

在管道安装领域,汽车改装,家具制造,工业设备生产等,管道弯曲非常关键和技术要求。适当的管道弯曲对于确保管道系统的紧密度,强度和寿命至关重要。接下来,我们将详细介绍如何弯曲管道,包括弯曲技术对于不同的材料,工具选择和解决常见问题的解决方案,以帮助您有效地完成工作。
如何弯曲管和管道?
什么时候处理管道,弯曲方法取决于管道的类型和实际需求。常见的弯曲方法如下:
1。手动管道弯曲方法(适用于小直径管)
- 应用程序范围:它主要用于铜管,铝管直径≤25mm的薄壁钢管,由于其柔软的质地,易于手动操作。
- 需要工具:手动管道弯曲器,弹簧管弯管助手。
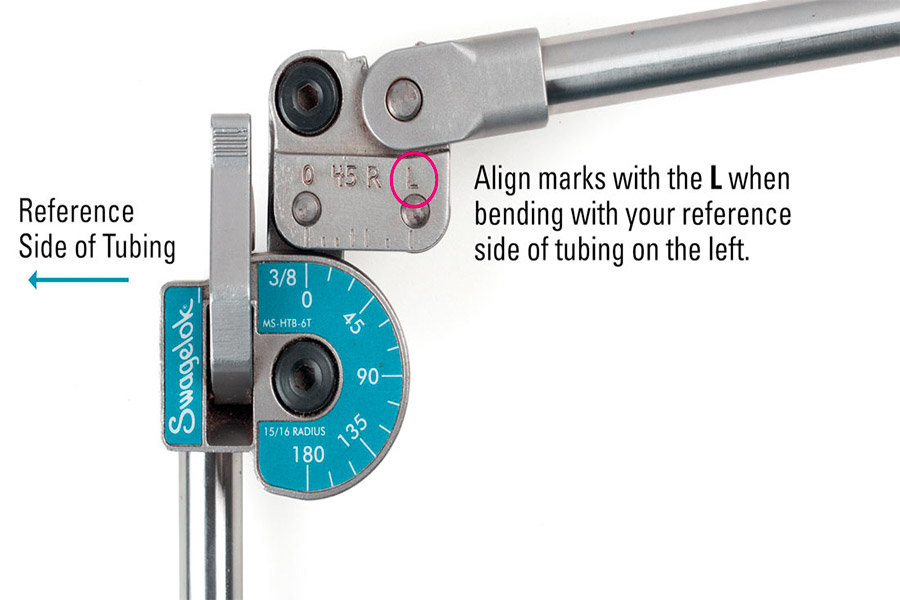
- 操作步骤:将管道放入管道弯曲卡插槽中以对齐起始位置,以恒定速度旋转手柄以防止管墙的变形,随时检查角度,并在达到标准时停止。
- 优点和缺点:低成本,简单操作,适用于少量处理;但是,它无法应对大直径或厚壁的管道,这很容易引起弯曲不佳。
2。热弯曲方法(适用于厚壁金属管)
- 应用程序范围:主要是钢管,不锈钢管和其他具有较大壁厚的金属管,易于弯曲易于破裂或变形。
- 需要工具:氧乙烯焊接枪,管道弯曲模具,温度计。
- 操作步骤:使用焊接火炬加热管道的弯曲部分,直到其深红色(约700°C),迅速将其移至弯曲和形成的霉菌自然冷却,避免冷却。
- 优点和缺点:它可以解决厚壁管弯曲的问题,并且成型是规则的。但是,需要严格控制温度和加热范围,并且火焰操作是风险的,因此需要专业的设备和经验。
3。液压 / CNC管道弯管(工业质量生产)
- 应用程序范围:它可以处理各种金属管,特别适用于大直径和厚壁管的高精度弯曲。
- 必需的设备:液压管弯管,CNC管道弯管。
- 操作步骤:输入设备系统中的管道参数,固定管道后,启动设备的自动弯曲,测量实际角度并根据回弹补偿调整参数。
- 优点和缺点:高弯曲精度,快速效率,适合批量生产;但是,设备很昂贵,操作员需要专业培训。
4。塑料管弯曲方法(PVC/PPR和其他常见的塑料管)
- 应用程序范围:喜欢PVC管道,PE管,PPR管等,这些管道通常用于建筑供水和排水,电管。
常见方法和步骤: - 热气枪加热法:使用热气枪将管道的弯曲加热至约150°C,在软化后将其弯曲成所需的角度,然后冷却并设置。
- 二氧化硅砂填充法:首先填充干燥的砂,并密封喷嘴,加热和弯曲,然后倒出沙子,以防止内壁塌陷。
- 优点和缺点:简单的操作,适合家庭或小型项目;但是,应严格控制加热温度和时间,以防止管道熔化和变形。
为什么需要弯曲管道?
