High-Temperatur-Gipsputz (auch als kalkiniertes Hochtemperaturputz oder keramischer Gips bezeichnet) ist ein speziell behandeltes Gipsmaterial. Die einzigartigen Merkmale spiegeln sich hauptsächlich in den folgenden Aspekten wider:
1. Hochtemperatur-Kalzinierungsprozess Kalzinierung bei einer hohen Temperatur von etwa 800 ° C bis 1000 ° C dehydriert den Dihydratputz vollständig (Caso₄ · 2H₂o) und konvertiert es in den mitbsen Plaster (Caso₄). Gleichzeitig ist die Kristallstruktur stabiler und die Wärmefestigkeit erheblich verbessert.
2. EXCELLENT hohe Temperaturwiderstand Es kann hohen Temperaturen über 500 ° C standhalten (gewöhnlicher Gips beträgt nur etwa 100 ° C), geeignet für Hochtemperaturumgebungen wie Präzisions-Casting .
Investmentputz wird für dünnwandige Präzisionsteile (wie Luftfahrtschaufel und Schmuck) verwendet, und der Sandputz ist für große, rau verarbeitete Teile (wie Gusseisenteile) geeignet.
4. Beispiele von typischen Rezepten
Gips des Investitionsgusss:
Zirkonpulver 45% Phosphatplaster35% Silica Pulver 15% Borsäure 5% (Hinweis: Vakuumtreue ist erforderlich, um Luftblasen zu reduzieren)
Quarzsand 65% α-Semi-HydratePlaster30% Bentonit 5% (Hinweis: Der Anteil des zugesetzten Wassers beträgt normalerweise 30-35%)
Warum Siliziumkarbid zum Aluminiumgussputz hinzufügen?
Die Zugabe von Siliziumkarbid (sic) zu Aluminiumgussputz basiert hauptsächlich auf seinen physikalischen und chemischen Eigenschaften zu optimieren Sie den Gussprozess . Die spezifischen Gründe und Auswirkungen sind wie folgt:
1.KORE -Funktion: Verbesserung der thermischen Leitfähigkeit
Thermalleitfähigkeitsvergleich:
Die thermische Leitfähigkeit des reinen Gips beträgt nur etwa 0,5 W/m · k, während nach Zugabe von 15-20% Siliziumcarbid (200 Mesh) die thermische Leitfähigkeit auf 2,8 W/m · k (ASTM D5470-Teststandard) steigt.
Verfestigungseffizienz:
Hochthermische Leitfähigkeit beschleunigt die Wärmeübertragung von Aluminiumflüssigkeit. Die Verfestigungszeit von Aluminiumlegierung.
2. Key -Wirkmechanismus
Funktionale Abmessungen
Prinzip Beschreibung
Wärmeleitungsverstärkung
sic hat eine dichte Kristallstruktur und eine hohe Phonon-Wärmeübertragungseffizienz, die den Wärme schnell aus der Aluminiumflüssigkeit entfernen und lokale Überhitzung vermeiden kann.
Thermalexpansions Matching
Die lineare Expansionskoeffizient (4,0 × 10⁻⁶/° C) befindet sich in der Nähe der Aluminiumlegierung (23 × 10⁻⁶/° C) und reduziert die Spannungsrisse des Formfasers.
Verstärkung des Verschleißwiderstands
sic-Härte (MOHS 9,5) verbessert die Fähigkeit der Schimmelpilzoberfläche, Aluminium-Flüssigkeitserosion zu widerstehen und die Schimmeldienste zu erweitern (ca. 30%).
3. Nebeneffektkontrolltechnologie
Antioxidationsbehandlung:
addieren Sie 0,5% Borsäure (H₃bo₃), um einen Borosilikat -Glasfilm bei hoher Temperatur zu bilden, die SIC -Oxidation (4sic + 3o₂ → 2sio₂ + 4c) zu hemmen und vermeiden Sie CO -Blasendefekte.
pH -Steuerung:
Behalten Sie den Wert des Aufschlämmungs-pH-Werts bei 9,5-10,2 (alkalische Umgebung) bei, um die Säurekorrosionsreaktion zwischen SIC und Gips (Caso₄) zu verhindern.
4. Tatsächliche Anwendungsdaten
Gussfehlerrate:
Die Oberflächenporosität beträgt etwa 5%, wenn SIC nicht hinzugefügt wird, und fällt nach dem Addieren auf 1,2% (da die Verstimmung beschleunigt wird, um die Gasretention zu hemmen).
sic hat das beste Gleichgewicht zwischen thermischer Leitfähigkeit, chemischer Stabilität und Kosten und ist ein ideales additiv für Aluminum-Casting-Gips .
