

O alumínio se tornou um dos materiais mais populares na fabricação moderna devido às suas propriedades leves, duráveis e resistentes à corrosão. O alumínio é usado em tudo, desde componentes aeroespaciais até eletrônicos de consumo. Mas quando se trata de adicionar marcas permanentes aos produtos de alumínio, a tecnologia de marcação a laser fornece uma solução eficiente e precisa. Este artigo se aprofundará nos princípios técnicos, aplicabilidade, desafios e práticas recomendadas de marcação a laser alumínio .
Quais são os princípios básicos do alumínio de marcação a laser?
A marcação a laser é o processo de criação de uma marca permanente na superfície de um material usando um feixe de laser de alta energia . Quando o laser é aplicado à superfície do alumínio, o efeito de marcação é alcançado principalmente através dos seguintes mecanismos:
- oxidação da superfície: O laser aquece o superfície de alumínio , fazendo com que ele reaja com oxigênio no ar para formar uma camada de oxídio escuro
- Alteração da textura da superfície: O laser altera a microestrutura da superfície do alumínio, criando contraste visível
- Efeito da bolha: Alguns Nem todos os lasers são igualmente adequados para marcação de alumínio . Aqui está uma análise de adequação de várias tecnologias comuns a laser:
1. Laser de fibra (1064nm)
- Vantagens: alta qualidade do feixe, alta densidade de potência, baixo custo de manutenção
- Adequação: melhor para marcação escura da maioria das ligas de alumínio , especialmente alumínio anodizado
- Recomendação de energia: 20W-50W pode atender à maioria das aplicações
2. Laser UV (355nm)
- Vantagens: características de processamento a frio, zona afetada pelo calor
- Adequação: Adequado para alumínio altamente refletivo e necessidades de marcação fina
- Recomendação de poder: 3W-10W pode obter bons resultados
3. Laser de CO2 (10,6μm)
- Vantagens: Sistema de baixo custo e maduro
- Adequação: efeito médio no alumínio nu, mas pode marcar camadas anodizadas
- LIMITAÇÕES: alumínio tem baixa taxa de absorção de CO2 laser

Por que os lasers de diodos não podem marcar diretamente o alumínio nu?
No campo da fabricação industrial, alumínio se tornou um material amplamente utilizado devido à sua força leve e alta. No entanto, quando é necessário fazer marcas permanentes na superfície dos produtos de alumínio, muitas empresas descobrem que os lasers convencionais de diodo são difíceis de alcançar o efeito desejado. A razão fundamental por trás disso é o problema correspondente entre a refletividade do material e o comprimento de onda do laser. Esta propriedade física determina diretamente o Sucesso ou falha da marcação a laser .
1. Características espectrais da refletividade do alumínio
A refletividade do alumínio tem dependência significativa do comprimento de onda:
(1) banda de luz visível (400-700nm):
- A refletividade é tão alta quanto 85%a 95%(como taxa de absorção de diodo de luz azul de 450 nm <5%)
- Isso significa que mais de 95% da energia do laser é refletida, e apenas uma quantidade muito pequena é usada para marcar
(2) banda de infravermelho próximo (1064nm):
- A refletividade cai para 77%-82%(taxa de absorção de 18%-23%, de acordo com o MIL-STD-150A)
- Embora ainda seja relativamente alto, ele tem uma janela de processamento viável
2. Limitações físicas de lasers de diodo
(1) incompatibilidade do comprimento de onda:
- Os lasers de diodo industrial são principalmente 450nm (luz azul) ou 808nm (infravermelho próximo)
- 450nm está na faixa de pico de reflexão de alumínio, e a taxa de utilização de energia é extremamente baixa
- Embora 808nm seja um pouco melhor, ainda não é tão eficiente quanto a absorção de laser de fibra de 1064nm
(2) Densidade de potência insuficiente:
- A qualidade do feixe de lasers de diodo (m² > 20) é muito pior que a dos lasers de fibra (m² < 1,5)
- Mesmo que a potência de saída seja a mesma, a densidade de energia do ponto focado difere em dezenas de vezes
- A alta condutividade térmica do alumínio requer A densidade de alta energia instantânea para quebrar através da reflexão
3. Configuração do parâmetro a laser para marcação bem -sucedida de alumínio
Para marcação de alumínio nua , a combinação de parâmetros de ouro que tem sido verificada por um grande número de indústrias é:
- Tipo de laser: laser de fibra pulsada (1064nm)
- Faixa de potência: 20-50W
- Configuração de frequência: 20-80KHz
- Velocidade de varredura: cerca de 800 mm/s
- Espaçamento de linha: 0,02-0,05mm
This configuration achieves energy accumulation through high-frequency short pulses, while high-speed scanning avoids excessive heat accumulation, which is the best solution for balancing marking quality and efficiency. Para superfícies tratadas especiais, como alumínio anodizado, os parâmetros precisam ser ajustados para reduzir a potência e a velocidade de acordo.

