

パイプの設置分野で、車の修正、家具製造、産業機器の生産など、パイプの曲げは非常に重要かつ技術的に要求があります。適切なパイプの曲げは、配管システムの緊張、強度、寿命を確保するために重要です。次に、曲げテクニックさまざまな材料、ツール選択、および一般的な問題に対するソリューションについて、仕事を効率的に行うのに役立つものなど、パイプを曲げる方法を詳細に紹介します。
チューブとパイプを曲げる方法?
パイプの処理の場合、曲げ方はパイプの種類と実際のニーズに依存します。 common 曲げ方法は次のとおりです
1。手動パイプの曲げ方(小径パイプに適しています)
- アプリケーションの範囲:それは主に銅パイプに使用されます、アルミニウムパイプ および直径の直径の薄い壁のスチールパイプが25mmであり、柔らかいテクスチャーのために、 必要なツール:マニュアルパイプベンダー、スプリングパイプベンダーアシスタント。
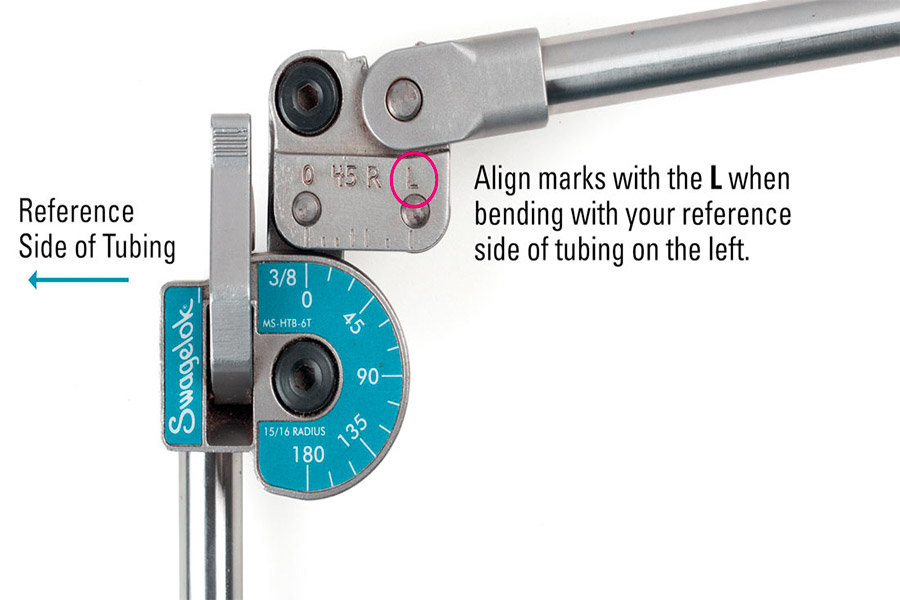
- 操作手順:パイプをパイプベンダーカードスロットに入れて開始位置を整列させ、ハンドルを一定の速度で回転させてパイプ壁の変形を防ぎ、いつでも角度を確認し、標準に達したときに停止します。
- 利点と短所:低コスト、単純な操作、少量の処理に適しています。ただし、大口径や厚い壁のパイプに対処することはできません。
2。ホット曲げ方(厚壁の金属パイプに適しています)
- アプリケーションの範囲:主に bending and forming li> li>を避けて、
- 利点と短所:厚い壁のパイプ曲げの問題を解決することができ、成形は規則的です。ただし、温度と加熱範囲は厳密に制御する必要があり、火炎操作は危険であるため、専門的な機器と経験が必要です。
3。油圧/CNCパイプベンダー(産業大量生産)
- アプリケーションの範囲:あらゆる種類の金属パイプを処理できます。特に大径と厚壁パイプの高精度の曲げに適しています。
- 必要な機器:油圧パイプベンダー、 cnc pipe bender 。
- 操作手順:機器システムにパイプパラメーターを入力し、パイプを固定した後に機器の自動曲げを開始し、実際の角度を測定し、リバウンド補償に従ってパラメーターを調整します。
- 利点と短所:高い曲げ精度、高速効率、大量生産に適しています。ただし、機器は高価であり、オペレーターは専門的なトレーニングが必要です。
4。プラスチックパイプの曲げ方(PVC/PPRおよびその他の一般的なプラスチックパイプ)
- アプリケーションの範囲: like PVCパイプ、PEパイプ、PPRパイプなど。手順:
- ホットエアガン暖房方法:ホットエアガンを使用して、パイプの曲がりを約150°Cに加熱し、柔らかくして冷却して設定した後、希望の角度に曲げます。
- シリカの砂の充填方法:最初に乾いた細い砂を埋め、ノズルを密封し、砂を加熱し、曲げて、内側の壁が崩壊しないようにします。
- 利点と短所:ホームプロジェクトまたは小規模プロジェクトに適した簡単な操作。ただし、パイプの融解と変形を防ぐために、加熱温度と時間を厳密に制御する必要があります。
 なぜパイプを曲げる必要があるのですか?