在许多工程项目中,使用直管直接满足复杂的安装要求,例如:
1。节省空间并优化布局
在许多施工方案中,空间是有限的,直道很难满足复杂路径的需求。肘部可以绕过梁,电缆和其他管道,减少关节以减少泄漏的风险,并适合诸如汽车底盘和建造夹层的狭窄空间。例如,建筑物中狭窄天花板或墙壁上的水管可以弯曲以减少不必要的接头。汽车的排气管弯曲以避免底盘机械结构。
2。提高流体/气体运输的效率
连接到右角接头的直管可能会导致大量的流体阻力和压力损失。光滑的弯曲可以减少湍流,使流体流动更光滑,减少HVAC系统的能量消耗,液压线等,减少流体影响并磨损管道,并延长管道寿命。例如,在化学管道中使用大型肘部可以有效地降低液体耐药性并防止材料沉积。液压系统的弯曲管优化了压力转移并降低能耗。
3。提高结构强度和耐用性
与多个焊接接头相比,整个肘部具有更高的机械强度,否焊接弱点和良好的地震抗性,适用于汽车,航空和其他田地,可以降低腐蚀和泄漏的风险。例如,弯曲的自行车和摩托车框架的钢管可以使应力分布更加合理。工业设备框架可减少焊接接头并提高整体稳定性。
4。提高美学和设计灵活性
在装饰工程和产品设计中,肘部可以创建简化的外观,以满足家具,灯,栏杆等的设计需求,并且可以使用独特的形状定制,以实现无缝连接并避免接缝影响美学。例如,现代家具使用弯曲的金属管制作简单的桌子和椅子。在建筑装饰中,弯曲的不锈钢管用于创建楼梯扶手和展示架。
5。降低成本并提高安装效率
尽管弯曲需要专门的工具,但从长远来看,它可以减少所使用的管道量,节省关节和法兰成本,并减少安装过程中焊接和螺纹连接步骤的数量,这花费更少的时间。整个肘部比多个接头连接的管道更可靠,并且维护更加无忧。比较表明直管的成本关节很高,安装速度很慢,并且维护频繁,而肘管的材料成本低,快速安装和易于维护。

经济比较:
| 解决方案 | 直管 +接头 | 弯曲的管道 |
|---|---|---|
| 材料成本 | 高(多个配件) | 低(一件成型) |
| 安装时间 | 长(需要焊接/收紧) | 短(直接铺设) |
| 维护频率 | 高(关节容易泄漏) | 低(强烈的完整性) |
如何选择管道弯曲模具的材料?
在管道弯曲中,霉菌材料的选择直接影响生产效率,管道形成质量和霉菌寿命。无论是手动管道弯曲还是CNC管道弯曲机,选择错误的材料可能会导致模具快速磨损,在管道表面上划痕,甚至形成故障。下面我们将详细解释如何从三个维度科学选择弯曲模具材料:材料性能,处理方案和成本效益。
1。管道弯曲模具的核心性能要求
(1)戴阻力
模具需要在管道上承受高频摩擦,尤其是在处理高硬度管道(例如不锈钢和钛合金,材料的表面硬度必须≥HRC55。
(2)冲击力
在管道弯曲过程,模具可能会受到瞬时高压(例如液压管弯曲机的压力可能达到200MPA),并且该材料必须具有良好的韧性才能防止开裂。
(3)抗粘附
为了避免管道和模具之间的粘附(例如铝管很容易粘在模具上),有必要选择具有光滑表面或特殊处理的材料。
(4)热稳定性
在热弯曲过程(例如加热至700°C的弯曲钢管)中,模具必须对高温有抵抗力并保持强度。
2。公共管道弯曲模具材料的比较分析
| 材料类型 | 适用的方案 | 优势 | 缺点 | 成本 |
|---|---|---|---|---|
| 工具钢(CR12MOV) | 中小型金属管(铜,铝,低碳钢)的冷弯曲 | 高硬度(HRC 58-62),易于处理 | 易于在高温下软化,而不是耐腐蚀的 | 中等的 |
| 合金钢(H13) | 热弯曲过程(不锈钢管,厚壁钢管) | 高温抗性(在500°C下保持硬度) | 需要表面硝化处理,成本相对较高 | 高的 |
| 聚氨酯(PU) | 薄壁管/塑料管抗刮擦弯曲(PVC,铜管) | 弹性缓冲,保护管道表面 | 寿命短(大约5000弯) | 低的 |
| 铸铁(QT600-3) | 大型管弯机模具(DN≥100mm) | 高抗压强度,良好的冲击吸收 | 高脆性,易于崩溃 | 低的 |
| 碳化物(YG8) | 高精度CNC管道弯曲(航空航天钛合金管) | 超高硬度(HRA 89),寿命超过100,000次 | 很难处理,昂贵 | 很高 |
3。选择的关键因素和匹配解决方案
(1)根据管道的类型选择
- 软金属管(铜,铝):工具钢或聚氨酯(避免刮擦表面)