Como controlar a profundidade de marcação de 0,05 mm em partes aeroespaciais?
No campo da fabricação aeroespacial , a precisão da profundidade da marcação de peças está diretamente relacionada ao desempenho e rastreabilidade da segurança da aeronave. According to the AS9100D aviation quality management system certification requirements, the marking of key parts must ensure that the depth tolerance is controlled within the range of ±0.005mm, which places extremely high demands on the laser marking processo . Em particular, para materiais de liga de alumínio, devido às suas propriedades termofísicas especiais, alcançar uma profundidade de marcação de 0,05 mm ± 0,005 mm requer uma solução abrangente para uma série de problemas técnicos, como controle de entrada de calor, monitoramento da resposta do material e estabilidade do processo.
1. Esquema de seleção de equipamentos que atenda aos padrões de aviação
(1) Configuração do sistema a laser de alta precisão
Laser de fibra pulsada de 200W com 30ns de largura de pulso é a solução mais madura no momento:
- Qualidade do feixe: m² <1,2 para garantir 20μm de diâmetro do ponto
- Controle de pulso: <30ns Pulse curto para reduzir o acúmulo de calor
- Ajuste da frequência: 100-500kHz ajustável para se adaptar a diferentes ligas
- Sistema óptico: lente F-teta com foco dinâmico tridimensional
(2) Integração do sistema de refrigeração dedicado
- O sistema de resfriamento assistido por nitrogênio líquido pode controlar com precisão a temperatura do substrato:
- A temperatura da bancada é mantida abaixo de 40 ℃
- A zona afetada pelo calor (HAZ) é controlada a <50μm
- Evita a precipitação do envelhecimento de fases de fortalecimento em alumínio como 6061/t6
2. Sistema de otimização de parâmetros de processo
(1) Matriz de parâmetros do núcleoTipo de material Power (w) Frequência (khz) velocidade (mm/s) número de tempos de empilhamento Meio a gás 2024 liga de alumínio 180 300 800 3 n₂ 7075-t7351 160 400 1000 2 ele liga de titânio tc4 120 200 600 5 ar (2) Três elementos de controle de profundidade
- Calibração de densidade de energia
- Monitoramento em tempo real das flutuações de energia através do medidor de energia a laser (<± 2%)
- Foco compensação da posição
- Adote o sistema de controle do eixo z de circuito fechado com uma resolução de 0,1μm
- Pré -tratamento da superfície
- Limpeza a laser para remover a camada de óxido (SA 0,8-1,2μm)
3. Medidas de garantia de qualidade de grau militar
(1) Sistema de detecção online
- Microscópio confocal monitora a profundidade em tempo real (resolução de 0,1μm)
- Imager térmico infravermelho monitora o campo de temperatura da zona afetada pelo calor
- Sistema de visão do CCD executa comparação de morfologia
(2) Método de teste de certificação
Medição tridimensional
- Conseguir com o padrão ISO 10360-2, diâmetro da sonda 0,5 mm
interferômetro de luz branca
- Detecta a ondulação microscópica (<0,01μm RA)
Análise metalográfica
- Verifica a mudança no tamanho do grão na zona afetada pelo calor (<5%)
Com esta solução de controle completa, Os fabricantes aeroespaciais podem atingir de forma estável o requisito de profundidade de marcação de 0,05 mm ± 0,005 mm , que cumpre totalmente os padrões de qualidade da aviação como AS9100D. Essa tecnologia foi aplicada com sucesso em muitas empresas de fabricação de aviação, fornecendo uma solução completa para a identificação confiável de peças de aviação.