なぜパイプを曲げる必要があるのですか?
多くのエンジニアリングプロジェクトでは、ストレートパイプを直接使用することは、次のような複雑な設置要件を満たすことができません。
1。スペースを保存してレイアウトを最適化する
多くの建設シナリオでは、スペースは限られており、ストレートパイプが複雑なパスのニーズを満たすことは困難です。肘は、梁、ケーブル、その他のパイプをバイパスし、関節を減らして漏れのリスクを減らし、車のシャーシやメザニンの構築などの狭いスペースに収まります。たとえば、狭い天井や建物の壁の水道管は、不必要な関節を減らすために曲がっている可能性があります。シャーシの機械構造を避けるために、車の排気管が曲がっています。
2。液/ガス輸送の効率を改善
右角度に接続されたまっすぐなパイプは、多くの流体抵抗と圧力の損失を引き起こす可能性があります。滑らかな曲がりは、乱流を減らし、流体の流れを滑らかにし、HVACシステムのエネルギー消費を減らし、油圧ラインなどを減らし、パイプへの液体の衝撃と摩耗を減らし、パイプの寿命を延ばします。たとえば、化学パイプラインでの大角質肘を使用すると、液体耐性を効果的に減らし、材料の堆積を防ぐことができます。油圧システムの湾曲したチューブは、圧力伝達を最適化し、エネルギー消費を削減します。
3。構造強度と耐久性を高める
複数の溶接ジョイントと比較して、肘全体の機械的強度が高く、no 溶接弱点、および自動車、航空、その他のフィールドに適した良好な地震耐性があり、腐食と漏れのリスクを減らすことができます。たとえば、自転車やオートバイのフレーム用の曲がったスチールパイプは、ストレス分布をより合理的にすることができます。産業機器フレーム溶接関節を減らし、全体的な安定性を改善します。
4。美学と設計の柔軟性を向上させます
装飾エンジニアリングと製品設計では、肘は、家具、ランプ、手すりなどのデザインのニーズを満たすために合理化された外観を作成し、ユニークな形状でカスタマイズしてシームレスな接続を実現し、美学に影響を与える縫い目を避けることができます。たとえば、モダンな家具は曲がった金属パイプを使用して、シンプルなテーブルと椅子を作ります。建築装飾では、湾曲したステンレス鋼パイプは、階段の手すりを作成し、棚を表示するために使用されます。
5。コストを削減し、設置効率を改善します
曲げには特殊なツールが必要ですが、長期的には、使用するパイプの量を減らし、ジョイントとフランジのコストを節約し、インストール中に溶接およびねじれた接続ステップの数を減らすことができます。そして、肘全体は、複数のジョイントで接続されたパイプよりも信頼性が高く、メンテナンスはより心配です。比較は、ストレートパイプのコストが高く、ジョイントが高いことを示しています。
経済比較: パイプの曲げでは、金型材料の選択は、生産効率、パイプの品質、カビの寿命に直接影響します。手動パイプの曲げまたは cncパイプ曲げ機であるかどうかにかかわらず、間違った材料を選択すると、カビの迅速な摩耗、パイプ表面の傷、さらには故障さえ形成される可能性があります。以下では、材料性能、処理シナリオ、および費用対効果の3つの次元からパイプ曲げカビ材料を科学的に選択する方法を詳細に説明します。 1。パイプ曲げカビのコアパフォーマンス要件 (1)耐摩耗性 (2)耐衝撃性 (3)抗付着 (4)熱安定性 2。一般的なパイプ曲げカビ材料の比較分析 3。選択のための主要な要因と一致するソリューション (1)パイプの種類に従って選択 (2)処理技術に従って選択 (3)生産バッチに従って選択 手動曲げは、理論的に理論的には理想的に±0.5°の精度に近づくことができますしかし、以下の理由で実際のアプリケーションで安定に達成することは非常に困難です: 2。実装条件(HARSH) 3。代替 手動パイプの曲げは、精度要件が≤±1°であり、±0.5°が半自動/完全自動機器に依存して達成する必要がある状況にのみ適しています。 金属パイプ処理のフィールドでは、油圧パイプ曲げ機はコア機器の1つであり、温度制御が処理品質と機器の寿命を決定する重要な要素です。
