

그래서 아크릴을 자르려면 레이저가 얼마나 강력합니까? 이 기사는 다양한 레이저 유형 (Co₂ 레이저 대 다이오드 레이저 대 섬유 레이저)의 적용 가능성을 자세히 살펴보고, 절단 품질에 영향을 미치는 매개 변수를 분석하고 (전력, 속도, 초점 길이 등) 서로 다른 두께의 아크릴 시트에 대한 최적의 레이저 전원 권장 사항을 제공합니다.
.10W 다이오드 레이저가 실제로 3mm 아크릴을 자르십시오?
10W 다이오드 레이저는 다음과 같은 주요 이유로 안전하고 효과적으로 3mm 아크릴을자를 수 없습니다 :
1. 흡수 속도가 낮 으면 효과적인 전력이 충분하지 않습니다
- 파장 특성의 차이 : 455nm 블루 다이오드 레이저는 아크릴 재료와 제대로 상호 작용합니다. 아크릴에서 455nm 블루 라이트는 7%만 흡수되는 반면, Co₂ Laser 는 최대 93%를 흡수합니다. 이것은 동일한 입력 전력에서 다이오드 레이저가 아크릴 물질에 흡수되어 매우 낮은 효과적인 전력으로 열 에너지로 변환 할 수 있음을 의미합니다. .
- 실제 유효 전력 계산 : 10W 다이오드 레이저의 경우 실제 유효 전력은 흡수율 7%에 따라 0.7W입니다. 효과적인 전력이 낮은 3mm 두께의 아크릴을 짧은 시간에 절단하는 데 필요한 온도로 3mm 두께의 아크릴을 가져 오는 것은 어렵습니다.
2. 열 손상은 절단의 품질과 안전에 심각한 영향을 미칩니다
- 두꺼운 카바이드 층 : 절단 과정에서 두꺼운 탄화물 층이 아크릴 재료는 고온에서 분해되어 메틸 메타 크릴 레이트와 같은 독성 가스를 방출합니다. 이것은 운영자의 건강에 위협이 될뿐만 아니라 환경에 오염을 일으킬 수 있습니다.
3. 산업 표준의 요구 사항을 충족하지 않습니다
- 권위있는 규정 : 독일의 Trotec과 같은 당국은 아크릴 절단에 Co₂ 레이저 장비를 사용해야한다는 사실을 분명히 밝히고 40W 이상의 힘과 15J/mm ³ 이상의 에너지 밀도가 있습니다. 이 규정은 품질과 안전을 줄이기 위해 광범위한 실험적이고 실제적인 응용 경험을 기반으로합니다.
- 장비 성능 격차 : 10W 다이오드 레이저의 전력 및 에너지 밀도는 업계 표준 요구 사항보다 훨씬 낮고 3mm 아크릴 절단의 프로세스 요구를 충족시킬 수 없습니다.
10W 다이오드 레이저는 아크릴 조각 ≤1mm 에만 적합하며, 프로페셔널 코스 레이저 장비는 3mm 두께를 절단하는 데 사용해야합니다.

30W CO2 레이저가 아크릴 제조를 지배하는 이유는 무엇입니까?
1. 파장과 재료 사이의 완벽한 공명 효과
흡수 피크 일치
Fraunhofer Institute 테스트 데이터 :
<테이블 스타일 = "너비 : 100%; 높이 : 145.078px; 경계-콜라 랩스 : 붕괴; 경계 폭 : 1px; 국경 색 : #000000;" Border = "1">물리적 메커니즘 : 10.6μm 파장은 아크릴산 분자에서 C = O 결합의 진동 주파수와 공명하여 효율적인 에너지 커플 링을 달성합니다
침투 깊이 최적화
아크릴산에서 30W Co₂ 레이저의 효과적인 침투 깊이는 8mm/s (NIST 테스트 표준)이며, 이는 다이오드 레이저의 32 배입니다
2. 산업 급 처리 품질 성능
5mm 아크릴 절단의 비교 :
<테이블 스타일 = "Border-Collapse : 붕괴; 너비 : 100%; 경계 색상 : #000000; 높이 : 155.078px;" Border = "1">열 영향 구역 제어
Micro-CT 스캐닝 쇼 :
- 열 변형 층의 두께는 18μm (ISO 11553 표준 한계 50μm) 입니다.
