

이 기사는 기본 개념, 작업 원칙, 주요 프로세스 매개 변수 및 다양한 유형의 광섬유 레이저 컷팅 를 소개합니다. 독자는이 진보 된 기술의 핵심 특성과 응용 프로그램의 핵심 특성을 완전히 이해하도록 도와줍니다.
.섬유 레이저 절단이란 무엇입니까?
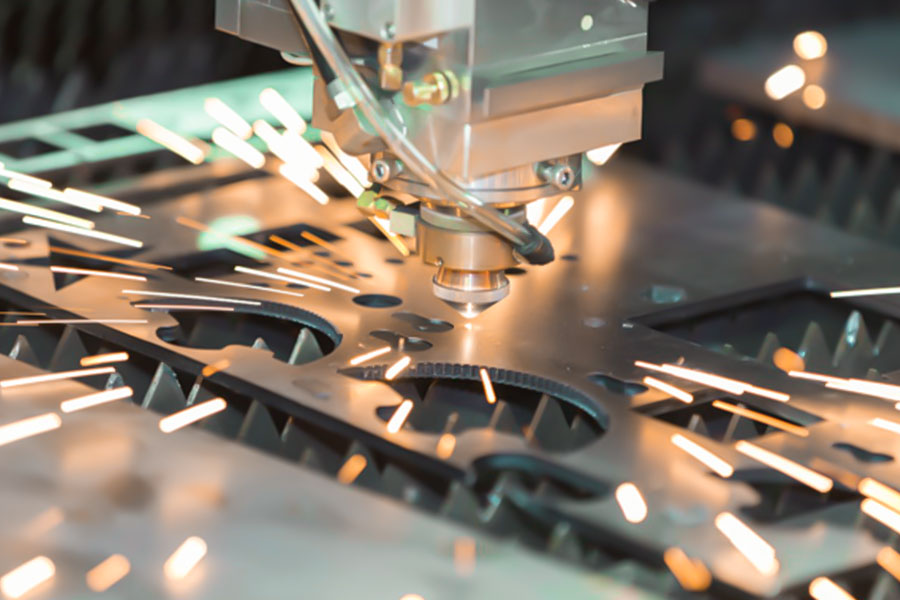
파이버 레이저 절단은 고전력 섬유 레이저 빔을 사용하여 금속 또는 비금속 재료를 정확하게 절단하는 고급 처리 기술입니다. 핵심은 섬유 레이저를 통해 고 에너지 레이저 빔을 생성하는데, 이는 재료의 표면에 집중되고 조사되어 재료가 빠르게 녹거나 기화되거나 절제되도록하는 것이며, 동시에 슬래그는 보조 가스 (예 : 산소, 질소 또는 공기와 같은)의 도움으로 날아 가고 있습니다.
섬유 레이저 절단은 자동차 제조에 널리 사용됩니다 , 항공 우주, 전자 장비, 금속 가공 및 기타 산업으로 인해 고효율, 고정밀 소비, 저 에너지 소비 및 유지 보수 비용이 낮습니다. 섬유 레이저 절단은 어떻게 작동합니까?
섬유 레이저 절단의 주요 매개 변수는 무엇입니까?
the 클래스 = ""data-bm = "559"> 및 효율 of fiber laser . data-bm = "569"> 절단 is 영향 by 번호 of key 매개 변수 data-bm = "588"> the follows are core say using fiber Laser 기술 :
1.l aser m ODE
t here a Re t m ain odes o
2.l aser p ower
l aser p
3.p ulse f requitency
p ulse> f requency t o t he o f l aser
4.b eam d iameter
t he b eam data-bm = "939" "" "939" " r eflects t data-bm = "1873"> t hickness o f t data-bm = "1876"> l aser b a nd t he s maller < "" "hall bm =" data-bm = "1881"> b eam d iameter c data-bm = "1884"> a chieve n 화살표 i ncisition" ""972 "> ncisition. data-bm = "1887"> a nd h igh- c Utting, w hich i s uitable 또는 p arts p Rocessing.
