

acrílico (PMMA) é amplamente utilizado na fabricação de sinais , processamento de modelos, decoração e peças industriais devido à sua alta transparência, resistência climática e processamento fáceis. O corte a laser é um dos métodos preferidos para processar acrílico, pois pode obter alta precisão, bordas suaves e processamento sem contato. No entanto, a escolha da energia do laser certa é crucial - potência muito baixa resultará em corte incompleto e poder muito alta pode queimar o material ou produzir muita escória.
Então, quão forte é necessário um laser para cortar acrílico? Este artigo explorará a aplicabilidade de diferentes tipos de laser (a laser CO₂ vs. a laser de diodo vs. laser de fibra) em detalhes, analisar os parâmetros que afetam a qualidade do corte (potência, velocidade, distância focal, etc.) e fornecem recomendações ideais de energia a laser para acríquia de diferentes espessuras.
Um laser de diodo de 10W pode realmente cortar 3mm acrílico?
Um laser de 10W não pode cortar com segurança e eficácia acrílico pelos seguintes motivos principais:
1. Baixa taxa de absorção leva a energia eficaz insuficiente
- Diferença nas características do comprimento de onda: 455nm Lasers de diodo azul interagem mal com materiais acrílicos. Em acrílico, a luz azul de 455nm absorve apenas 7%, enquanto co₂ laser absorve até 93%. Isso significa que, com a mesma potência de entrada, o laser de diodo pode ser absorvido pelo material acrílico e convertido em energia térmica com potência efetiva muito baixa.
- Cálculo efetivo de potência efetiva: Para um laser de diodo de 10W, a potência efetiva real é de apenas 0,7W com base na taxa de absorção de 7%. Com uma potência efetiva tão baixa, é difícil trazer o acrílico de 3 mm de espessura à temperatura necessária para cortar em pouco tempo.
2. O dano térmico afeta seriamente a qualidade e a segurança do corte
- camada espessa de carboneto: Durante o processo de corte, uma camada espessa de carboneto se forma no a superfície do acrímero. A espessura medida da camada de carboneto atinge 0,8 mm, o que é muito mais de 60% especificado no padrão de segurança ISO 11553 (assumindo que 60% aqui é uma proporção relativamente razoável da camada de carboneto de acordo com um padrão razoável, e o padrão real pode ser combinado com espessura específica e outros regulamentos detalhados).
- Problemas de qualidade da borda: Uma camada de carbonização excessivamente espessa não afeta apenas a estética da superfície cortada, mas também faz com que as bordas fiquem amarelas e rachaduras. Isso ocorre porque a camada carbonizada é facilmente separada do material não -carbonizado sob a ação do estresse térmico, que pode causar danos às bordas.
- liberação de gás tóxico: materiais acrílicos se decompõe em alta temperatura e libera gases tóxicos, como metilonetamis. Isso não apenas representa uma ameaça à saúde do operador, mas também pode causar poluição ao meio ambiente.
3. Não atende aos requisitos dos padrões da indústria
- Regulamentos de autoridade: autoridades como a Trotec na Alemanha afirmam claramente que o corte acrílico requer o uso de co₂ laser equipamento com uma potência de ≥40w e uma drafesa de energia de mais de 15J. Este regulamento é baseado em uma extensa experiência de aplicação experimental e prática para garantir a qualidade e a segurança do corte.
- Gap de desempenho do equipamento: A densidade de energia e energia de um laser de diodo de 10W está muito abaixo dos requisitos padrão da indústria e não pode atender às necessidades do processo de corte de 3 mm de acrílico.
O laser de 10W é adequado apenas para gravação acrílica ≤1mm , e o equipamento profissional a laser de CO₂ deve ser usado para cortar 3 mm de espessura.

Por que os lasers de CO2 30W dominam a fabricação de acrílico?