- 不锈钢/钛合金管:碳化物或H13钢,表面含有钛涂层
- 塑料管(PVC/PE):聚氨酯模具 +硅树脂保护盖

(2)根据处理技术选择
- 冷弯曲过程:CR12MOV工具钢(最佳成本性能)
- 热弯曲过程:H13热工作钢(高温阻力和抗疲劳性)
- 高速CNC弯曲:碳化物(高精度和长寿)
(3)根据生产批次选择
| 生产量表 | 推荐的材料 | 预期的生活 |
|---|---|---|
| 小批次/DIY(<1000件) | 聚氨酯或铸铁模具 | 500-3000次 |
| 中等批次(10,000-50,000件) | 工具钢(CR12MOV) | 30,000-50,000次 |
| 大批(> 100,000件) | 碳化物(YG8) | 超过100,000次 |
手动管弯曲可以达到±0.5°的精度吗?
在理想条件下,手动弯曲可以从理论上接近±0.5°精度,但由于以下原因,在实际应用中稳定实现非常困难:
1。约束
- 弹回效应:必须有回弹之后金属管是弯曲的(通常的弹力角度为1°〜5°),并且有必要依靠经验来预测弯曲量,但是很难准确控制手动调整。
- 操作误差:不平衡的手动力,管道弯曲清除耐度(±0.2〜1°)等将导致偏差。
- 测量工具的局限性:普通角尺的精度为±1°,高精度数字仪表(±0.1°)需要严格校准且复杂才能操作。
2。实施条件(苛刻)
- 特殊工具:使用带有角度补偿的手动管板条(例如Ridgid 404)与数字角度传感器结合使用。
- 材料一致性:管道的壁厚和硬度需要高度均匀(例如航空级铝合金管)。
- 操作员的技能:需要长期培训,单个调整需要5〜10分钟,这是极低效率的。
3。替代方案
- 为了达到±0.5°的稳定精度,建议这样做:
- 液压管弯管伺服控制系统(准确性±0.3°)
- CNC管道弯管(准确性±0.1°,需要编程和调试)
手动管道弯曲仅适用于精度要求≤±1°,±0.5°需要依靠半自动/全自动设备来实现的情况。
为什么液压管弯管的温度控制关键?
在金属管道加工,液压管弯曲机是核心设备之一,温度控制通常是决定加工质量和设备寿命的关键因素。
1。液压油性能与温度之间的直接关系
- 最佳工作温度范围:40-60℃
- 低温问题(<15℃):
- 石油粘度增加了30%以上
- 系统压力损失显着增加
- 电机启动负载增加50%
- 高温问题(> 65℃):
- 石油粘度降低50%
- 内部泄漏增加20-30%
- 氧化速度会增加(温度每10升升高每10升)
- 解决方案:安装智能温度控制系统以实时调整加热/冷却设备
2。密封系统可靠性的温度依赖性
| 温度范围 | 密封状态 | 潜在风险 |
|---|---|---|
| <0℃ | 硬化,靠着 | 安装过程中爆炸的风险(+80%) |
| 15-60℃ | 最佳弹性 | 正常使用寿命(大约5年) |
| >80℃ | 软化,扩展 | 密封失败的概率增加了300% |
行业数据:超过65%的液压泄漏事故与温度失控引起的密封老化有关
3。加工精度的温度灵敏度
温度对弯曲精度的影响机制
油粘度变化→系统压力波动±5%
金属热膨胀和收缩→模具间隙变化0.02-0.05mm
伺服阀响应延迟→控制精度降低30%
测量数据:
对于高于标准油温范围的每10°C,角度偏差增加0.3-0.5°
当连续运行期间温度差> 15°C时,批处理产品的公差将超过极限
4。密钥组件的温度限制保护
每个组件的最高温度公差
- 液压泵:70℃(超过警报将触发)
- 电磁阀:65℃(高温会引起轻松干扰)
- 高压软管:90℃(长期> 80℃将加速老化)
维护建议:
- 每500小时检查每500小时的油酸价值(TAN)
- 使用红外热成像仪定期扫描热点
5。智能温度控制解决方案的比较
| 控制方法 | 准确性 | 响应速度 | 适用的方案 |
|---|---|---|---|
| 空气冷却 | ±5℃ | 慢(30分钟) | 小型机器,间歇性操作 |
| 水冷却 | ±3℃ | 培养基(10分钟) | 中型机器,恒温研讨会 |
| 半导体冷却 | ±1℃ | 快速(1分钟) | 精密CNC管道弯曲机 |
| 即时航空级处理 | ±0.5℃ | 立即的 | 航空级处理 |
如何计算最小弯曲半径?