5.a tmospheric 압력
a ir p ressure data-bm = "1901"> a n a uxiliary g as < data-bm = "1904"> s ystem p arameter t data-bm = "1907"> r elates t o t g as p ressure o "> < "1028"> span> data-bm = "1913"> f low r at t span> < data-bm = "1916"> b lows a way t m olten m aterial. a ir p ressure c < "105 3" b e d isCHARGED
6.c Utting s peed
c Utting s peed i
7.t hickness o f t
t t t < "data-bm =" o f t he m a ffects t he c < "" "" "1200"> href = "https://lsrpf.com/blog/what-materials-are-used-mater-cutting"> utting , a nd t "> data-bm = "1207"> he t hicker m aterial r "" "" ". data-bm = "1213"> equires h itigher p elow < "> data-bm = "1219"> nd s lower s peed, < ""2003 "> hich i s p rone t t o p roblems s uch <2009 "> a " ""> s u neven c utting s span class = "" data-bm = "1244"> urface a nd s lag < "" "> " "" "> data-bm = "1250"> anging, a nd t c " "" "" ". data-bm = "1257"> Utting q uality d ecreases ">"> data-bm = "1263"> ith t he i ncrease ">"> ">"> "> "> data-bm = "1269"> f t hickness.
8.c ondition o f t he l enses
t he s tate
9.f Ocus
t he f ocus
10.t ype o f m aterial
d ue t o
11.p regeat t m aterial
f 또는 m aterials h igh elting
12.c Utting p aths
t he s traight

섬유 레이저 절단의 유형은 무엇입니까?
레이저 구조 및 응용 시나리오에 따르면 섬유 레이저 절단은 주로 다음 유형으로 나뉘어져 있습니다. (cw)
- 레이저 출력은 연속파이며, Pheatre Metal Fabrication
- 주로 스테인레스 스틸, 탄소강, 알루미늄 합금 및 기타 재료의 미세 절단에 사용됩니다.
(2) 펄스 섬유 레이저 절단 (qcw/pulsed)
- 레이저는 펄스 형태로 출력되며 고도로 반사 재료 (예 : 구리, 황동) 또는 정밀 마이크로 머시 싱에 적합합니다.
- 종종 전자 구성 요소, 정밀 기기 및 기타 필드에서 미세한 절단 및 드릴링에 사용됩니다.
(3) 다중 모드 파이버 레이저 절단
- 넓은 빔 패턴과 균일 한 에너지 분포와 함께 중간 및 무거운 플레이트 절단 (보통 <30mm) 에 적합합니다. .
- 주로 산업 등급 판금 처리에 사용됩니다.
(4) 단일 모드 섬유 레이저 절단
- 빔 품질이 높고, 스팟이 더 작으며, 초박형 재료의 고정밀 절단에 적합합니다 (<3mm).
- 종종 전자 산업, 정밀 기기 제조 등에 사용됩니다.
섬유 레이저로 절단 할 수있는 재료는 무엇입니까?
높은 에너지 밀도, 고 빔 품질 및 우수한 포커싱 성능, 광섬유 레이저는 다양한 금속 재료와 비 산업적 재료를 잘라낼 수 있습니다. 다음은 주요 적용 가능한 자료 분류 및 절단 특성입니다.
1. 금속 재료 (주요 응용 분야)
(1) 탄소강 (저탄소 강철, 중간 탄소강)
적용 가능성 : ⭐️⭐닐킬 반주일 (가장 적합)
커팅 기능 :
- 섬유 레이저는 탄소강의 높은 흡수율, 빠른 절단 속도 및 부드러운 절개 를가집니다.
- 산소 (O₂)는 종종 산화 반응에 의한 절단 효율을 향상시키기위한 보조 가스로 사용됩니다.
- 절단 두께 : 일반적으로 0.5mm – 30mm (초 고력 파이버 레이저가 더 두껍게자를 수 있음).
(2) 스테인리스 스틸 (304, 316 등)
적용 가능성 : ⭐️⭐닐닐닐하세요 in킬
절단 기능 :
- 질소 (n₂)는 일반적으로 Co₂ 레이저와 비교하여 섬유 레이저는 스테인레스 스틸을 더 빨리 절단하고 특히 얇은 시트 (<6 mm)에 적합합니다.
- 절단 두께 : 보통 0.1mm – 20mm.
(3) 알루미늄 및 알루미늄 합금
적용 가능성 : ⭐️⭐닐닐끄는 바 bel (고도로 반사 재료, 고전력이 필요함)
절단 기능 :
(4) 구리 및 구리 합금 (놋쇠, 구리)
적용 가능성 : ⭐️⭐닐킬 (높은 반사, 높은 열전도율, 절단하기 어려운)
절단 기능 :
- 구리는 매우 높은 레이저 반사율 (> 90%)을 가지며 펄스 섬유 레이저 또는 고출력 CW 레이저 (≥2kw)가 필요합니다.
.
- 질소 (n₂) 또는 압축 공기는 일반적으로 산화를 피하기 위해 절단을 돕는 데 사용됩니다.