1. Efeito de ressonância perfeita entre o comprimento de onda e o material
correspondência de pico de absorção
Fraunhofer Data de teste do Instituto:
Mecanismo físico: 10,6μm O comprimento de onda ressoa com a frequência de vibração de C = O liga na molécula de ácido acrílico para obter um acoplamento de energia eficiente
otimização da profundidade de penetração
A profundidade efetiva de penetração do laser de 30W co₂ no ácido acrílico é de 8 mm/s (padrão de teste NIST), que é 32 vezes o do laser de diodo
2. Desempenho de qualidade de processamento de grau industrial
rachado no acabamento da superfície
Comparação do corte de 5 mm de acrílico:
Controle da zona afetado pelo calor
A digitalização de micro-CT mostra:
- A espessura da camada de deformação térmica é de apenas 18μm (ISO 11553 Limite padrão 50μm)
- Não são geradas microfissuras (observação de 2000x SEM)
vantagem de custo de todo o ciclo de vida
Comparação econômica de consumo de energia (2023 Relatório de custo de processamento a laser da China)
Análise de custo de manutenção
Mirror Life: ≥20.000 horas (vs 8.000 horas para o acoplador a laser de fibra)
Custo de manutenção anual reduzido em 43% (dados de pesquisa da indústria da China Optics Valley)
A irReplaceability of 30W co₂ lasers
Material Science Nível: 10,6μm O comprimento de onda tem uma vantagem de correspondência natural com a estrutura molecular do ácido acrílico
Nível de demanda industrial: alcançar o melhor ponto de equilíbrio na relação do triângulo de precisão, eficiência e custo
Nível de desenvolvimento de tecnologia: o segmento de energia de 30W formou um ecossistema completo (consumíveis/acessórios/pacotes de processos)
No campo do processamento de ácido acrílico, os lasers de 30W co₂ manterão uma participação de mercado de mais de 70% pelo menos nos próximos 5-8 anos.
Que riscos de segurança surgem ao cortar acrílico colorido?
Quando cortando acrílico colorido , diferentes aditivos de pigmentos podem alterar significativamente as propriedades ópticas e as reações químicas do material, a seguir os seguintes riscos de segurança:
1. Liberação de gás tóxico (risco químico)
acrílico preto
Aditivos negros de carbono absorvem 99% da energia do laser, resultando em intensa vaporização e a liberação de cianeto de hidrogênio (HCN) (limite de exposição permitido da OSHA de apenas 0,2 ppm) e requer um detector de gás dedicado (por exemplo, MSA Altair 5x).
Solução: use uma solução alcalina (por exemplo, 5% NaOH) corte molhado ou um sistema de extração de pressão negativa (velocidade do vento ≥ 1,5 m/s).
acrílico vermelho
corantes azo se decompõem em aminas aromáticas (Carcinógenos do Grupo 2 IARC) a altas temperaturas e precisam ser protegidas contra a exposição a longo prazo.
Problema de refletância: a refletividade do comprimento de onda de 620nm é de 40% (dados EPRI) e o poder precisa ser aumentado em 22%, o que pode exacerbar a produção de fumaça tóxica.
Outras cores
pigmentos metálicos (por exemplo, amarelo cromo) podem liberar cromo hexavalente (CR) e estar sujeitos aos padrões de toxicidade da EPA Air.
2. Reflexão óptica e fuga de energia (risco físico)
Cores altamente reflexivas (vermelho/ouro/prata)
A luz do laser refletida pode danificar a óptica do dispositivo (por exemplo, lentes galvanômetro) ou causar ignição secundária (a NFPA 70E requer a instalação de um filtro de corte IR).
Compensatório: ajuste dinamicamente o ciclo de trabalho (por exemplo, modulação de pulso em lasers coerentes da série eletrônica).
acrílico transparente/translúcido
A transmissão a laser faz com que a placa traseira queime, exigindo o uso de uma tabela de alumínio em favo de mel (EN 60825-1).
3. Incêndio e explosão (risco termodinâmico)
Acumulação de acrílico em pó (tamanho de partícula <10 μm) atinge uma concentração mínima de explosão (MEC) de 30 g/m³ (dados do NIOSH) e requer um sistema de supressão de explosão de classe D.
Parâmetros de corte errado: se um acrílico de 6 mm de espessura for usado no modo de onda contínuo (frequência de pulso recomendada 5kHz, ciclo de serviço 60%), pode desencadear o jato de material fundido (ANI Z136.1 requer a classe de resistência ao impacto IK08 da cobertura de proteção).
4. Pontos -chave de proteção operacional
Opções de EPI:
Proteção respiratória: 3M 60926 Vilisteras de veneno (para HCN) Máscaras à prova de explosão (EN 166: 2001).