1。油圧オイルの性能と温度の直接的な関係 2。シーリングシステムの信頼性の温度依存性 業界データ:油圧漏れ事故の65%以上は、温度暴走によって引き起こされるシール老化に関連しています 3。加工精度の温度感度 曲げ精度に対する温度の影響メカニズム 金属熱膨張と収縮→ダイギャップの変化0.02-0.05mm サーボバルブ応答遅延→制御精度は30%減少します 測定データ: 油温の標準範囲を超える10°Cごとに、角度偏差は0.3-0.5° 連続動作中に温度差が15°Cを超える場合、バッチ製品の許容範囲は制限を超えます 4。主要成分の温度制限保護 各コンポーネントの最大温度耐性 メンテナンスの推奨事項: 5。インテリジェント温度制御ソリューションの比較 1。基本的な計算式 最小曲げ半径(rmin)=材料伸び係数(α)×チューブ外径(d) 2。壁の厚さ補正式 壁の厚さ(t)が> d/20: φ50×2mmステンレス鋼パイプの曲げ: 特別なプロセス: 1。機器の準備リスト 2。段階的な操作プロセス 加熱制御: 曲げスキル: 3。質の高い受け入れ基準 加熱ゾーン粒サイズ≤グレード5 酸化物層の厚さ<0.1mm 曲げ角度誤差±1° 曲げ後にパイプがストレス安心しなければならない主な理由: 変形と亀裂を防ぐ: 材料特性の復元: 業界の仕様要件: 応力緩和方法: 曲げ品質を迅速に検査するための3段階の方法 2。寸法検査ツールキット 3。パフォーマンステスト 低コスト溶液の比較: 重要なヒント: アルミニウムチューブ/銅管を凍結して硬度を高めることができます(-18℃で2時間凍結) 金属チューブの代わりにPVCチューブを使用します(90%のコスト削減) チューブを曲げる方法を習得するための鍵は、適切なツールを選択し、曲げ速度を制御し、異なる材料に適切な方法を使用することです。 DIY愛好家にとって、手動チューブベンダーとヒートガンは経済的で実用的な選択肢です。産業用アプリケーションにはより洗練された cncチューブ曲げテクノロジー。 曲げチューブについてもっと質問がある場合は、コメントセクションでお気軽に共有してください! 電話:+86 185 6675 9667 このページの内容は、情報目的のみを目的としています。サードパーティのサプライヤーまたはメーカーがLongShengネットワークを通じて提供するパフォーマンスパラメーター、幾何学的許容範囲、特定の設計機能、材料品質と種類または出来事は推測すべきではありません。これはバイヤーの責任ですこれらのパーツの特定の要件を決定するために、パーツの引用を求めてください。
lsは、業界をリードする会社ですカスタム製造ソリューションに焦点を当てています。 5,000人以上の顧客にサービスを提供している20年以上の経験により、高精度 cnc machining 、
solution
ストレートパイプ +ジョイント
曲がったパイプ
材料コスト
high(複数アクセサリ)
low(one-sepiece Molding)
インストール時間
long(溶接/締めが必要)
短い(直接敷設)
メンテナンス周波数
high(ジョイントは漏れがちです)
low(強い完全性)
パイプ曲げ型の材料を選択する方法
カビは、特に
パイプの曲げプロセス、金型は瞬時の高圧にさらされる可能性があります(油圧パイプのベンディングマシンは、PEMPAに到達するなど、油圧式パイプのベンディングマシンに届きます。
パイプと金型の接着を避けるため(アルミムーウムチューブは、材料を備えています。治療。
熱い曲げプロセス(700°Cに加熱された曲げ鋼パイプなど)では、金型材料は高温に耐性があり、強度を維持する必要があります。
