiert und bestrahlt wird, wodurch das Material schnell geschmolzen, verdampft oder geschmiert ist.
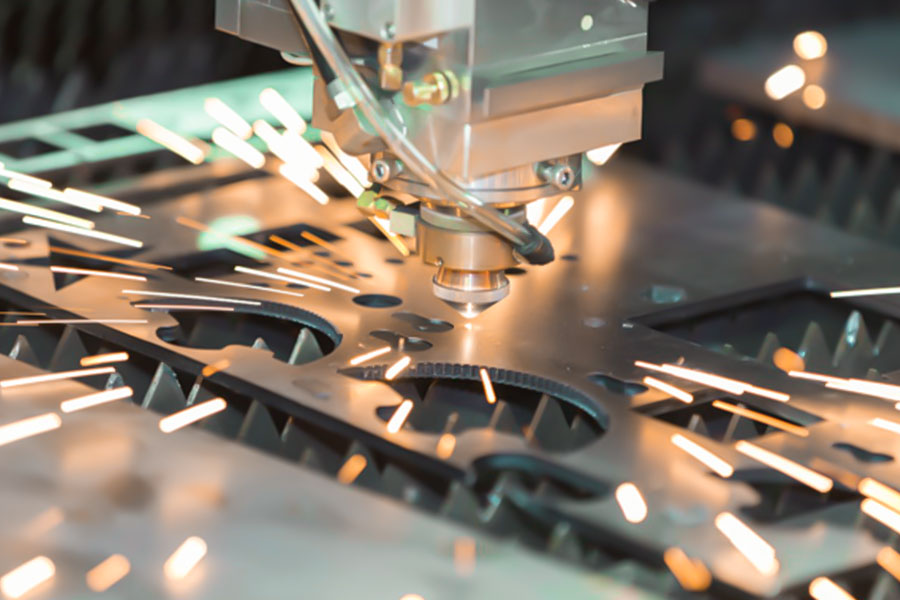
Faserlaserschneidung wird in der Automobilherstellung häufig verwendet.
Grunder Prozessfluss von Faserlaser-Schneiden lautet wie folgt: Die paper-fabrication =" data-bm data-bm="559">and efficiency of fiber laser cutting is affected by a number of key parameters, the following are the core parameters wenn verwendet faser Laser : 1.l aser m ode There are two m ain m odes f iber l ASER c utting: continuous wave (CW) and pulse w ave ( p data-bm = "648">. p ulse m ode e <- s hort p ulses f f s cenarios mit s Evere r r equirements for the h EAT- a fFected z ; class = "" data-bm = "679"> er c ontinuierlich w aVe ode c ontinuierlich o utputs" utputs a laser and is often used to quickly cut t Hin m aTerials. 2.l aser p l aser p is measured in watts (W) and represents the average energy of the l ASER p 3.Pulse frequency Pulse frequency refers to the number o f l p <- per second and i s m ESURED 4.b eam d iameter The beam diameter r eflects t er t 5.a tmosphärischer Druck Air pressure is an auxiliary gas system parameter that r Ältere t o Was ist Faserlaserschneidung?
Wie funktioniert Faserlaserschneidemittel?

Was sind die Hauptparameter des Faserlaserschnitts?
6.c utting s peed
Das c utting s peed <- measured in inches p er m Inutes <- Data-BM = "1096"> i pm) o r
7.t hickness o
t he
8.c ontodition o f t < data-bm = "1278"> er l Enses
The state of the focusing lens of the cutting H ead a fFects t laser focusing effect, keep the lens clean and avoid damage or dirt, o Therwise t er c utting uality a nd e ficficienciencienciencienciencl. data-bm = "1342"> ill b e r Educed.
9.f ocus The focus is where the laser e nergy i S c 10.t ype o f m
Due to the difference in physical p rOperties, d obferent m/span. " data-bm = "1438"> terials h ave d ifferent aser a bsorption a nd class="" data-bm="1450">onduction capabilities, such as different cutting parameters of m etal a nd n span> span> span> <- class = "" data-bm = "1472"> m etal m Aterials.
11.p Wiederheizen t er m span> Aterial
For materials with high melting point a nd p oor t c ONDITUTIVITÄT, p Wiederholung i < data-bm = "1507"> s r äquired b efore Utting t o r edcuce he difficulty of cutting and improve t er s Uccess r ATE.