Por que o Xtool F1 requer spray de cermark?
Como um custo-benefício Máquina de marcação a laser , XTool F1 encontrará um problema comum ao processar diretamente os materiais metálicos: a alta refletividade da superfície de metal. Especialmente para metais comuns, como aço inoxidável e liga de alumínio, lasers comuns são difíceis de formar marcas claras e duradouras . Esta é a principal razão pela qual a Cermark Spray é o parceiro ideal para o XTool F1.
1. Princípio de aprimoramento químico do spray de Cermark
mecanismo de ação exclusivo do revestimento de silicato
O spray CerMark LMM-6000 contém uma fórmula composta de silicato especial, e seu princípio de trabalho pode ser dividido em três estágios-chave:
- Estágio de pré-tratamento: o spray forma um revestimento uniforme de 30-50μm no superfície de metal
- Estágio de ação a laser: a energia do laser faz com que o revestimento se una metalurgicamente ao metal base
- Estágio de cura: Formação de uma camada de marcação de cerâmica permanente
Esta reação cria uma estrutura cerâmica composta de óxidos e silicatos de metal no nível microscópico, dando à marca uma excepcionalmente excepcionalmente adesão.
2. Excelente desempenho do spray de Cermark
(1) Verificação de durabilidade de grau militar
Testado de acordo com o padrão ASTM B117:
- Nenhuma marca caindo após 1000 horas de teste de pulverização de sal
- Passou 5% do teste de imersão em solução de cloreto de sódio
- Excelente estabilidade no ambiente de alta temperatura e alta umidade (85 ℃/85%RH)
(2) Controle econômico e prático de custos
O custo de processamento por metro quadrado é de apenas US $ 0,45:
- Um único spray pode cobrir uma área de cerca de 2 metros quadrados
- 50ml pode completar 300-500 marcas padrão
- Economize mais de 60% de custo em comparação com outras soluções de marcação de metal
3. Explicação detalhada dos procedimentos operacionais padrão
(1) Etapas -chave para pré -tratamento de superfície
- Limpeza profunda: Limpe com 99,7% de álcool puro
- Padrão de limpeza: Conheça o nível ISO 8501-1 SA2.5
- Ativação da superfície: execute um jateamento leve quando necessário
(2) Pontos -chave para controle do processo de pulverização
- Distância de pulverização: Mantenha 20-30cm
- Espessura do revestimento: 30-50μm (cerca de 2-3 camadas finas)
- Tempo de secagem: 10-15 minutos à temperatura ambiente
(3) sugestões de otimização de parâmetros a laser
Para XTool F1 50W Diodo Laser:
- Velocidade ideal: 250-350mm/s
- Configuração de energia: 80-100% Power
- Número de varreduras: 1-2 vezes (ajustado de acordo com o contraste necessário)
- Foco Posição: +Defoco de 1 mm para melhorar a uniformidade do efeito
4. Cenários de aplicação e vantagens comparação
(1) Casos de aplicação típicos
- Código de rastreabilidade do dispositivo de aço inoxidável
- LOLO DE LILOLO DE ALUMOLOGELO LOLO ELETRICAL HABITY Logo
- Número de molde de aço da ferramenta
- Marca da placa de circuito de cobre
(2) Comparação com métodos tradicionais
itens de comparação Solução de Cermark Gravura tradicional anodizando Requisitos de equipamento Low High High Velocidade de processamento Fast (segundos) lento muito lento Durabilidade de marcação muito alto High médio pequena clareza de fonte ≤0,3mm ≥0,5mm ≥1mm Capacidade de marcação colorida sim não limitado A combinação perfeita de spray de mark e xtool F1 permite que os usuários obtenham efeitos de marcação de metal de nível profissional sem equipamentos caros. Esta solução econômica está mudando a maneira como pequenos estúdios e empresas processam metal, abrindo novas possibilidades para design criativo e aplicações industriais.