- 미세 균열이 발생하지 않습니다 (2000x SEM 관찰)
전체 수명주기의 비용 이점
에너지 소비 경제 비교 (2023 중국 레이저 처리 비용 보고서)
<테이블 스타일 = "Border-Collapse : 붕괴; 너비 : 100%; 경계 색상 : #000000;" Border = "1">유지 보수 비용 분석
미러 라이프 : ≥20,000 시간 (섬유 레이저 커플러의 경우 8,000 시간)
연간 유지 보수 비용은 43% 감소했습니다 (China Optics Valley Industry Research Data)
30W Co₂ 레이저의 비정상적인 성능
재료 과학 수준 : 10.6μm 파장은 아크릴산의 분자 구조와 자연스러운 일치 이점을 가지고 있습니다
산업 수요 수준 : 정밀, 효율 및 비용의 삼각형 관계에서 최고의 균형 포인트 달성
기술 개발 수준 : 30W 전력 세그먼트는 완전한 생태계 (소모품/액세서리/프로세스 패키지)를 형성했습니다.
아크릴산 가공 분야에서 30W Co₂ 레이저는 향후 5-8 년 동안 70% 이상의 시장 점유율을 유지할 것입니다.

색 아크릴을자를 때 어떤 안전 위험이 발생합니까?
절단 색상 아크릴 , 다른 안료 첨가제는 물질의 광학적 특성 및 화학 반응을 상당히 변경하여 다음 안전 위험을 도입 할 수 있습니다.
1. 독성 가스 방출 (화학 위험)
검은 아크릴
탄소 검은 색 첨가제는 레이저 에너지의 99%를 흡수하여 강렬한 기화와 수소 시안화물 (HCN)의 방출을 초래하고 (OSHA 허용 가능한 노출 한계는 0.2 ppm 만 필요하며 전용 가스 탐지기 (예 : MSA Altair 5X)가 필요합니다.
.용액 : 알칼리성 용액 (예 : 5% NAOH) 습식 절단 또는 음압 추출 시스템 (풍속 ≥ 1.5 m/s)을 사용하십시오.
빨간 아크릴
azo 염료는 고온에서 방향족 아민 (IARC Group 2 발암 물질)으로 분해되며 장기 노출로부터 보호해야합니다.
반사 문제 : 620nm 파장의 반사율은 40% (EPRI 데이터)이며 전력은 22% 증가하여 독성 연기의 생성을 악화시킬 수 있습니다.
다른 색상
금속 안료 (예 : 크롬 노란색)
2. 광학 반사 및 에너지 런 어웨이 (물리적 위험)
반사 색상 (빨간색/금/실버)
반사 레이저 라이트는 장치 광학 (예 : 검도계 렌즈)을 손상 시키거나 2 차 점화를 유발할 수 있습니다 (NFPA 70E는 IR- 컷 필터의 설치가 필요합니다).
보상 : 듀티 사이클을 동적으로 조정합니다 (예 : 코 히어 런트 파워 라인 전자 서리 레이저의 펄스 변조).
투명/반투명 아크릴
레이저 변속기는 백 플레이트가 연소되어 벌집 알루미늄 테이블 (EN 60825-1)을 사용해야합니다.
3. 화재 및 폭발 (열역학적 위험)
아크릴 분말 축적 (입자 크기 <10 μm)은 30g/m³의 최소 폭발 농도 (MEC)에 도달하며 클래스 D 폭발 억제 시스템이 필요합니다.