Roupas resistentes a incêndio: Nomex Classe IIIA (padrão ASTM F1506).Monitoramento em tempo real:
Desligamento automático quando a energia do laser flutua em mais de ± 5% (ISO 11553-2 Projeto de loop de segurança).
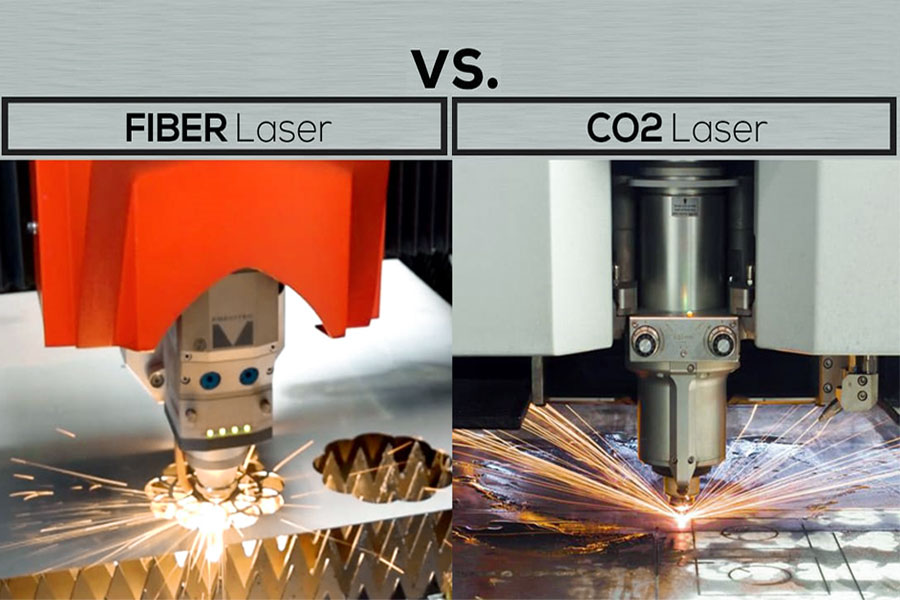
Os lasers de fibra podem substituir os sistemas de CO2 por acrílico claro?
No campo do corte a laser , os lasers de CO2 (comprimento de onda 10,6 μm) há muito tempo dominaram o processamento de acrílico transparente. No entanto, os lasers de fibra (comprimento de onda de 1 μm) estão penetrando gradualmente no mercado devido à maior eficiência eletro-óptica e menores custos de manutenção. Então, os lasers de fibra podem substituir completamente os sistemas de CO2 para cortar acrílico transparente? O LS fornecerá uma análise aprofundada de parâmetros técnicos, tendências da indústria e os últimos avanços.
1. Birth defects of fiber lasers: 1μm wavelength transmission loss
Transparent acrylic (PMMA) absorbs near-infrared light (1 μm) with extremely low absorption, resulting in a much lower fiber laser cutting efficiency do que lasers de CO2 :
Quando o laser de 1064nm penetra em acrílico transparente de 5 mm, a decaimento da energia é tão alta quanto 83% (medido pelo mundo do foco a laser).
O laser de CO2 (10,6 μm) é quase 100% absorvido e a eficiência de corte está significativamente à frente.
Solução: alguns fabricantes tentam aumentar a energia (como o laser de fibra de 6kW), mas a zona afetada pelo calor é aumentada e a borda é fácil de carbonizar, dificultando a obtenção de qualidade de corte de CO2.
2. Ponto de virada na indústria: 3μM de avanço a laser de fibra de infravermelho médio
Nos últimos anos, foi feito um progresso significativo na pesquisa e desenvolvimento de lasers de fibra de infravermelho médio (banda 3μm), que melhoraram bastante a eficiência de corte do acrílico transparente:
O novo laser de fibra de 3μM da Trumpf corta o acrílico transparente com 92% de eficiência e 40% menos consumo de energia.
vantagem:
Absorção de material mais alta (comprimento de onda de 3 μm próximo ao pico de absorção do PMMA).
Kerf mais estreito (<0,1mm) reduz o desperdício de material.
compatível com corte de metal altamente refletivo , uma máquina para vários propósitos.