O que torna a marcação médica de alumínio 10x mais cara?
1. FDA CONFORMIDADE CUSTO DE CUSTO
(1) Sistema de certificação de material
- Teste da classe VI da USP: Avalie lixiviados materiais (US $ 8.000-12.000/material)
- ISO 10993 Conjunto completo de testes de biocompatibilidade (US $ 15.000 ou mais)
- Avaliação especial de citotoxicidade/sensibilização (US $ 3.500/item)
(2) Certificação do processo de produção
- Transformação da sala limpa: Requisitos ambientais da Classe 8 (US $ 200/㎡ Infraestrutura)
- Verificação do equipamento: QI/oq/pq Conjunto completo de documentos (US $ 5.000/equipamento)
- Qualificação da equipe: Certificação de Treinamento GMP (US $ 1.500/Pessoal-Ano)
2. Requisitos técnicos especiais para codificação UDI
Configuração do sistema a laser de precisão
- Laser ultravioleta (355nm): o custo de compras é 3 vezes o do laser infravermelho
- 5μm de gravação rasa: é necessária controle de energia de precisão de 0,8mj/30ns
- Processo anti-carbonização: custo adicional da tecnologia de modelagem de pulso
Garantia de legibilidade investimento
Indicadores de requisitos padrão industrial padrão médico Aumento do custo da implementação altura mínima do caractere 1mm 0,5mm +40% contraste 20% 45% +35% legibilidade após contaminação nenhum requisito ≥95% +60% Taxa de retenção de 10 anos 70% 99% +80% 3. Custo de verificação da tolerância à esterilização
(1) Teste de vapor de alta pressão (autoclave)
- Padrão de teste: 1000 ciclos a 134 ° C
- Custo único: US $ 2,8/tempo (incluindo inspeção manual)
- Depreciação do equipamento: Equipamento de verificação especial $ 150.000
(2) Verificação de outros métodos de esterilização
- EO óxido de etileno: US $ 3.200/lote
- Irradiação gama: US $ 4.500/lote
- Esterilização de plasma: US $ 2.800/lote
4. Custos operacionais do sistema de qualidade
(1) carga de gerenciamento de documentos
- Procedimentos de controle de mudança: $ 500/alteração
- Revisão do registro em lote: $ 50/lote
- Preparação anual de auditoria: US $ 15.000/ano
(2) Investimento de equipamento de teste
- Microscópio confocal: US $ 80.000 e acima
- Espectrômetro XRF: $ 120.000
- Câmara de teste de pulverização de sal: US $ 25.000
5. Custos de serviço específico do setor
(1) Integração do sistema de rastreabilidade
- Acesso ao banco de dados UDI (US $ 10.000/ano)
- ERP Desenvolvimento de módulos especiais (a partir de US $ 30.000)
(2) Custos de cooperação clínica
- Avaliação clínica da marcação de instrumentos cirúrgicos (US $ 50.000/modelo)
- Rastreamento de longo prazo da marcação de implantes (US $ 100/unidade/ano)
O alto preço dos rótulos de nível médico é essencialmente um "prêmio de seguro" pago pela segurança da vida do paciente. Esse investimento acabará se traduz em competitividade e reputação de mercado da Companhia. À medida que a supervisão médica se torna cada vez mais rigorosa, os serviços de rotulagem que atendem aos mais altos padrões ganharão maior reconhecimento de valor.