12.c utting p aths
t er s traight c path is simple a nd f ast; Data-BM = "1560"> Pfade , besonders mit schärfe" data-bm = "1569"> und Winkel Muster , the cutting speed and require höher Kontrolle Genauigkeit von Laser Schneiden machine .
Was sind die Arten des Faserlaserschnitts?
gemäß den Laserstruktur- und Anwendungsszenarien, Faser-Laserschneidung ist hauptsächlich in die folgenden Typen unterteilt. (CW)
- Die Laserausgabe ist eine kontinuierliche Welle, die für Hochgeschwindigkeitsschnitte geeignet ist, wie z.
- Es wird hauptsächlich zum feinen Schnitt von Edelstahl, Kohlenstoffstahl, Aluminiumlegierung und anderen Materialien verwendet.
- Es wird hauptsächlich zum feinen Schnitt von Edelstahl, Kohlenstoffstahl, Aluminiumlegierung und anderen Materialien verwendet.
(2) gepulster Faserlaser-Schneiden (qcw/gepulst)
- Der Laser wird in Form von Impulsen ausgegeben und ist für hochreflektierende Materialien (z. B. Kupfer, Messing) oder Präzisionsmikromachining geeignet.
- Es wird häufig zum feinen Schneiden und Bohren in elektronischen Komponenten, Präzisionsinstrumenten und anderen Feldern verwendet.
(3) Multi-Mode-Faserlaser-Schneiden
- Es ist für mittelgroße und schwere Plattenschnitte geeignet (normalerweise <30 mm) mit einem breiten Strahlmuster und einer gleichmäßigen Energieverteilung.
- Es wird hauptsächlich für die Verarbeitung von Bleche in Industriegrad verwendet.
- Es wird hauptsächlich für die Verarbeitung von Bleche in Industriegrad verwendet.
(4) Single-Mode-Faserlaser-Schneiden
- Die Strahlqualität ist höher, der Punkt ist kleiner und ist für das hohe Präzisionsschneiden von ultradünnen Materialien geeignet (<3mm).
- Es wird häufig in der Elektronikindustrie, der Herstellung von Präzisionsinstrumenten usw. verwendet.
Welche Materialien können mit Faserlasern geschnitten werden?
mit seiner hohen Energiebichte, der Qualität mit hoher Strahlqualität und der hervorragenden Fokussierung, Faser-Faser-Laser können wöchentlich verwendet werden. Schneiden Sie ein Variante von metallischen und nicht-metallischen Materialien, und es sind nicht metallische Materialien, und es sind nicht metallische Materialien, und es sind nicht metallische Materials, und es sind ein Variante von metallischen und nicht metallischen Materialien, und es sind ein Variante von metallischen und nicht metallischen Materialien, und es sind eine Vielzahl von metallischen und metallischen Materialien. Fertigung . Im Folgenden finden Sie die wichtigsten materiellen Klassifikationen und Schneideigenschaften:
1. Metallische Materialien (Hauptanwendungsbereiche)
(1) Kohlenstoffstahl (Kohlenstoffstahl mit niedrigem Kohlenstoff, mittlerer Kohlenstoffstahl)
Anwendbarkeit: ⭐️⭐️⭐️⭐️⭐️ (am besten fit)
Schneidmerkmale:
- Der Faserlaser hat eine hohe Absorptionsrate an Kohlenstoffstahl, eine schnelle Schneidgeschwindigkeit und eine glatte Schnitt.
- Sauerstoff (O₂) wird häufig als Assistgas verwendet, um die Schnitteffizienz durch Oxidationsreaktion zu verbessern.
- Schneiddicke : Typischerweise 0,5 mm-30 mm (Ultra-hohe Leistungsfaser-Laser kann dicker schneiden).
(2) Edelstahl (304, 316 usw.)
Anwendbarkeit: ⭐️⭐️⭐️⭐️⭐️
Schneidfunktionen:
- stickstoff (n₂) wird normalerweise verwendet, wenn Faserlaser-Schneiden stainusloser Stahl und die Oxidation des Schnitts und Slags und Slag-Free.
- im Vergleich zu Co₂-Lasern, Faserlaser schneiden rostfreie Stahl schneller und eignen sich besonders für dünne Blätter (<6 mm).
- Schneiddicke: normalerweise 0,1 mm-20 mm.