Wie optimieren Sie die Permeabilität der Gipsform, ohne die Festigkeit zu beeinträchtigen?
Optimierung der Luftdurchlässigkeit ohne die Stärke der Gipsformen erfordert eine Synergie der Materialänderung, der Prozesskontrolle und des strukturellen Designs. So funktioniert es:
Materialoptimierung: steuert die Erzeugung der Porosität
(1) Präzise Zugabe von Schaummittel
Auswahl des Blasmittels: Natriumdodecylsulfat (SDS) (0,3-0,5%) wird verwendet, und seine molekulare Struktur (C₁₂h₂₅so₄na) bildet gleichmäßige Mikrobläschen (50-200 μm Durchmesser) in der Schlamm.
Wirkungsmechanismus: SDS reduziert die Oberflächenspannung der Flüssigkeit, und die Blasen sind stabil in der Putzmatrix verteilt, wodurch der durch übermäßige lokale Porosität verursachte Festigkeitsverlust vermieden wird (wenn die gemessene Blasenrate <3%beträgt, nimmt die Festigkeit nicht signifikant ab).
.
(2) verstärkte Faserverbindung
Fasertyp: Fügen Sie 0,1-0,2% Glasfaser (Länge 3 mM) oder Cellulose-Nanofaser hinzu, um den durch Schäumen durch Faserüberbrückung verursachten Festigkeitsverlust auszugleichen.
Datenvergleich: Wenn keine Faser hinzugefügt wird, nimmt die Festigkeit nach der Schäume um etwa 15% ab und die Festigkeitsrate nach Zugabe> 95%.
2. Prozesskontrolle: Vakuumtreue und Heilung
(1) Vakuum -Rühren -Parameter
Vakuum: -0,08 MPa (Absolutdruck ca. 0,02 MPa), unter diesem Zustand ist die Blasenerweiterung kontrollierbar und übermäßiges Zusammenführen wird vermieden.
Rührgeschwindigkeit: 300-400 U/min (Paddel-Agitator), um sicherzustellen, dass der Blasmittel gleichmäßig verteilt ist, aber die Blasenstruktur nicht überschüttet und zerstört.
(2) Optimierung der Heilungsbedingungen
Trocknungstemperatur: Phasener Erwärmung (40 ° C → 60 ° C → 80 ° C) verhindert, dass die Oberfläche Poren zu schnell verhärtet und versiegelt.
Feuchtigkeitskontrolle: Die relative Luftfeuchtigkeit beträgt 50-60%, was die Verdunstungsrate von Wasser verlangsamt und Mikrorisse verringert.
3.strukturales Design: Abgestufte Lochstruktur
Makroskopische Porosität: Richtungskanäle (0,5-1 mm Porengröße) werden durch 3D-Druck oder Schimmelpilze eingeführt, um die Effizienz des Gaspermeationspfads zu verbessern.
Mikroporosität: Die vom Blasmittel erzeugten Mikroporen (<200 μm) wirken als Hilfsoosmoseknoten, um ein durch das Netzwerk zu bilden.
Verbesserte Atmungsaktivität: Die abgestufte Struktur verbessert die Luftdurchlässigkeit um mehr als 50% (ASTM C577 -Test) und hält gleichzeitig eine Druckfestigkeit von 12 MPa (EN 13245 -Standard).
4. Leistungsüberprüfungsdaten
Index
Traditioneller Gips
Optimiertes Gips
Teststandard
Luftdurchlässigkeit (cm³/min)
20
30 (+50%)
ASTM C577
Druckfestigkeit (MPA)
12
12 (gleich)
EN 13245
Porosität (%)
15
25 (steuerbare Erhöhung)
ISO 5017
5. Schlüsselpunkte
Risiko eines übermäßigen Schaummittels: Das Hinzufügen von mehr als 0,7% SDS führt dazu, dass Blasen und Festigkeit um mehr als 30% sinken.
Kontrolle der Faserorientierung: Zufällig verteilte Fasern sind besser als Richtungsanordnung, was die Anisotropie der Permeabilität verursachen kann.
Wirtschaftsbalance: Die Gesamtkosten steigen um etwa 8-10%, aber die Form der Schimmelpilze wird um 20% verlängert (aufgrund einer verbesserten Luftdurchlässigkeit und einer verringerten thermischen Stressrisse).