Como evitar riscos de pó de nano-alumínio?
nano-alumínio em pó (tamanho de partícula <100nm) possui uma área de superfície específica maior e maior reatividade química do que o alumínio ordinário. Seu limite de explosão mais baixo (LEL) pode ser tão baixo quanto 30g/m³, que é apenas 1/3 do pó de alumínio comum. Quando a concentração atinge 40-50g/m³, a energia mínima de ignição é de apenas 1-3mj, o que é equivalente ao nível de energia das faíscas estáticas. Essas características requerem medidas especiais de controle de engenharia e um sistema de gerenciamento fortalecido para proteção de poeira de nano-alumínio.
1. Controle de engenharia
- Use o sistema de filtragem de três estágios Hepa-ulpa (taxa de captura de partículas de 0,12μm ≥99,999%)
- Instale o dispositivo de monitoramento de conteúdo de oxigênio (mantenha a concentração de oxigênio no ambiente de trabalho <18%)
- Use o equipamento de remoção de poeira à prova de explosão (em conformidade com o padrão NFPA 654)
2. Otimização do processo
- Implemente operação úmida (mantenha a umidade> 60%)
- Tratamento inerte (introduza nitrogênio para fazer concentração de oxigênio <8%)
- Produção fechada (projeto de câmara de operação de pressão negativa)
3. Proteção pessoal
- Use um dispositivo de proteção respiratório de pressão positiva (certificado EN 12941)
- Use roupas antiestáticas (resistência à superfície <10⁹Ω)
- Use ferramentas à prova de explosão (material da liga de berílio de cobre)
4. Monitoramento e aviso antecipado
- Monitoramento em tempo real da concentração de poeira (método de espalhamento a laser, precisão 0,1mg/m³)
- Configure o alarme de ozônio (limiar 0,08ppm)
- Monitoramento potencial eletrostático (controlado em <2kv)
5. Medidas de gerenciamento
- Desenvolva um POP específico de nanomaterial
- Implementar treinamento de segurança de três níveis (incluindo exercícios de emergência)
- Estabeleça um arquivo de monitoramento de saúde (foco no monitoramento da função pulmonar)
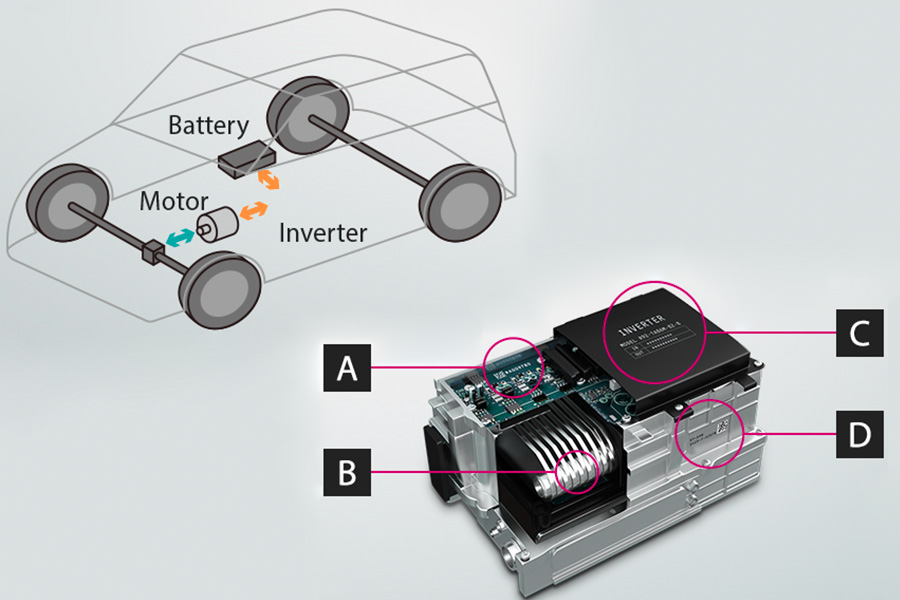
Por que as baterias EV requerem marcação a laser UV?