(3) Aluminium- und Aluminiumlegierungen
Anwendbarkeit: ⭐️⭐️⭐️⭐️ (hoch reflektierendes Material, hohe Leistung erforderlich)
Schnittmerkmale:
(4) Kupfer- und Kupferlegierung (Messing, Kupfer)
Anwendbarkeit: ⭐️⭐️⭐️ (hohe Reflexion, hohe thermische Leitfähigkeit, schwer zu schneiden)
Schnittmerkmale:
- Kupfer hat ein extrem hohes Laserreflexionsvermögen (> 90%) und benötigt entweder einen gepulsten Faserlaser oder einen CW-Laser mit hoher Leistung (≥ 2 kW).
- stickstoff (n₂) oder Druckluft wird normalerweise verwendet, um beim Schneiden zu helfen, um Oxidation zu vermeiden.
- Schneiddicke: normalerweise 0,1 mm-5 mm (dickere Materialien erfordern eine spezielle Verarbeitung).
(5) Titanlegierung
Anwendbarkeit: ⭐️⭐️⭐️⭐️ (häufig in der Luft- und Raumfahrt- und medizinischen Industrie verwendet)
Schnittmerkmale:
- Inerte Gase (z. B. Argon) müssen verwendet werden, um Oxidation bei hohen Temperaturen zu verhindern.
- Die Schnittqualität ist hoch und es gibt keine Wärmezone (HAZ).
- Cuttable Dicke: normalerweise 0,5 mm-12 mm.
(6) Andere Metalle (verzinktes Blatt, Nickellegierung usw.)
- verzinktes Blatt: Geeignet zum Schneiden, aber die Parameter müssen gesteuert werden, um die Verflüchtigung der Zinkschicht zu vermeiden, um die Linse zu kontaminieren.
- Nickellegierungen (z. B. Inconel): Kann geschnitten werden, erfordert jedoch einen Hochleistungslaser.
2. Nichtmetallische Materialien (teilweise anwendbar)
Faserlaser sind hauptsächlich für das Metallschneiden optimiert, aber Einige nicht-metallische Materialien können auch geschnitten werden , aber der Effekt ist nicht so gut wie CO2-Laser oder UV-Laser:
(1) Kunststoffe (ABS, Acryl usw.)
- kann geschnitten werden, aber leicht zu schmelzen, die Kanten können karbonisiert sein, es ist ein hoher Geschwindigkeitsschnitt mit niedriger Leistung + Hochgeschwindigkeit erforderlich.
- CO2 -Laser- oder UV -Laserverarbeitung wird eher empfohlen.
(2) Verbundwerkstoffe (Kohlefaser, Glasfaser)
- kann geschnitten werden, aber die Harzmatrix kann brennen, und der Gasschutz muss optimiert werden.
- Professionelles Verbundmaterial Schneiden verwendet normalerweise Wasserstrahl oder ultraschnelles Laser (Pikosekunde/Femtosekunde).
(3) Holz, Leder, Stoff
- Theoretisch kann es geschnitten werden, aber der Wärmeeffekt ist groß und die Kanten sind leicht zu verbrennen. CO2 -Laser ist besser geeignet.
3. Materialien, die nicht für Faserlaserschneiden geeignet sind
- hochreflektierende Materialien (wie Gold und Silber): Das Reflexionsvermögen ist zu hoch und der Laserkopf ist leicht zu beschädigen.
- Keramik und Glas: Sie sind leicht zu knacken und eignen sich besser für ultraschnelle Laser (Pikosekunden/Femtosekunde) oder Wasserstrahlabschneidung.
- PVC und andere chlorhaltige Kunststoffe: Während des Schneidens werden giftige Gase erzeugt, sodass Laserschnitte verboten sind.
faserlasergeschnitten ist am besten für Metallmaterialien, insbesondere für Kohlenstoffstahl, rostfreie Stahl und Aluminium , aber seine Schneidfähigkeit für hochreflektierende Materialien (z. begrenzt. Es ist erforderlich, den entsprechenden Lasertyp entsprechend den spezifischen Anforderungen auszuwählen.
Was sind die Vorteile des Faserlaserschnitts?
faserlaserschneidendes hat viele Vorteile gegenüber anderen industriellen Schneidetechnologien. Dazu gehören:
- hohe Energieeffizienz: Die Effizienz der photoelektrischen Umwandlung erreicht 30%-50%, was viel höher ist als der CO2-Laser (10%-15%), und der Energieverbrauch ist niedriger.
- hohe Präzision: gute Strahlqualität (m² nahe 1), kleiner Fleckdurchmesser (0,1-0,3 mm), geeignet für feines Schneiden.