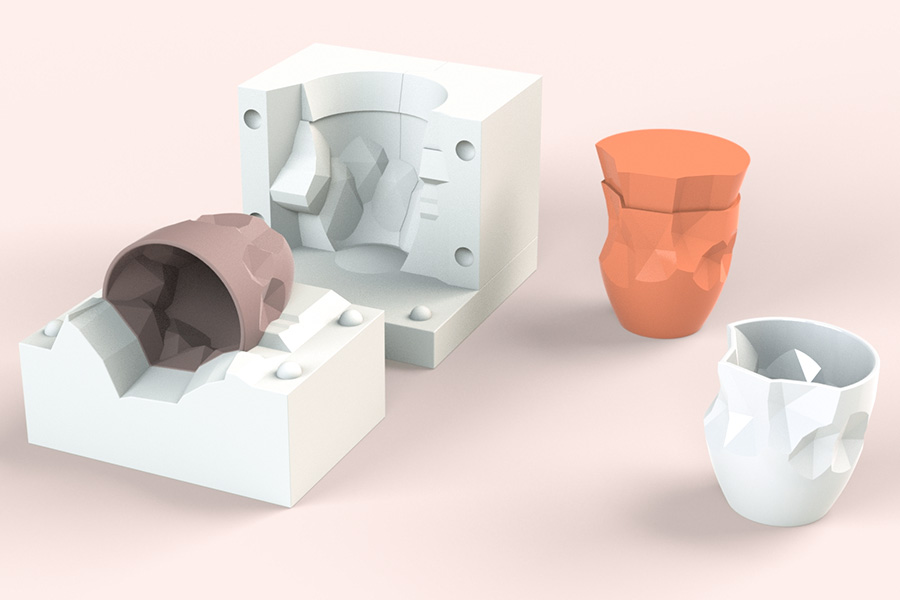
Warum Silikon mit Gips für komplexe Geometrien kombinieren?
1. Lösen Sie die Einschränkungen eines einzelnen Materials
Material
Vorteile
Nachteile
Verbesserungen nach der Verbindung
Gips
hohe Festigkeit, Hochtemperaturwiderstand, niedrige Kosten
hohe Sprödigkeit, schwer zu erfasst die komplexe Struktur
Gypsum als Stützskelett, um die Gesamtstärke zu gewährleisten
Silicon
Hohe Elastizität, Replikation feiner Texturen
Schlechte Temperaturwiderstand (<200 ° C)
Silikon als Hohlraumschicht, um Details genau zu replizieren
2. Die Kernvorteile von zusammengesetzten Formen
(1) Replikationsfähigkeit Ultra-hohe Präzision
Silikonschichtparameter:
Die Dicke beträgt 2 mm (an Land einer 40 Härte), die Flüssigkeit ist gut und kann mit 50 μm Texturen (wie Schmuckmuster, biomimetischen Strukturen) gefüllt werden.
Die Härtungsschrumpfungsrate beträgt <0,1%und die dimensionale Stabilität ± 0,02 mm (weit über den ± 0,1 mm reinen Gips).
Fall: Beim Gießen von 18-Karat-Goldanhängen ist die 50 μm-Textur (z. B. Details der Feder) durch die Verbundform 95% vollständig, während die reine Gipsform nur 30% behalten kann.
Release-Technologie: Das Sprühen einer Nano-Release-Beschichtung (z. B. PTFE-modifizierte Lösung) reduziert den Reibungskoeffizienten auf <0,1 und reduziert die Demoulding-Kraft um 70%.
(3) Synergie zwischen Stärke und Flexibilität
Lastverteilung: Die Gipsschale ist 90% Gussdruck ausgesetzt (wie 10 mPA-Auswirkungen von Aluminiumlegierungsinjektion), und der Silikon-Inneren dispergiert lokale Stress, um Risse zu verhindern.
.
Lebensdauervergleich: Die Verbundform kann mehr als 50 Mal wiederverwendet werden (nur 5-10 Mal für reine Silikonform und zerbrechliche Kanten für reine Gipsform).
Plastische RProvides Hochtemperaturstabilität und -wirtschaft. Diese Kombination ist besonders für Felder geeignet, die Präzision, geometrische Komplexität und Massenproduktionskosten (wie High-End-Schmuck, Präzisionsteile) erfordern und ein revolutionäres Upgrade traditioneller Einzelmaterialformen ist.