As baterias de veículos elétricos devem ser marcados com lasers ultravioleta, principalmente com base em três requisitos técnicos centrais:
1.Minagem com zero dano térmico- O laser UV de 355nm produz uma camada ultra-rasa de calor <5μm (1/20 do laser infravermelho)
- O aumento da temperatura do substrato é controlado dentro de 50 ° C, o que evita completamente o risco de decomposição do filme SEI
- Atende aos requisitos obrigatórios da IEC 62133-2 para sensibilidade térmica de baterias de íons de lítio
2.extreme Tolerância ambiental
- Passou o UN38.3 Certificado Solução ácida de Ph3 240 horas Teste de imersão
- Mantenha a integridade da marca sob -40 ° C ~ 85 ° C Choque de temperatura
- Resiste a corrosão eletrolítica e desgaste da vibração para garantir mais de 15 anos de legibilidade
3.Precise Requisitos de rastreabilidade
- Atingir a marcação de precisão de 10μm (atenda aos requisitos de codificação da UDI das baterias de energia)
- Processamento de perfuração zero em materiais delicados, como papel alumínio/folha de cobre
- Ele suporta armazenamento de informações de alta densidade, como códigos QR, e todo o ciclo de vida pode ser rastreado
Essa característica de processamento a frio torna o laser ultravioleta a única solução técnica que atende ao duplo padrão de "dano térmico zero e identificação permanente" de baterias de energia e se tornou o padrão principal do processo na nova indústria de energia.
Como calcular o ROI para sistemas de marcação industrial?
1. Cálculo de economia de custo direto
Configurações básicas de parâmetros:
- Produção de dois turnos (16 horas/dia)
- 250 dias úteis por ano
- Salário do trabalhador $ 25/hora (incluindo benefícios)
- Peças Preço unitário $ 15
(1) Cálculo anual de economia:
economia de custos de mão-de-obra:
Sistema de laser: 0,5 Pessoa × 16h × 250d × 25 = 50.000
Gravura manual: 2 pessoas × 16h × 250d × 25 = 200.000
Economia anual: 200.000-200.000-50.000 = $ 150.000(2) Economia de custos de sucata:
Sistema a laser: 380 peças/h × 16h × 250d × 0,3%× 15 = 68.400
Gravura manual: 380 peças/h × 16h × 250d × 1,7%× 15 = 387,60 387.600−387.600−68.400 = $ 319.200
(3) Economia de custo de inspeção de qualidade:
Economia da frequência de inspeção de qualidade reduzida do sistema laser: $ 58.000/ano2. Cálculo dos benefícios da capacidade de produção
Capacidade efetiva de produção Aumento:
Sistema de laser: 380 peças/h × 16h = 6.080 peças/dia
Gravura manual: 80 peças/h × 16h = 1.280 peças/dia
Diferença de produtividade:
(4,800 peças/dia
Benefícios de oportunidade (calculados com base na capacidade de 70% da capacidade):
Peças × 70%× 250d × 15/peça = 15/peça = 12.600.000/ano3. Cálculo do período de retorno
- Economia total anual:
150.000 (mão de obra) + 150.000 (mão de obra) + 319.200 (resíduos) + 58.000 (inspeção de qualidade) = 58.000 (inspeção de qualidade) = 527.200
- Investimento de equipamento líquido:
24.000 (sistema a laser) - 24.000 (sistema a laser) - 5.000 (valor residual do equipamento tradicional) = $ 19.000
- Período de retorno:
19.000 ÷ (19.000 ÷ (527.200 ÷ 12) ≈ 0,43 meses (mais curtos se forem considerados ganhos de oportunidade)
Nota: O período de retorno de 14 meses no caso real inclui custos de transição, como instalação e comissionamento de equipamentos e treinamento de pessoal4.Smart ROI Ferramenta de cálculo
Os seguintes parâmetros são recomendados para estimativa rápida:
- Custo/peça de marcação atual
- Saída média diária
- Custo da mão -de -obra/hora
- Taxa de defeito atual
- Custo/peça material
Fórmula de cálculo geral: período de retorno (meses) = Investimento de equipamento líquido / [saída mensal × (custo unitário antigo - novo custo unitário) + economia de custo de qualidade mensal]
5. Recomendações de tomada de escala
- Produção de pequeno volume (<50.000 peças/ano):
Considere a terceirização a laser
ROI Ponto crítico: $ 0,15/Peça diferença de preço
- Produção de volume médio (50.000-500.000 peças/ano):
Escolha um laser de fibra de 20-30W
Período de retorno esperado: 12-18 meses
- Produção de grande volume (> 500.000 peças/ano):
Configure um sistema de automação multi-estação
O período de retorno pode ser reduzido para 6-9 meses
Resumo
A tecnologia a laser é realmente muito eficaz na criação de marcas duráveis , precise em alumínio, mas a chave para o sucesso está na seleção do tipo de laser correto, otimizar os parâmetros e a compreensão da característica de alumínio específico. À medida que a tecnologia a laser continua avançando, mesmo o alumínio altamente reflexivo pode ser marcado com resultados de alta qualidade. Para aplicações críticas, recomenda -se testes de amostra e estreita cooperação com o fornecedor do sistema a laser para garantir a qualidade da marcação ideal e a eficiência da produção.