1。基本计算公式
最小弯曲半径(rmin)=材料伸长因子(α)×管外径(d)
常见材料系数参考:
| 材料类型 | α值范围 | 典型的应用程序方案 |
|---|---|---|
| 低碳钢 | 2-3 | 结构钢管 |
| 不锈钢304 | 3-4 | 食品机械管道 |
| 铝合金6061-T6 | 4-5 | 汽车排气系统 |
| 铜管 | 1.5-2 | 制冷管道 |
2。壁厚校正公式
当壁厚(t)为> d/20时:
rmin校正=基础rmin×(1 0.1×(t/d))
3。实际申请案例
φ50×2mm不锈钢管弯曲:
rmin = 3×50 = 150mm→180mm模具实际使用
汽车排气管弯曲的特殊要求是什么?
汽车排气管弯曲的特殊要求主要包括:
| 需求类别 | 具体规格 | 行业标准 |
|---|---|---|
| 材料 | 409/304不锈钢(对800℃高温抗性) | SAE J2530 |
| 圆度 | 弯曲≤5%后的卵子部分 | ISO 9001 |
| 表面处理 | 内部抛光(减少碳沉积物) | EPA排放法规 |
| 连接方法 | 法兰界面±0.2mm并行耐受性 | 汽车OEM标准 |
特殊过程:
需要弯曲以防止皱纹
焊接后需要保护氩保护以防止氧化
如何使用火焰加热弯曲厚的壁管?
1。设备准备清单
| 工具名称 | 规格 | 笔记 |
|---|---|---|
| 氧乙烯割炬 | 中型焊接枪(第1-2号) | 调整中性火焰 |
| 温度测量仪器 | 红外温度测量(0-1200℃) | 常规校准 |
| 弯曲模具 | 半径r≥3D | 预制高温防粘剂 |
2。逐步操作过程
- 预热处理:600-650℃均匀加热(碳钢)
加热控制:
- 移动速度:50-100mm/min
- 加热带宽:壁厚3倍
弯曲技能:
- 每15°弯曲一次
- 最终的弯曲温度> 500℃(反淬灭)
3。质量接受标准
加热区晶粒尺寸≤5级5级
氧化层厚度<0.1mm
弯曲角误差<±1°
为什么有必要在弯曲管道后缓解压力?
弯曲后必须减轻压力的主要原因是:
防止变形和破裂:
- 残余应力会导致后来加工的变形(误差 +0.3mm/m)
- 压力腐蚀破裂的风险增加了50%
还原材料特性:
- 冷工作硬化区域的硬度增加了20%,但韧性下降了40%
行业规范要求:
- ASME B31.3规定:壁厚变形率> 5%需要退火
压力缓解方法:
- 热处理:600-650℃绝缘1小时(碳钢)
- 振动老化:适用于大型管配件(成本降低70%)

如何快速检测管道弯曲的质量?
快速检查弯曲质量的三步方法
1。外观检查
- 使用10倍放大玻璃检查表面裂缝
- 评估氧化色均匀性(参考标准色卡)
2。维度检查工具套件
| 测试项目 | 推荐工具 | 准确性要求 |
|---|---|---|
| 弯曲角 | 数字角尺 | ±0.1° |
| 卵子 | 协调测量机 | 0.01mm |
| 壁厚降低率 | 超声厚度量表 | ±0.05mm |
3。性能测试
- 气压测试:工作压力5分钟的1.5倍
- 金属学检查:切割样品以观察谷物形态
家庭DIY肘部的成本技巧是什么?