잘못된 절단 매개 변수 : 6mm 두께의 아크릴이 연속파 모드 (권장 펄스 주파수 5kHz, 듀티 사이클 60%)에서 사용되는 경우, 용융 재료 제트기를 트리거 할 수 있습니다 (ANSI Z136.1은 보호 커버의 충격 저항 클래스 IK08이 필요합니다).
4. 운영 보호 키 포인트
PPE 옵션 :
호흡기 보호 : 3M 60926 독 캐니스터 (HCN 용) 폭발 방지 마스크 (EN 166 : 2001).
내화성 의류 : NOMEX Class IIIA (ASTM F1506 표준).
실시간 모니터링 :
레이저 전원이 ± 5% 이상 변동하는 경우 자동 종료 (ISO 11553-2 안전 루프 설계).
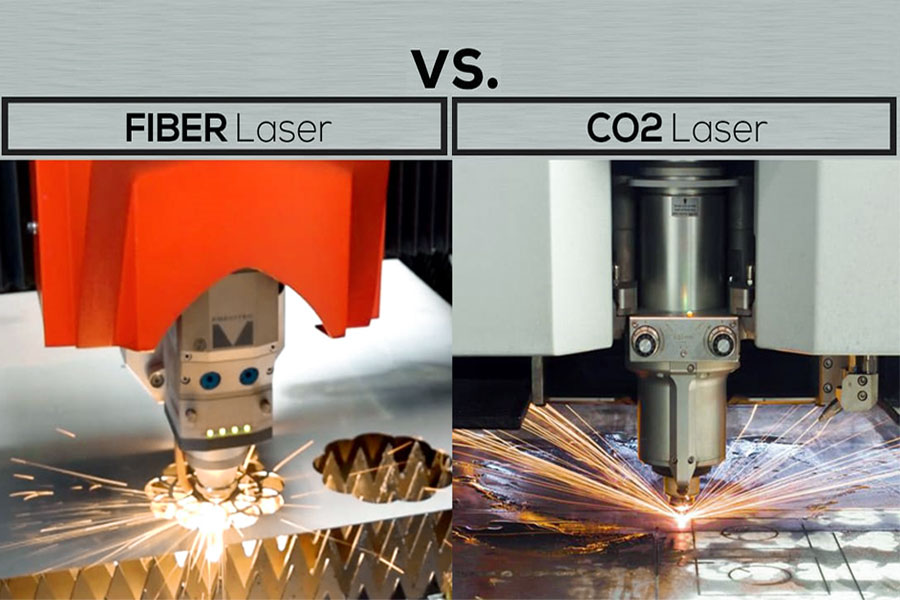
섬유 레이저는 명확한 아크릴을 위해 CO2 시스템을 대체 할 수 있습니다.
레이저 절단 필드에서 , CO2 레이저 (파장 10.6 μm)는 오랫동안 투명 아크릴의 처리를 지배 해 왔습니다. 그러나, 섬유 레이저 (1 μm 파장)는 전기 광학 효율이 높고 유지 보수 비용이 낮아 시장에 점차 침투하고있다. 따라서 섬유 레이저는 CO2 시스템을 완전히 교체하여 투명 아크릴을 절단 할 수 있습니까? LS는 기술 매개 변수, 업계 동향 및 최신 혁신으로 심층 분석을 제공 할 것입니다.
1. 섬유 레이저의 선천성 결함 : 1μm 파장 전송 손실
투명 아크릴 (PMMA)은 매우 낮은 흡수로 근적외선 (1 μm)을 흡수하여 여러 목적을위한 하나의 기계가 고도로 반사 된 금속 절단과 호환됩니다.