材料タイプ
該当するシナリオ
利点
短所
cost
Tool Steel(CR12MOV)
金属パイプ(銅、アルミニウム、低炭素鋼)の中小サイズのバッチのコールド曲げ
高硬度(HRC 58-62)、処理が簡単
耐食性ではなく、高温で柔らかくするのは簡単です
medium
合金鋼(h13)
ホット曲げプロセス(ステンレス鋼パイプ、厚壁パイプ)
高温抵抗(硬度を500°Cで維持)
表面ニトリッド治療が必要であり、コストは比較的高く
high
ポリウレタン(PU)
薄壁パイプ/プラスチックパイプアンチスクラッチ曲げ(PVC、銅パイプ)
弾性バッファー、パイプの表面を保護
短い寿命(約5000ベンド)
low
鋳鉄(qt600-3)
大きなパイプ曲げ機型(DN≥100mm)
圧縮強度が高く、衝撃吸収が良好
高いbrittleness、崩壊が簡単
low
carbide(yg8)
高精度CNCパイプ曲げ(航空宇宙チタン合金パイプ)
超高硬度(HRA 89)、寿命は100,000倍以上
処理が困難、高価
非常に高い

生産スケール
推奨資料
期待される人生
Small Batch/DIY(<1000ピース)
ポリウレタンまたは鋳鉄型
500-3000回
中バッチ(10,000〜50,000ピース)
Tool Steel(CR12MOV)
30,000〜50,000回
大バッチ(> 100,000ピース)
セメント炭化物(yg8)
100,000回以上
手動パイプベンディングは±0.5°精度を達成できますか?
1。制約
なぜ油圧パイプベンダーの温度制御が重要なのですか?
温度範囲
シールステータス
潜在的なリスク
<0℃
硬化
設置中の爆発のリスク(+80%)
15-60
最適な弾力性
通常のサービス寿命(約5年)
>80℃
軟化、拡張
シール故障の確率は300%増加しました
オイル粘度の変化→システム圧力±5%
制御方法
精度
応答速度
該当するシナリオ
空冷
±5℃
slow(30min)
小型機、断続的な操作
水冷
±3℃
medium(10min)
中サイズのマシン、一定の温度ワークショップ
半導体冷却
±1℃
fast(1min)
精密CNCパイプ曲げ機
インスタント航空宇宙グレード処理
±0.5℃
instant
aerospace-gred Processing
最小曲げ半径を計算する方法?
一般的な材料係数参照:
材料タイプ
α値範囲
典型的なアプリケーションシナリオ
低炭素鋼
2-3
構造スチールパイプ
ステンレス鋼304
3-4
フード機械パイプライン
アルミニウム合金6061-T6
4-5
自動車排気システム
銅管
1.5-2
冷蔵パイプライン
rmin補正=ベースrmin×(1 0.1×(t/d))
3。実用的なアプリケーションケース
rmin = 3×50 = 150mm→180mm金型が実際に使用されます車の排気管曲げの特別な要件は何ですか?
要件カテゴリ
特定の仕様
業界標準
マテリアル
409/304ステンレス鋼(800°高温に耐性)
sae j2530
丸み
曲げた後のセクションovality≤5%
iso 9001
表面処理
内部研磨(炭素堆積物を減らす)
epa排出規制
接続方法
フランジインターフェイス±0.2mm並列耐性
car oem Standard
しわを防ぐためにマンドレル曲げが必要です
酸化を防ぐために溶接後のアルゴン保護が必要です 火炎加熱を使用して厚い壁パイプを曲げる方法
ツール名
仕様
notes
オキシアセチレントーチ
中溶接ガン(No. 1-2)
ニュートラルフレームの調整
温度測定器
赤外線温度測定(0-1200℃)
通常のキャリブレーション
曲げ
radiusr≥3d
プリコート高温防止剤
パイプを曲げた後にストレスを和らげる必要があるのはなぜですか?