低成本解决方案的比较:
| 要求 | 专业工具 | DIY替代方案 | 成本比较 |
|---|---|---|---|
| 小直径金属管 | 手动管道弯曲器(¥300) | 沙填充 +燃气炉加热 +木板模具 | ¥30 |
| PVC管道成型 | 弹簧管弯曲(¥50) | 吹风机加热 +空心砖定位 | ¥0(使用旧项目) |
| 角度测量 | 数字显示角度计(200) | 移动应用程序(例如角度计) | 自由的 |
关键提示:
铝管/铜管可以冷冻以增加硬度(在-18℃冻结2小时)
使用PVC管代替金属管(成本降低90%)
概括
掌握如何弯曲管的关键是选择正确的工具,控制弯曲速度,并为不同的材料使用适当的方法。对于DIY爱好者来说,手动管弯曲器和热枪是经济和实用的选择。虽然工业应用需要更复杂的CNC管弯曲技术。
如果您对弯曲管有更多疑问,请随时在评论部分中分享!
📞电话:+86 185 6675 9667
📧电子邮件:info@longshengmfg.com
🌐网站:https://lsrpf.com/

免责声明
此页面的内容仅用于信息目的。LS系列对于信息的准确性,完整性或有效性,没有任何明示或暗示的陈述或保证。不应推断,第三方供应商或制造商将通过Longsheng Network提供的性能参数,几何公差,特定设计特征,材料质量和类型或做工。这是买家的责任要求零件报价确定这些部分的特定要求。请与我们联系了解更多信息。
LS团队
LS是一家行业领先的公司专注于定制制造解决方案。我们拥有超过5,000多个客户的20多年经验,我们专注于高精度CNC加工,,,,钣金制造,,,,3D打印,,,,注入成型,,,,金属冲压,和其他一站式制造服务。
我们的工厂配备了100多个最先进的5轴加工中心,ISO 9001:2015认证。我们为全球150多个国家 /地区的客户提供快速,高效和高质量的制造解决方案。无论是小体积生产还是大规模定制,我们都可以在24小时内以最快的交付来满足您的需求。选择LS技术这意味着选择效率,质量和专业精神。
要了解更多信息,请访问我们的网站:www.lsrpf.com

常见问题解答
1.我如何弯曲没有弯曲的管道?
在没有专业设备的情况下,可以使用填充热弯曲方法:选择与管道直径匹配的圆柱状模具(例如铁桩或木桩),用干燥的细沙子填充管腔并密封端口(以防止变形),将弯曲的部分均匀地加热,直至均匀地弯曲,直至均匀地弯曲,直到将其深红色(约为600-800-800-800-800-800 c),并加热。对于薄壁管道(壁厚≤2mm),可以使用冷弯曲 - 使用自制杠杆弯曲器(由通道,轴和手柄组成),该弯曲逐渐形成,由部分(每条5-10°)中的多个弯曲形成,并且需要将其弯曲以缓解压力。该方法可以完成R≥3D的弯曲,并且精度误差在±2°之内得到控制。
2.什么是最便宜的弯曲方法?
The lowest cost is the manual spring pipe bending method, which only needs to purchase a spring pipe bender (average price of ¥15-30) or use existing resources: a high-strength spring (wire diameter 3-5mm) is threaded into the tube, one end is fixed with a vise at a predetermined bending point, and the other end is manually bent by lever principle.它适用于柔软的材料,例如铜管和铝管的外径≤25mm,弯曲半径高达2D,可与木制模具(自制成的成本约0)一起使用,以提高准确性。如果处理碳钢管,可以将它们与热弯曲结合在一起,热弯曲将其局部加热到橙色红色(约900°C),然后用手工弯曲,单个处理的成本小于1日元。
3.哪种弯曲方法最简单?
The cold-pressed pipe bending method is the easiest to operate: use an adjustable manual pipe bender (such as JD-25 type, ¥150-300), adjust the mold to the target radius, insert the pipe into the clamping device and directly pull the handle to complete the 90° bending, without heating or filling, a single person can complete the bending of Φ12-25mm metal pipe in 3 minutes, and the ovality is controlled within 8%.对于诸如PVC之类的塑料管,加热和使用热枪(¥80-150)的圆柱模具弯曲更容易,并将加热温度设置为120-160°C,并将加热温度保持在恒定的速度旋转和热量,并且可以在30秒内自由塑造。
4.管弯曲方法的主要类型是什么?
主流管弯曲过程分为两类:冷弯曲(室温处理),包括滚动弯曲(准确性±0.5°),压缩弯曲(30件/小时效率)和绕组(r≥1.5D),适用于中和薄的墙壁管道,以及通过当地供热(较厚)(Flame/indouncuction)的塑料改善(适用于较高的材料)(较厚)(较厚)(较厚)(较厚)。根据设备,可以将其分为手动机械类型(误差±2°),液压控制类型(准确性±0.1°)和伺服电类型(速度0.5-5s/time)。特殊过程(例如激光弯曲(微米精度))用于制造精确的医疗设备。