3. 현재 시장 선택 : CO2는 여전히 주류이지만 섬유 기술은 따라 잡고 있습니다
<테이블 스타일 = "Border-Collapse : 붕괴; 너비 : 100%; 경계 색상 : #000000;" Border = "1">1 μm 섬유 레이저는 여전히 투명 아크릴 절단에 적합하지 않습니다 (너무 비효율적)
3μm 파이버 레이저는 CO2 성능에 가깝지만 아직 대규모로 상업적으로 이용 가능하지 않았습니다.
단기 제안 : CO2 레이저는 여전히 고정밀 투명 아크릴 절단을 위해 선택됩니다. 금속과 플라스틱의 혼합 가공을 고려하려면 3μm 섬유 레이저의 대중화를 기다릴 수 있습니다.
의료 등급의 아크릴은 왜 냉각 된 레이저를 사용해야합니까?
1. 의료 등급 아크릴의 열 감도 120 ° C 임계 값 :이 온도 이상에서, PMMA는 메틸 메타 크릴 레이트 (MMA) 단량체를 방출합니다 (그 양은 FDA 21 CFR 820에 의해 구체적으로 제한됩니다). 열 영향 구역 (HAZ) 확대 : 고온이 가장자리에서 미세 균열을 일으켜 의료 구성 요소의 기계적 강도 (예 : 인공 조인트의 피로 수명)를 줄일 수 있습니다. 생체 적합성 위험 : 열 분해는 ISO 10993 생체 적합성 표준을 충족하지 않는 독성 부산물 (예 : 포름 알데히드)을 생성 할 수 있습니다. 2. 수냉식 레이저의 핵심 장점 키 포인트 : 열 분해의 90% 감소 3. 산업 규정 준수 요구 사항 FDA 21 CFR 820 : 의료 기기 생산 중에 재료 분해 오염을 피해야합니다. ISO 13485 : 제품 일관성을 보장하기 위해 레이저 처리를위한 안정적인 온도 제어가 필요합니다. EU MDR 규정 : 생체 적합성 테스트는 필수이며, 고온 절단은 테스트 실패로 이어질 수 있습니다. 수냉식 레이저는 이러한 기준을 동시에 충족시킬 수있는 유일한 기술입니다. 4. 실제 적용 사례 수술 가이드 가공 : 수냉식 UV 레이저 (355nm)는 미크론 수준 정확도를 달성하고 온도는 항상 85 ° C 미만입니다.
Medical PMMA
에어 냉각 레이저와 비교하여, 수냉식 시스템은 Medical PMMA Cutting 의 품질을 보장하기 위해 온도를 정확하게 제어 할 수 있습니다.
<테이블 스타일 = "Border-Collapse : Collapse; 너비 : 100%; 테두리 색상 : #000000; 높이 : 180.859px;" Border = "1">
비교 항목
공냉식 레이저
수냉식 레이저
온도 제어 정확도
± 20 ° C
± 5 ° C
이음새 온도는 종종 를 초과합니다
150 ° C
안정 80 ± 5 ° C
MMA 모노머 방출
고위험
거의 no
가장자리 품질
탄화 쉬운, 노란색
매끄럽고 결함 없음
수냉식 시스템은 절단 솔기 온도를 80 ± 5 ° C로 제어합니다 (의료 기기 생산을위한 ISO 13485에 따라)
의료 등급 PMMA 처리 :
안내 렌즈 절단 : Water-Cooled CO2 Lasers (예 : Rofin 의료용 쇄석)를 보장 할 수 있습니다.
자동차 LED 조명 가이드에서 마이크로 크랙을 방지하는 방법?
자동차 LED 라이트 가이드 플레이트 (PMMA 재료)의 레이저 절단 과정 에서
, 마이크로 범죄는 수율에 영향을 미치는 핵심 문제입니다. 미세 균열은 광학 균일 성을 줄이고 가이드 플레이트 파손 (예 : 메르세데스-벤츠 EQS 리콜)으로 이어질 수 있습니다.