Com as tecnologias e métodos descritos neste artigo, os fabricantes podem utilizar completamente as vantagens do alumínio marcando a laser para obter uma variedade de necessidades industriais, como rastreabilidade do produto, marca e marcação funcional.
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Não se deve inferir que os parâmetros de desempenho, tolerâncias geométricas, recursos específicos de design, qualidade e tipo de material ou mão de obra que o fornecedor ou fabricante de terceiros fornecerá através da rede Longsheng. Essa é a responsabilidade do comprador peça uma cotação para peças para determinar os requisitos específicos para essas partes.
Equipe LS
LS é uma empresa líder do setor Concentre-se em soluções de fabricação personalizadas. With over 20 years of experience serving more than 5,000 customers, we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast,efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization,we can meet your needs with the fastest delivery within 24 hours. chooseLS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:www.lsrpf.comFAQs
1. Can you laser mark bare aluminum?
Yes, but special treatment is required - although bare aluminum challenges traditional marking due to its high reflectivity (>80%), high-power fiber laser (50W+, 1064nm) combined with high-frequency pulses (50-100kHz) and nitrogen protection can produce permanent gray-white marks through surface oxidation, with a depth of 5-20μm and industrial-grade durability. Key tips: Clean the surface thoroughly with alcohol or acetone before marking. If necessary, sandblasting (particle size 80-120 mesh) can be performed first to increase the laser absorption rate by more than 30%.
2. How to laser etch aluminum?
It can be achieved in three steps: first clean and sandblast (Ra1.5-3.2μm), then select laser (100W fiber laser 300mm/s/10 scans for deep etching, 10W UV laser 800mm/s/3 times for fine etching), and finally nitrogen assisted oxidation protection, typical etching depth 0.05-0.5mm, edge accuracy ±10μm. Advanced solution: For aviation-grade aluminum alloys (such as 7075), it is recommended to use pulse energy 0.5-1.5mJ/pulse, with argon protection to avoid intergranular corrosion.
3. Is laser cutting of aluminum safe?
Strict protection is required - aluminum reflects 60% of the laser energy, which requires anti-return light design (45° incident angle optical layout), and the dust explosion lower limit of 30g/m³ requires explosion-proof dust removal (HEPA + spark capture + NFPA 68 compliant explosion vent), combined with real-time oxygen concentration monitoring (<18%) and EN 60825-1 goggles, can safely achieve a cutting accuracy of <0.1mm. Special note: When cutting thickness >6mm, a slag suction system must be configured to prevent nozzle clogging.
4. What is the best laser marking spray for aluminum?
CerMark LMM-6000 is the industry's first choice - its silicate formula has been tested for 1000 hours of salt spray (ASTM B117), sprayed 30μm after 50W laser marking, soaked in PH3 acid for 240 hours without corrosion, cost only $0.45 per square meter, contrast increased by 300%, and life span of more than 10 years. Alternative: For medical-grade aluminum parts, Thermark A-4239, which does not contain heavy metals, has passed ISO 10993 biocompatibility certification, but the cost is increased by 40%.