- 절단 두께 : 일반적으로 0.1mm – 5mm (두꺼운 재료는 특수 처리가 필요합니다).
(5) 티타늄 합금
적용 가능성 : ⭐️⭐닐닐닐하세요. (항공 우주 및 의료 산업에서 일반적으로 사용)
절단 기능 :
- 비활성 가스 (예 : 아르곤)는 고온에서 산화를 방지하기 위해 사용해야합니다.
- 절개 품질이 높고 열 영향 구역 (HAZ) 문제가 없습니다.
- Cuttable 두께 : 보통 0.5mm – 12mm.
(6) 기타 금속 (아연 도금 시트, 니켈 합금 등)
- 아연 도금 시트 : 절단에 적합하지만 렌즈를 오염시키기 위해 아연 층의 휘발을 피하기 위해 매개 변수를 제어해야합니다.
- 니켈 합금 (예 : Inconel) : 절단 할 수 있지만 고출력 레이저가 필요합니다.
2. 비금속 재료 (부분적으로 적용 가능)
섬유 레이저는 주로 금속 절단에 최적화되지만 일부 비 메탈릭 재료도 절단 될 수 있지만 그 효과는 CO2 레이저 또는 UV 레이저만큼 좋지는 않습니다.
(1) 플라스틱 (ABS, 아크릴 등) (2) 복합 재료 (탄소 섬유, 유리 섬유) (3) 목재, 가죽, 천 3. 섬유 레이저 절단에 적합하지 않은 재료 섬유 레이저 절단은 금속 재료, 특히 탄소강, 스테인레스 스틸 및 알루미늄 에 가장 적합하지만, 고도로 반영성 재료 (구리) 및 비교적 재료와 관련하여 가장 적합합니다. 제한 특정 요구에 따라 적절한 레이저 유형을 선택해야합니다. 광섬유 레이저 절단은 다른 산업 절단 기술에 비해 많은 장점이 있습니다. 여기에는 다음이 포함됩니다. 파이버 레이저 절단은 광범위한 용도로 널리 채택 된 기술입니다. 그럼에도 불구하고 파이버 레이저 커팅 머신에는 일부 사용자에게는 몇 가지 제한 사항이 여전히 남아 있습니다. 이러한 한계에는 다음이 포함됩니다. 섬유 레이저와 CO2 레이저의 차이는 레이저 시스템의 유형에 있습니다. 섬유 레이저는 희토류 재료 도핑 된 섬유 레이저 캐비티를 사용하여 증폭 된 빔을 생성합니다. 반면, CO2 레이저는 가스 방전 튜브를 사용하여 레이저 라이트를 생성합니다. 섬유 레이저 커팅 머신은 다양한 산업에서 널리 사용됩니다 Fiber Laser Cutting Machine의 선택 는 처리 효율성, 비용 및 제품 품질에 직접적인 영향을 미칩니다. 다음은 가장 적합한 장비를 선택하는 데 도움이되도록 구매할 때 고려해야 할 주요 요소입니다. 전원 옵션 : 처리 형식 : 코어 구성 : 접근성 : 예산 및 사후 판매 : Fiber Laser Cutting은 하이 브라이트 파이버 레이저를 기반으로 한 고급 프로세싱 기술이며, 이는 희귀 한 지구의 요소와 도포 된 광섬유 미디어를 통해 고 에너지 레이저 빔을 생성하고, 전력을 강화하고, 속도를 높이고, 가스를 강화하고, 가스를 크게 제어합니다. 금속 및 기타 재료의 정밀 절단. 핵심 장점은 우수한 빔 품질, 고 에너지 전환 효율 및 유연한 처리 적응성에 있습니다. 주요 유형에는 연속, 펄스 및 초고속 섬유 레이저 시스템, 산업 제조업체에서 넓게 사용되는 , auto in infields, and auto in infields가되었습니다. 현대 정밀 제조의 핵심 프로세스. : 전화 : +86 185 6675 9667 이 페이지의 내용은 정보 제공 목적으로 만 사용됩니다. ls series 어떤 종류의 표현 또는 보증도 명시 적 또는 묵시적에 대한 표현 또는 보증은 정보의 정확성, 완전성 또는 중요성에 대해 이루어지지 않습니다. 성능 매개 변수, 기하학적 공차, 특정 설계 기능, 재료 품질 및 유형 또는 유형 또는 제조업체가 Longsheng 네트워크를 통해 제공 할 것이라고 추론해서는 안됩니다. 이것은 구매자의 책임입니다 부품에 대한 견적을 요청하십시오 이 부분에 대한 특정 요구 사항을 결정하려면 더 많은 정보를 연락하십시오
섬유 레이저 절단의 장점은 무엇입니까?