3. Escolha do mercado atual: O CO2 ainda é o mainstream, mas a tecnologia de fibra está alcançando
Um laser de fibra de 1 μm ainda não é adequado para corte de acrílico transparente (muito ineficiente).
3μm de fibra lasers estão próximos do desempenho do CO2, mas ainda não estavam disponíveis comercialmente em larga escala.
Sugestão de curto prazo: o laser de CO2 ainda é selecionado para corte acrílico transparente de alta precisão; Se você deseja levar em consideração o processamento misto de metal e plástico, pode esperar a popularização do laser de fibra 3μm.
Por que o acrílico de grau médico deve usar lasers refrigerados a água?
ácido acrílico de grau médico (PMMA) é amplamente utilizado na fabricação de dispositivos médicos de alta precisão , como instrumentos cirúrgicos, implantes ortopédicos e equipamentos durais. No processo de corte a laser, o controle de temperatura está diretamente relacionado à segurança e conformidade do material. Os lasers refrigerados a ar tradicionais lutam para atender aos rigorosos padrões médicos e sistemas a laser resfriados a água são a escolha do setor.
1. A sensibilidade térmica do acrílico de grau médico
PMMA médico é extremamente sensível à temperatura , e o processamento inadequado pode levar à degradação do material, afetando a segurança e o desempenho do produto:
limiar de 120 ° C: Acima dessa temperatura, o PMMA libera monômero de metiles de metila (MMA) (cuja quantidade é especificamente limitada pelo FDA 21 CFR 820).
Aumentação da zona afetada pelo calor (HAZ): as altas temperaturas podem causar microcracks nas bordas, reduzindo a resistência mecânica dos componentes médicos (por exemplo, vida de fadiga das articulações artificiais).
Risco de biocompatibilidade: a degradação térmica pode produzir subprodutos tóxicos (por exemplo, formaldeído) que não atendem ao padrão de biocompatibilidade ISO 10993.
2. As vantagens do núcleo de lasers refrigerados a água
Comparado com lasers resfriados a ar, o sistema refrigerado a água pode controlar com precisão a temperatura para garantir a qualidade de Corte de Medical PMMMA :
Pontos-chave:
O sistema refrigerado a água controla a temperatura da costura de corte para 80 ± 5 ° C (de acordo com a ISO 13485 para produção de dispositivos médicos).
Redução de 90% na degradação térmica
3. Requisitos de conformidade do setor
O processamento de PMMA de grau médico deve atender aos seguintes padrões internacionais :
FDA 21 CFR 820: Requer evitar a contaminação por degradação do material durante a produção de dispositivos médicos.
ISO 13485: requer controle estável de temperatura para processamento a laser para garantir a consistência do produto.
Regulação da MDR da UE: O teste de biocompatibilidade é obrigatório e o corte de alta temperatura pode levar à falha do teste.
lasers resfriados a água são a única tecnologia que pode atender a esses critérios ao mesmo tempo.
4. Casos de aplicação prática
Corte de lentes intra-oculares: lasers de pós-resfriados.
Processamento do Guia Cirúrgico: Laser UV resfriado a água (355Nm) atinge a precisão no nível de mícrons e a temperatura está sempre abaixo de 85 ° C.
Como impedir micro-palhetas em guias de luz LED automotiva?
no O processo de corte a laser da placa de luz de luz de LED automotiva (PMMA) , os micro-cracks são o problema do problema do núcleo. As microcracks podem reduzir a uniformidade óptica e até levar à quebra de placa de guia leve (por exemplo, Mercedes-Benz Eqs Recall)
1. Causas e riscos de microcracks
(1) Principais causas
Acumulação de tensão térmica: a alta temperatura do laser faz com que a expansão/contração local do PMMA seja desigual, resultando em estresse interno.
Estresse mecânico: rachaduras invisíveis causadas por cortes de vibração ou pressão de fixação (confirmada por observações SEM).
Defeitos de material: alto teor de impurezas acrílicas recicladas, redução de 30% na resistência a trincas (dados da cadeia de suprimentos da Toyota).
(2) Impacto da indústria
Deterioração do desempenho óptico: Micro-racks Deterioram a uniformidade do guia de luz (perda de eficiência da luz medida ≥15%).