1. 미세 균열의 원인과 위험
(1) 주요 원인
열 응력 축적 : 레이저의 고온은 PMMA의 국부적 확장/수축이 고르지 않아 내부 응력을 초래합니다.
기계적 응력 : 진동 또는 고정물 압력 절단으로 인한 보이지 않는 균열 (SEM 관측에 의해 확인).
재료 결함 : 재활용 아크릴 불순물의 높은 함량, 균열 저항의 30% 감소 (Toyota Supply Chain Data)
(2) 산업 영향
광학 성능 악화 : 마이크로 크랙은 가이드의 균일 성을 악화시킵니다 (측정 된 광 효율 손실 ≥15%)
장기 신뢰성 위험 : 차량 진동은 균열을 전파하여 라이트 가이드 플레이트가 깨질 수 있습니다 (테슬라 모델 3의 초기 배치 문제)
2. 핵심 솔루션 : 스트레스 제어 공학
(1) 예열 전략 - 초기 스트레스 감소
60 ° C 예열 테이블 : 아크릴의 내부 응력을 74% (BMW I8 헤드 라이트 공급 업체 프로세스)
일정한 온도 절단 환경 : 가공 면적의 온도 변동 유지 ≤ ± 2 ° C (Volkswagen TL 82066 표준).
데이터 비교 :
<테이블 스타일 = "Border-Collapse : 붕괴; 너비 : 100%; 경계 색상 : #000000;" Border = "1"> (2) 질소 보조 절단-열 영향 구역을 억제합니다
질소 보호 : 고온 산화 반응을 피하기 위해 분리 산소를 분리하고 미세 균형 밀도는 12 라인/cm²에서 0.8 라인/cm²로 감소합니다.
저온 질소 제트 스트림 (-10 ° C) : 열 응력의 추가 감소 (Audi Q5 레이저 절단 솔루션)
(3) 레이저 매개 변수 최적화
펄스 모드 : 20kHz 고주파 펄스 (듀티 사이클 30%), 연속 파에 비해 열 입력을 60% 감소시킵니다.
층 절단 : 6mm 두께의 라이트 가이드 플레이트는 3 부로 절단되고 각 층의 에너지는 20% 감소합니다 (Porsche 특허 DE102017009214).
3. 업계 벤치 마크 사례
BMW IX 레이저 라이트 가이드 플레이트 :
60 ° C 액체 질소 냉각 노즐을 예열하여 마이크로 크랙을 0으로 달성합니다 (1 백만 조각의 고객 불만).
BYD 씰 초대형 가이드 플레이트 :
자외선 레이저 (355nm) 냉간 가공, 절개 거칠기 Ra <0.2μm (자동차 등급 클래스 A의 표면까지).
예열 응력 감소, 질소 보호 및 파라미터 최적화의 트리플 기술을 통해 자동차 LED 조명 가이드 플레이트의 미세 균열을 효과적으로 제거 할 수 있습니다. 앞으로 지능적인 탐지와 결합하여 수율은 99.9%를 초과 할 것으로 예상됩니다!

얇은 아크릴에 대해 100W 레이저를 과도하게 만드는 이유
얇은 아크릴 수지 (보통 1-5mm 두께) , 많은 사용자는 더 높은 발전을 선택하는 경향이 있습니다. 그러나 실제로 100W 레이저는 심각한 에너지 폐기물을 유발할뿐만 아니라 열 손상 및 비용 급증과 같은 문제를 일으 킵니다. ls는 왜 100W 레이저가 세 가지 측면에서 얇은 아크릴 수지 처리에 매우 비용 효율적인 이유를 설명합니다. : 기술 매개 변수, 열 영향 구역 제어 및 경제적 이점
1. 에너지 과부하 : 100W 레이저의 열 손상
(1) 열 영향 구역 (HAZ)은 표준을 초과합니다
3mm 아크릴 테스트 데이터 :
40W 레이저 : 열 영향 구역 0.3mm (ASME Y14.5 정밀 가공 표준에 따라)
100W 레이저 : 열 영향 구역 1.2mm (업계가 허용 가능한 공차보다 4 배).