- schnelle Geschwindigkeit: Dünne Platten schneiden 2-3-mal schneller als CO2-Laser (wie 1 mm Edelstahl kann 30 m/min erreichen).
- Einfache Wartung: keine Reflektorkalibrierung, wartungsfreie optische Faserübertragung und Lebensdauer von mehr als 100.000 Stunden.
- Niedrige Kosten: Niedrig Stromverbrauch, keine regelmäßigen Ersatz für Gaslaserrohre, und die umfassenden Nutzungskosten sind mehr als 30% niedriger.
- Materialanpassungsfähigkeit: besonders geeignet zum Schneiden hochreflektierender Metalle (Aluminium, Kupfer) und dünner mittelgroße Platten.
Was sind die Nachteile des Faserlaserschnitts?
Faserlaserschneidung ist eine weit verbreitete Technologie mit einer Vielzahl von Verwendungsmöglichkeiten. Trotzdem haben Faserlaser -Schneidmaschinen für einige Benutzer immer noch einige Einschränkungen. Diese Einschränkungen umfassen:
- Materialbeschränkungen: bestimmte Materialien wie Kunststoffe, die toxische Gase freisetzen, können nicht mit Faserlaser -Schneidmaschinen geschnitten werden. Diese Materialien umfassen PVC, ABS, Polycarbonat und Polyethylen (HDPE) mit hoher Dichte .
- Wartung und Pflege: Faserlaserschneidmaschinen erfordern eine ordnungsgemäße Pflege und regelmäßige Wartung. Vernachlässigung der Wartung kann in inneren Teilen wie der Fokussierlinse beschädigt werden, was die Schnittleistung erheblich verringern kann.
- Anfangskosten: Während Faserlaserschneidmaschinen niedrige Betriebskosten haben, erfordern sie immer noch eine bestimmte Erstinvestition, um die Ausrüstung zu kaufen. Das einzige Verbrauchsmaterial für diese Art von Laser ist Strom.
- Materialdicke: Faserlaser können nur Materialien bis zu einigen Zentimetern dick schneiden. Dies kann für einige Anwendungen möglicherweise nicht ausreichen.
Was sind die Unterschiede zwischen Faserlaser und Co₂ -Laser?
Der Unterschied zwischen Faserlasern und CO2 -Lasern liegt in der Art des Lasersystems. Faserlaser verwenden einen dotierten Faserlaserhohlraum für seltener erdmaterial, um einen verstärkten Strahl zu erzeugen. Auf der anderen Seite verwenden CO2 -Laser ein Gasentladungsröhrchen, um das Laserlicht zu erzeugen.
| Vergleichselement | Faserlaser | Co₂ Laser |
|---|---|---|
| Arbeitsprinzip | Faser mit Seltenerdelementen dotiertes Licht emittiert | Gasentladung fördert Co₂-Moleküle, um Licht zu emittieren |
| Wellenlänge | 1,06 μm (hohe Metallabsorptionsrate) | 10,6 μm (gute nicht-metale Absorption) |
| Schneidgeschwindigkeit | Dünne Platte 2-3-mal schneller | Dicke Platte (> 15 mm) etwas besser |
| Energieverbrauch | 30% -50% Umwandlungseffizienz | 10% -15% Umwandlungseffizienz |
| Wartung | Grundsätzlich wartungsfrei | muss das Objektiv reinigen und das Gas regelmäßig ersetzen |
| Anwendbare Materialien | Metall (besonders stark reflektierende Materialien) | Metall/Nicht-Metal (wie Acryl, Holz) |
| Ausrüstungskosten | Medium- und Hochleistungsmodelle sind teurer | Low-Power-Modelle sind günstiger |
Was sind die Anwendungen von Faserlaserschneidemaschinen?
Faserlaserschneidmaschinen werden in verschiedenen Branchen weit verbreitet , einschließlich:
- Automobilherstellung : Schneiden von Präzisionsteilen wie Body Sheet Metal, Abgasrohren, Zahnrädern usw.
- aerospace : Verarbeitung von hochtemperaturbeständigen Materialien wie Titan-Legierungshäusern und Aluminiumlegierskins.
- Elektronik und Elektrik-Geräte : Schneiden von Mikrostrukturen wie Mobiltelefon-Mittelrahmen, PCB-Vorlagen und Kühlkörper.
- Metallverarbeitung: Edelstahlküchenware, Metallkunstwerke, Stahlkonstruktionen bauen usw.