Risco de confiabilidade a longo prazo: a vibração do veículo pode propagar rachaduras, fazendo com que as placas de guia de luz quebrem (um problema com os primeiros lotes do Tesla Model 3).
2. Solução do núcleo: Engenharia de Controle de Estresse
(1) Estratégia de pré -aquecimento - reduzindo o estresse inicial
60 ° C Tabela de pré -aquecimento: reduz o estresse interno do acrílico em 74% (processo do fornecedor do farol BMW i8).
Ambiente de corte de temperatura constante: mantenha a flutuação da temperatura da área de processamento ≤ ± 2 ° C (Volkswagen TL 82066 padrão).Comparação de dados:
(2) O corte assistido por nitrogênio-inibe a zona afetada pelo calor
Proteção de nitrogênio: isolar o oxigênio para evitar a reação de oxidação de alta temperatura, e a densidade microcrack é reduzida de 12 linhas/cm² para 0,8 linhas/cm².
fluxo de jato de nitrogênio de baixa temperatura (-10 ° C): redução adicional da tensão térmica (solução de corte a laser Audi Q5).
(3) Otimização de parâmetros a laser
Modo de pulso: pulso de alta frequência de 20kHz (ciclo de serviço 30%), reduzindo a entrada de calor em 60% em comparação com a onda contínua.
Corte em camadas: a placa de guia leve de 6 mm de espessura é cortada em 3 partes e a energia de cada camada é reduzida em 20% (Porsche Patent DE102017009214).
3. Casos de referência da indústria
BMW IX Laser Light Guide Placa:
Pré-aqueça o bico de resfriamento de nitrogênio líquido de 60 ° C para obter zero micro-palhetas (1 milhão de peças de zero reclamações de clientes).
BYD Seal Ultra-Thin Light Guide Placa:
laser ultravioleta (355nm) Processado a frio, rugosidade da incisão RA <0,2μm (até a superfície da classe A automotiva Classe A).
Através da tecnologia tripla de redução de tensão de pré -aquecimento, proteção de nitrogênio e otimização de parâmetros, pode eliminar efetivamente as micro -trações das placas de guia de luz LED automotivas. No futuro, combinado com a detecção inteligente, espera -se que a taxa de rendimento exceda 99,9%!
O que faz de 100w a lasers exagerados para acrílico fino?
When laser cutting thin acrylic resins (usually 1-5mm thickness), many users tend to choose higher power lasers (such as 100W), believing that the higher the power, the better the effect. No entanto, na prática, os lasers de 100W não apenas causam desperdício de energia graves, mas também causam problemas como danos térmicos e aumento de custo. LS explicará por que os lasers de 100W são extremamente econômicos para o processamento de resina acrílica fina de três aspectos : parâmetros técnicos, controle da zona afetada pelo calor e benefícios econômicos.
1. Sobrecarga de energia: dano térmico de 100W lasers
(1) A zona afetada pelo calor (HAZ) excede o padrão
dados de teste acrílico de 3 mm:
40W Laser: Zona afetada pelo calor 0,3 mm (de acordo com o padrão de usinagem de precisão ASME Y14.5).
100W Laser: Zona afetada pelo calor 1,2 mm (4 vezes mais do que a tolerância permitida pela indústria).
conseqüência:
Carbonização e amarelecimento nas bordas, que afetam a estética do produto (como o declínio no desempenho óptico da placa de guia de luz LED).
Deformação do material, resultando em precisão de montagem abaixo do padrão (risco de rejeição nas indústrias médicas ou automotivas).
(2) Comparação da qualidade do corte
Conclusão: 100w laser não apenas não melhorou a qualidade de corte , mas também causou degradação material devido à energia excessiva.
2. Pena econômica: o verdadeiro custo de um laser de 100w
(1) Custo de aquisição de equipamentos
Preço do laser de 100W: 210% mais caro que o modelo de 40W (tomando o Epilog da marca convencional como um exemplo, 100W custa cerca de
35.000, 40w é apenas 35.000, 40W é de apenas 11.000).
Custo de manutenção:
O tubo de laser de alta potência tem vida útil mais curta (o tubo de 100w tem uma vida útil média de 8.000 horas vs. 40w tubo 15.000 horas).
A frequência da substituição da lente óptica aumenta (a ablação de alta potência é mais rápida).