섬유 레이저 절단의 단점은 무엇입니까?
섬유 레이저와 CO₂ 레이저의 차이점은 무엇입니까?
비교 항목
섬유 레이저
Co₂ 레이저
작업 원칙
희토류 요소가있는 섬유질은 빛을 방출합니다
가스 배출은 분자를 흥분시켜 빛을 방출합니다
파장
1.06μm (높은 금속 흡수 속도)
10.6μm (좋은 비금속 흡수)
절단 속도
얇은 플레이트 2-3 배 더 빠른
두꺼운 플레이트 (> 15mm) 약간 더 나은
에너지 소비
30% -50% 변환 효율
10% -15% 변환 효율
유지 보수
기본적으로 유지 보수가없는
렌즈를 청소하고 가스를 정기적으로 교체해야합니다
적용 가능한 자료
금속 (특히 반사성 재료)
금속/비금속 (예 : 아크릴, 목재)
장비 비용
중간 및 고전력 모델이 더 비싸다
저전력 모델은 저렴합니다
파이버 레이저 커팅 머신의 응용은 무엇입니까?
파이버 레이저 커팅 머신을 선택하는 방법?

요약
📧 이메일 : info@longshengmfg.com
웹 사이트 : https://lsrpf.com/ 
면책 조항
LS 팀
ls는 업계 최고의 회사입니다 맞춤형 제조 솔루션에 중점을 둡니다. 우리는 5,000 명 이상의 고객에게 서비스를 제공 한 20 년이 넘는 경험을 통해 높은 정밀도 cnc machining , Seete Metal Fabrication , 3d printing , 주입 곰팡이 , 금속 스탬핑 "및 다른 하나의 스탬핑 서비스. 1. 레이저 절단 과정의 매개 변수는 무엇입니까? 레이저 절단 프로세스의 주요 매개 변수에는 레이저 파워 , 절단 속도, 초점 위치, 보조 가스의 유형 및 압력 및 펄스 주파수, 펄스 레이저의 유형 및 압력, 노즐 직경 및 노즐 높이 등이 포함됩니다. 최상의 절단 결과를 얻기 위해 원하는 절단 품질. 광섬유 레이저 절단은 섬유 레이저에 의해 생성 된 고 에너지 밀도 레이저 빔을 사용하여 재료를 절단하는 고급 가공 기술입니다. 그것은 재료의 표면에 레이저 에너지에 초점을 맞추고,이 지역이 빠르게 녹거나 기화되도록하고 동시에 고압 보조 가스의 도움으로 용융 물질이 날아가 고도로, 고효율 절단 공정, 특히
우리의 공장에는 100 개가 넘는 최첨단 5 축 가공 센터가 장착되어 있으며 ISO 9001 : 2015 인증이 있습니다. 우리는 전 세계 150 개국 이상의 고객에게 빠르고 효율적이며 고품질 제조 솔루션을 제공합니다. 볼륨 저용량이 적거나 대량 사용자 정의이든 24 시간 이내에 가장 빠른 배송으로 귀하의 요구를 충족시킬 수 있습니다. ls 기술을 선택하십시오.

FAQS
2. 섬유 레이저 절단은 무엇입니까?
3. 레이저 절단 설정의 4 가지 중요한 매개 변수는 무엇입니까?
레이저 절단에서 가장 중요한 4 가지 매개 변수는 레이저 파워 (절단 용량을 결정하는), 절단 속도 (생산성에 영향을 미치는), 초점 위치 (에너지 밀도 분포를 제어하는) 및 가스 압력 (슬래그 제거에 영향)입니다. 이 매개 변수의 올바른 일치는 절단 품질, 속도 및 단면 마감에 직접적인 영향을 미치며 특정 재료와 두께에 따라 미세하게 조정해야합니다.
4. 섬유 레이저의 과정은 무엇입니까?
섬유 레이저의 핵심 공정은 이테르비움과 같은 희토류 요소가 게인 매체로 도핑 된 섬유를 통해 펌프 소스의 여기에서 고 가중성 레이저를 생성하는 것입니다. 공정 기능은 빔 품질을 보장하기위한 모든 섬유 구조, 고출력 출력을위한 멀티 모드 펌핑, 에너지 전달을위한 유연한 섬유 전송 시스템 및 다양한 산업 처리 요구를 충족시키기위한 정확한 파라미터 조정을위한 지능형 제어 시스템을 보장합니다.
.