- Neue Energie : Schneiden von Lithium-Batteriestangen und Solarklammern.
Wie wählen Sie eine Faserlaser-Schneidemaschine?
Die Wahl von Faserlaser-Schneidmaschine wirkt sich direkt auf die Verarbeitungseffizienz, die Kosten und die Produktqualität aus. Im Folgenden sind die Schlüsselfaktoren beim Einkauf zu berücksichtigen, damit Sie die am besten geeignete Ausrüstung auswählen können:
Power -Optionen:
- 500W-1KW: Geeignet für 0,5-5 mm dünne Platten (z. B. elektronische Komponenten).
- 2KW-6KW: Mainstream Industrial Grade, kann 3-20 mm Kohlenstoffstahl/Edelstahl schneiden.
- 8KW-20 kW: Dicke Plattenschnitte (> 20 mm) oder Hochgeschwindigkeitsproduktionsbedürfnisse.
Verarbeitungsformat:
- Kleine Maschine (1,5 m × 3 m): Präzisionsteile.
- Standardmaschine (2 m × 4 m): Verarbeitung von Allzweckblatt.
- übergroße übergroße Arbeitsplatten: Schiffbau, Baumaschinenindustrie.
Kernkonfiguration:
- Lasermarken: IPG, Ruike, Chuangxin usw.
- CNC-System : Baichu, PA, Siemens.
- Guide Rails/Zahnräder: Hochvorbereitete lineare Guides/Helical-Zahnrad-Getriebe.
Barrierefreiheit:
- Autofokus: Anpassen an verschiedene Materialien.
- Arbeitsbänken ändern: Erhöhen Sie die kontinuierliche Produktionseffizienz.
- Staubentfernungssystem: Handhabung von Schneiden von Dämpfen (optional).
Budget & After-Sales:
- Haushaltsgeräte (100-3 Millionen Yuan): kostengünstige, schnelle Reaktion nach dem Verkauf.
- Importierte Geräte (300-8 Millionen Yuan): Ultrahohe Präzision, geeignet für die High-End-Fertigung.

Zusammenfassung
📞 Telefon: +86 185 6675 9667
📧 E -Mail: info@longsengmfg.com
🌐 Website: https://lsrpf.com/

Haftungsausschluss
Der Inhalt dieser Seite dient nur zu Informationszwecken. Es sollte nicht geschlossen werden, dass die Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, materielle Qualität und Art oder Verarbeitung, die der Drittanbieter oder Hersteller über das Longsheng-Netzwerk zur Verfügung stellt, zur Verfügung stellt. Dies liegt in der Verantwortung des Käufers ls ist ein branchenführendes Unternehmen Konzentrieren Sie sich auf benutzerdefinierte Fertigungslösungen. Mit über 20 Jahren Erfahrung in mehr als 5.000 Kunden konzentrieren wir uns auf eine hohe Präzision cnc maschinen , Fertigung , 1.Was sind die Parameter des Laserschnittprozesses? Zu den Hauptparametern des Laserschneidvorgangs gehören Laserleistung , Schnittgeschwindigkeit, Fokussposition, Typ und Druck des Assistgases, Pulsfrequenz (für gepulste Laser), Dose -Durchmesser und Materials. desired cut quality in order to achieve the best cutting results. Fiber laser cutting is an advanced processing technology that uses a high-energy-density laser beam generated by a fiber laser to cut materials. It focuses the laser energy on the surface of the material, so that the local area is rapidly melted or vaporized, and at the same time, the molten substance is blown away with the help of high-pressure auxiliary gas, so as to achieve a high-precision, high-efficiency cutting process, especially suitable for precision cutting of metal materials. The four most critical parameters in laser cutting are: laser power (which determines cutting capacity), cutting speed (which affects productivity), focus position (which controls the energy density distribution), and assist gas pressure (which affects slag removal). The proper matching of these parameters directly affects the cutting quality, speed and cross-sectional finish, and needs to be finely tuned according to the specific material and thickness. The core process of fiber lasers is to produce high-brightness lasers under the excitation of a pump source through fibers doped with rare earth elements such as ytterbium as a gain medium. Process features include an all-fiber construction to ensure beam quality, multimode pumping for high power output, a flexible fiber transmission system for energy delivery, and an intelligent control system for precise parameter adjustment to meet a variety of industrial processing needs. 
FAQs
2.What is Fiber Laser Cutting?
3.What are the 4 important parameters of the laser cutting setup?
4.What is the process of a fiber laser?