パイプ曲げの品質をすばやく検出する方法
1。外観検査
テスト項目
推奨ツール
精度要件
曲げ角
デジタルアングルルーラー
±0.1°
ovality
調整測定機
0.01mm
壁の厚さの減少率
超音波厚さゲージ
±0.05mm
家庭用肘のコストのヒントは何ですか?
要件
プロフェッショナルツール
diyの代替
コスト比較
小径金属パイプ
マニュアルパイプベンダー(¥ 300)
砂の詰め物 +ガスストーブ暖房 +木製ボード
¥ 30
pvcパイプ形成
スプリングパイプベンダー(¥ 50)
ヘアドライヤー加熱 +中空レンガの配置
¥ 0(古いアイテムの使用)
角度測定
デジタルディスプレイ角度計(¥ 200)
モバイルアプリ(アングルメーターなど)
free
要約
📧メール:info@longshengmfg.com
🌐ウェブサイト: https://lsrpf.com/ 
免責事項
LSチーム
詳細については、href = "https://lsrpf.com/"> www.lsrpf.com

FAQS
1.ベンダーなしでパイプを曲げるにはどうすればよいですか?
プロの機器がない場合、充填ホットベンディング方法を使用できます。パイプの直径に一致する円筒形の型(鉄の山や木製の杭など)を選択し、パイプルーメンを乾燥した細い砂で満たし、ポートを密封し、変形を防ぐために(変形を防ぐため)。薄壁のパイプ(壁の厚さ2mm以下)の場合、代わりにコールドベンドを使用できます - セクション(各5〜10°)の複数の曲がり角によって徐々に形成される自己メイドのレバーベンダー(チャネル、シャフト、ハンドルで構成される)を使用し、ストレスを軽減するために空心を持つ必要があります。この方法はR≥3Dの曲げを完了することができ、精度エラーは±2°以内に制御されます。 最低コストは、スプリングパイプベンダー(平均価格15〜30円)のみを購入する必要があるマニュアルスプリングパイプ曲げ方式です。または既存のリソースを使用する必要があります。高強度スプリング(ワイヤー直径3〜5mm)がチューブに通されます。銅パイプや外径25mm以下のアルミニウムパイプなどの柔らかい材料に適しています。最大2Dの曲げ半径は、精度を向上させるために木製の金型(自己メイドコスト≈¥0)で使用できます。炭素鋼パイプが処理されている場合、それらはホットベンディングと組み合わせることができます。これは、オレンジ色の赤(約900°C)で局所的に加熱され、手で曲げられ、単一の処理のコストは1円未満です。
コールドプレスパイプの曲げ方は、最も操作しやすいです。調整可能なマニュアルパイプベンダー(JD-25タイプ、150-300円など)を使用し、ターゲット半径にカビを調整し、クランプデバイスにパイプを挿入し、90°の曲げを直接引っ張り、加熱または充填せずに90°の曲げを完成させます。 8%。 PVCなどのプラスチックパイプの場合、ヒートガン(80〜150円)で加熱して軟化した後、円筒形の型の周りを曲げる方が簡単で、加熱温度は120-160°Cに設定され、回転と熱の回転と熱のために一定の速度に保たれ、30秒で頻繁にシェイプできます。方法?
2.曲げの最も安い方法は何ですか?
主流のチューブ曲げプロセスは、ローリングベンディング(精度±0.5°)、圧縮曲げ(効率30ピース/時間)、巻線(R≥1.5D)を含むコールドベンディング(室温処理)、中程度と薄い壁パイプに適した2つのカテゴリに分けられます。硬度材料。機器によれば、手動機械型(エラー±2°)、油圧数値制御タイプ(精度±0.1°)、およびサーボ電気タイプ(速度0.5〜5S/時間)に分割できます。レーザー曲げ(ミクロン精度)などの特別なプロセスは、精密医療機器の製造に使用されます。