결과 :
제품의 미학에 영향을 미치는 가장자리에서 탄화 및 황변 (LED 조명 가이드 플레이트의 광학 성능 감소).
재료의 변형, 표준 이하의 어셈블리 정확도를 초래합니다 (의료 또는 자동차 산업에서 거부 위험)
(2) 절단 품질 비교
<테이블 스타일 = "테두리-콜라 랩스; 붕괴; 폭 : 100%; 테두리 컬러 : #000000; 높이 : 144.688px; 경계 넓이 : 1px;" Border = "1">결론 : 100W 레이저는 절단 품질을 향상시킬뿐만 아니라 과도한 에너지로 인해 재료 저하를 일으켰습니다.
2. 경제 형벌 : 100W 레이저의 실제 비용
(1) 장비 조달 비용
100W 레이저 가격 : 40W 모델보다 210% 더 비싸다 (예 : 100W는 약 35,000, 40W는 35,000, 40W는 11,000에 불과합니다.
유지 보수 비용 :
고출력 레이저 튜브는 수명이 짧습니다 (100W 튜브는 평균 수명이 8,000 시간, 40W 튜브 15,000 시간).
광학 렌즈 교체의 빈도가 증가합니다 (고전력 절제가 더 빠릅니다).
(2) 에너지 효율
100W 레이저 에너지 소비 : 시간당 약 4.5kW · h (전기 비용이 0.12/kWh로 계산되며 연간 전기 비용은 2,000 시간의 운영에 대해 1,080입니다).
40W 레이저 에너지 소비 : 시간당 1.2kW · H (동일한 조건에서는 연간 전기 비용이 $ 288입니다).
에너지 효율 비율 : 100W 모델은 40W보다 58% 낮습니다
(3) 포괄적 인 비용 비교
<테이블 스타일 = "너비 : 100%; 테두리-콜라 랩스 : 붕괴; 국경 색 : #000000; 높이 : 180.859px;" Border = "1">결론 : 얇은 아크릴을 처리하기 위해 100W 레이저를 사용하는 포괄적 인 비용은 3 년 동안 3 배 높지만 더 나은 처리 결과를 가져 오지 않습니다.
3. 업계 모범 사례 : 올바른 전력을 선택하는 방법?
(1) 권장 파워 일치
1-3mm 아크릴 : 30-50W Co₂ 레이저 (최고의 가격/성능).
3-5mm 아크릴 : 60-80W (열 입력을 줄이기 위해 펄스 모드를 사용해야 함).
> 5mm 아크릴 : 100W 이상의 모델 만 고려하십시오.
(2) 절단 매개 변수 최적화
전력 감소 및 속도 증가 : 40W 레이저는 20mm/s에서 3mm 아크릴을 삭감하며 품질은 100W 레이저 10mm/s보다 낫습니다.
펄스 모드 : 30% 듀티 사이클로 열 영향 구역의 50% 감소

요약
절단 아크릴 수지, 레이저 전력의 선택은 재료의 두께에 따라 정확하게 일치해야합니다-30-50W는 1-3mm 주가, 60-6mm에 적합합니다. 6mm 이상에 100W 고출력 장비가 필요합니다. 100w 레이저 절단 얇은 아크릴을 절단하는 얇은 아크릴은 열 손상을 일으킬뿐만 아니라 에너지의 3 배에 달할뿐만 아니라, 3 번의 에너지를 유발할뿐만 아니라 얇은 아크릴을 절단하는 얇은 아크릴을 절단하는 "전력이 높을수록 더 높을수록"오해를 피하기 위해 특별한주의를 기울여야합니다. 펄스 모드, 질소 보조 및 예열 테이블과 같은 프로세스는 절단을 최적화하기 위해 필요하며, 향후 지능형 온도 제어 및 자외선 콜드 프로세싱 기술은 절단 정확도를 더욱 향상시킬 것입니다. 대부분의 응용 프로그램의 경우 40-60w Co₂ 레이저는 품질, 효율성 및 비용의 최상의 균형을 제공합니다 .