Zusammenfassung
in Metallguss Die Auswahl des Gips hängt direkt mit der Präzision, der Oberflächenqualität und der Lebensdauer des Gießens zusammen. α-Hemihydratplaster ist aufgrund seiner hohen Festigkeit, einer niedrigen Expansionsrate und der hervorragenden thermischen Stabilität zum Mainstream geworden, und der Hochtemperaturwiderstand (über 1600 ° C) kann durch Zugabe von freptorischen Füllstoffen wie Zirkonpulver und Silikonkarbid weiter verbessert werden.
für Gussteile mit hoher Präzision (wie Luftfahrt-Titan-Legierungs-Teile, Phosphat-modifizierte Plaster oder zusammengesetzte Silicon-Plaster-Schimmelpilze und Details, die Kraftverzinsung ausgleichen. In Zukunft werden mit der Integration von Nano-Modification und 3D-Drucktechnologie Gipsbasisgussformen zu einer höheren Effizienz und geringeren Kosten entwickelt und die Entwicklung der Vorbereitung der Präzisionsmetall weiterhin fördern.
Haftungsausschluss
Der Inhalt dieser Seite dient nur zu Informationszwecken. Es sollte nicht geschlossen werden, dass die Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, materielle Qualität und Art oder Verarbeitung, die der Drittanbieter oder Hersteller über das Longsheng-Netzwerk zur Verfügung stellt, zur Verfügung stellt. Dies liegt in der Verantwortung des Käufers ls ist ein branchenführendes Unternehmen Konzentrieren Sie sich auf benutzerdefinierte Fertigungslösungen. Mit über 20 Jahren Erfahrung in mehr als 5.000 Kunden konzentrieren wir uns auf eine hohe Präzision cnc maschinen , Fertigung , href = "https://lsrpf.com/3dprinting"> 3D-Druck
In industriellen Anwendungen wird α-Hemihydratputz (α-Caso₄ · 0,5H₂O) aufgrund seiner einzigartigen Leistungsvorteile als die beste Wahl anerkannt. Diese Plasteris durch Hochdruckautoklaven und die Kristalle sind eine dichte, kurze Säulenstruktur, was seine Druckfestigkeit (25-40 mPa) viel höher macht Auf dem Gebiet des Präzisionsgusss wie Investitionsguss von Luft- und Raumfahrtturbinenblättern oder Schmuck kann α-Gips die Details von 20 μm perfekt reproduzieren und dimeshsionale Stabilität bei der Dimesubly-Stabilität (Koeffizieren von linarer Linarverlagerung bei der Sünde von Linaren bei der Sünde, bei der Sünde, bei der Sünde, bei der Sünde, bei der Sünde, bei der Sünde, bei der Sünde, bei linarer Sünde (Koeffizieren von linarer Linarsear), können Sie bei der Stabilität von linarer Sünde (Koeffizieren von linarer Sünde). Temperaturen. Nachdem Sie durch den Dopping Nano -Aluminiumoxid- oder Silankupplungsmittel modifiziert wurden, kann der Verschleißfestigkeit und der Feuchtigkeitswiderstand weiter verbessert werden, um die Bedürfnisse extremer Arbeitsbedingungen zu erfüllen.
2. Kann Gips auf Metall verwendet werden?
Gips wird nicht nur für Metallguss verwendet, sondern spielt auch eine Schlüsselrolle in der modernen Branche . Wenn Sie als Beispiel Aluminiumlegierungsguss einnehmen, müssen mit Zirkonpulver (ZRSIO₄) (ZrSIO₄) (40-50%) gemischtes Phosphat-modifizierter Gips verwendet werden, um den Refraktär der Form 1600 ° C überschreiten und das Eindringen von geschmolzenem Aluminium zu vermeiden. Für Superlegierungen (z. B. Superlegierungen auf Nickelbasis) wird Siliciumcarbid (SIC) (15-20%) eingeführt, um die thermische Leitfähigkeit zu verbessern, kombiniert mit einem stickstoffgeschützten Sinterprozess (Sauerstoffgehalt <500 ppm), um das Riss von Formen zu verhindern. Die neuesten Untersuchungen zeigen, dass Verbundwerkstoffe auf 3D-Druckputzbasis (z. B. Phenolharze gips) direkt Turbinengussformen mit Kühlkanälen herstellen können, den traditionellen 6-wöchigen Schimmelpilzzyklus auf 72 Stunden verkürzen und den herkömmlichen Metallgussprozess stören.





 Warum Silikon mit Gips für komplexe Geometrien kombinieren?
Warum Silikon mit Gips für komplexe Geometrien kombinieren?

 FAQs
FAQs