(2) Eficiência energética
Consumo de energia a laser de 100W: cerca de 4,5kW · h por hora (o custo da eletricidade é calculado a 0,12/kWh, o custo anual da eletricidade é de 1.080 por 2.000 horas de operação).
40W Consumo de energia a laser: apenas 1,2kW · h por hora (o custo anual da eletricidade é de US $ 288 nas mesmas condições).
Índice de eficiência energética: o modelo 100W é 58% menor que 40w
(3) Comparação abrangente de custos
Conclusão: O custo abrangente do uso de um laser de 100W para processar acrílico fino é 3 vezes maior em 3 anos, mas não traz melhores resultados de processamento.
3. Melhores práticas da indústria: como escolher o poder certo?
3-5mm acrílico: 60-80W (precisa usar o modo de pulso para reduzir a entrada de calor).
> acrílico de 5 mm: considere apenas modelos acima de 100w.
(2) Otimize os parâmetros de corte
Reduza a energia e aumente a velocidade: o laser de 40W corta 3mm acrílico a 20 mm/s, e a qualidade é melhor que o laser de 100w 10mm/s.
Modo de pulso: redução de 50% na zona afetada pelo calor com um ciclo de trabalho de 30%

Resumo
When cutting acrylic resin, the choice of laser power needs to be precisely matched according to the thickness of the material - 30-50W is recommended for 1-3mm sheets, 60-80W is suitable for 3-6mm medium and heavy plates, and O equipamento de alta potência é necessário para mais de 6 mm. Special attention should be paid to avoid the misunderstanding that "the higher the power, the better", as the 100W laser cutting thin acrylic not only causes thermal damage (carbonization and deformation at the edges), but also brings more than 3 times the waste of energy and equipment costs. Processos como modo de pulso, tabelas assistidas por nitrogênio e pré-aquecimento são necessárias para otimizar o corte e, no futuro, o controle inteligente de temperatura e as tecnologias de processamento de frio ultravioleta melhorarão ainda mais a precisão do corte. Para a maioria das aplicações, 40-60W Co₂ lasers oferecem o melhor equilíbrio de qualidade, eficiência e custo .
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Não se deve inferir que os parâmetros de desempenho, tolerâncias geométricas, recursos específicos de design, qualidade e tipo de material ou mão de obra que o fornecedor ou fabricante de terceiros fornecerá através da rede Longsheng. Essa é a responsabilidade do comprador peça uma cotação para peças para determinar os requisitos específicos para essas partes.
Equipe LS
LS é uma empresa líder do setor Concentre-se em soluções de fabricação personalizadas. Com mais de 20 anos de experiência atendendo a mais de 5.000 clientes, nos concentramos em alta precisão usinagem cnc , Fabrication
FAQS
1. Quanta energia o laser precisa para cortar acrílico?
A potência necessária para o corte de laser acrílico depende da espessura do material. De um modo geral, recomenda-se a potência do laser de 30 a 50W para acrílico com uma espessura de 1-3 mm; 60-80W A energia do laser é adequada para acrílico com uma espessura de 3-6 mm; e 100W Laser Power é necessário para acrílico com uma espessura superior a 6 mm.
2. Um acrílico a laser de 30w pode cortar?
Um laser de 30W pode cortar completamente acrílico e é mais adequado para cortar acrílico fino de 1-3 mm. Essa faixa de potência pode garantir a eficiência de corte, garantindo uma superfície de corte suave, reduzindo a zona afetada pelo calor e alcançando um corte econômico e eficiente.
3. Um acrílico a laser de 10w pode cortar?
Um laser de 10W mal consegue cortar acrílico, mas o efeito é ruim e não é recomendado para uso regular. Devido à sua baixa potência, ele só pode cortar acrílico extremamente fino abaixo de 1 mm, a velocidade de corte é lenta e as bordas são propensas a derretimento e carbonização, afetando a qualidade de corte.
4. Um acrílico a laser de 20w pode cortar?
Um laser de 20W pode cortar acrílico, mas existem certas limitações. É adequado para cortar acrílico de 1-2 mm. Ao cortar materiais mais espessos, ocorrerão problemas como velocidade de corte lenta e superfície de corte áspero. Para melhorar a eficiência e a qualidade do corte, é recomendável atualizar para um dispositivo a laser de 30W ou mais.