면책 조항
이 페이지의 내용은 정보 제공 목적으로 만 사용됩니다. ls series 어떤 종류의 표현 또는 보증도 명시 적 또는 묵시적에 대한 표현 또는 보증은 정보의 정확성, 완전성 또는 중요성에 대해 이루어지지 않습니다. 성능 매개 변수, 기하학적 공차, 특정 설계 기능, 재료 품질 및 유형 또는 유형 또는 제조업체가 Longsheng 네트워크를 통해 제공 할 것이라고 추론해서는 안됩니다. 이것은 구매자의 책임입니다 부품에 대한 견적을 요청하십시오 이 부분에 대한 특정 요구 사항을 결정하려면 더 많은 정보를 연락하십시오
. .LS 팀
ls는 업계 최고의 회사입니다 맞춤형 제조 솔루션에 중점을 둡니다. 우리는 5,000 명 이상의 고객에게 서비스를 제공 한 20 년이 넘는 경험을 통해 높은 정밀도 cnc machining , Seete Metal Fabrication , 3d printing , 주입 곰팡이 , 금속 스탬핑 "및 다른 하나의 스탬핑 서비스. 1. 레이저는 아크릴을 절단하는 데 얼마나 많은 전력이 필요합니까? 레이저 절단 아크릴에 필요한 전력은 재료의 두께에 따라 다릅니다. 일반적으로, 두께가 1-3mm 인 아크릴에는 30-50W 레이저 전력이 권장됩니다. 60-80W 레이저 전력은 두께가 3-6mm 인 아크릴에 적합합니다. 두께가 6mm 이상인 아크릴에는 100W 레이저 전력이 필요합니다. 2. 30W 레이저가 아크릴을자를 수 있습니까? 30W 레이저는 아크릴을 완전히자를 수 있으며 얇은 아크릴을 1-3mm로 절단하는 데 가장 적합합니다. 이 전력 범위는 절단 효율을 보장하면서 부드러운 절단 표면을 보장하고 열 영향 구역을 줄이고 경제적이고 효율적인 절단을 달성 할 수 있습니다. 3. 10W 레이저가 아크릴을자를 수 있습니까? 10W 레이저는 아크릴을 간신히 절단 할 수 있지만 그 효과는 좋지 않으며 정기적으로 사용하는 것이 권장되지 않습니다. 저전력으로 인해 극도로 얇은 아크릴 만 1mm 미만으로자를 수 있으며 절단 속도는 느리고 가장자리가 녹고 탄화되기 쉬워 절단 품질에 영향을 미칩니다. 4. 20W 레이저가 아크릴을자를 수 있습니까? 20W 레이저는 아크릴을자를 수 있지만 특정 제한 사항이 있습니다. 1-2mm 아크릴을 절단하는 데 적합합니다. 두꺼운 재료를 절단 할 때는 느린 절단 속도 및 거친 절단 표면과 같은 문제가 발생합니다. 절단 효율과 품질을 향상시키기 위해 30W 이상의 레이저 장치로 업그레이드하는 것이 좋습니다.
우리의 공장에는 100 개가 넘는 최첨단 5 축 가공 센터가 장착되어 있으며 ISO 9001 : 2015 인증이 있습니다. 우리는 전 세계 150 개국 이상의 고객에게 빠르고 효율적이며 고품질 제조 솔루션을 제공합니다. 볼륨 저용량이 적거나 대량 사용자 정의이든 24 시간 이내에 가장 빠른 배송으로 귀하의 요구를 충족시킬 수 있습니다. ls 기술을 선택하십시오.
FAQS


