

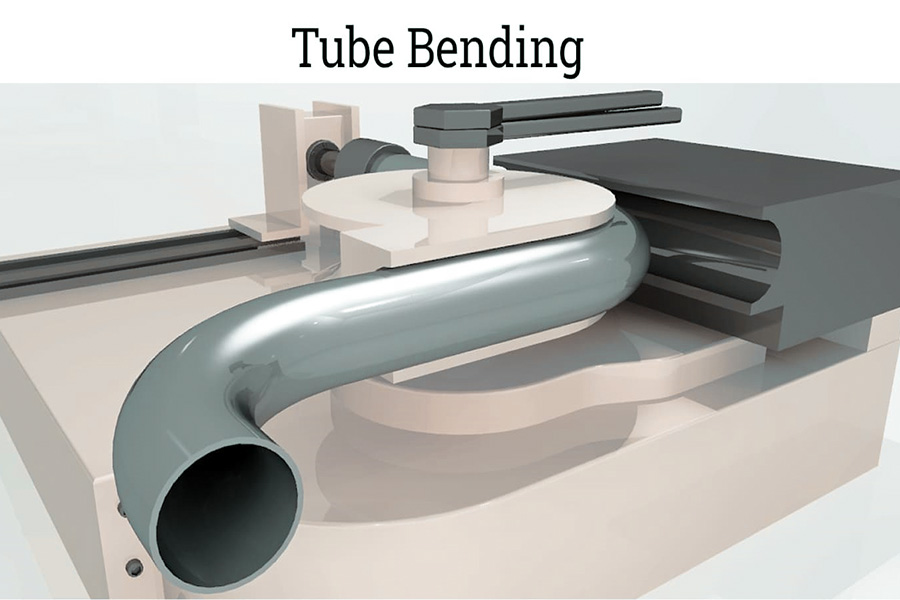
在现代制造的精确系统中管道弯曲技术就像想象力与现实之间的联系。汽车的咆哮排气系统,坚定的家具框架,高耸的建筑结构,甚至连纵横交错的工业管道网络都与此关键过程的精心技巧密不可分。准确的弯曲设计不仅是产品质量的坚实防御线,而且还是开放提高生产效率和实现成本优化的渠道的重要关键。本文将深入分析管道弯曲设计的实践技能,并为工程师和设计师提供优化产品设计的专业指南。
是什么导致试管弯曲中的回弹?
弯曲后的弹簧背弯是制造业中常见的问题,影响尺寸精度和组装性能。对春回和采取科学控制措施的原因有深刻的了解可以显着提高成型质量。以下是详细的分析和解决方案:
1。弹回的核心原因
(1)材料弹性变形恢复
①胡克定律:什么时候弯曲,材料同时经历弹性 +塑性变形,弹性部分在卸载后恢复
②关键影响参数:
- 弹性模量越高(e)越高,弹回的越高(例如钛合金反弹比铝合金更严重)
- 低屈服强度(σs)的材料更容易出现塑性变形
(2)残留应力释放
①弯曲过程中的不均应力分布:
- 外部的拉伸应力和内部压缩应力
- 卸载后的压力重新平衡导致形状弹回
②典型情况:
- 弯曲后304条不锈钢管的弹簧弯角可以达到3°-5°(GB/T的实际数据12777)
(3)过程参数不正确
①弯曲半径太小:
- 当r <2D时,塑性变形不足,弹回率增加了30%+(ASME B16.49警告阈值)
②过度形成速度:
- 当液压压力> 5mm/s时,材料流动性很差,应力浓缩
2。反弹控制的关键技术
转弯补偿法
(1)6061-T6铝合金管:
- 前弯角角=目标角2°(测得的最佳ASTM B241)
- 薄壁管(T <2mm)需要额外的0.5°
(2)Q235碳钢管:
- 根据直径厚度比(D/T)(20时D/T> 1.5°)调整补偿金
压力缓解热处理
(1)温度时间优化:
- 由于300°C的退火而导致的篮板率降低了82%(SAE AMS 2750标准)
- 钛合金500°C×2H(MIL-H-H-81200热处理规格)
(2)本地供暖技术:
- 通过感应线圈(±10°C温度控制精度)精确加热弯曲区(温度控制精度)
模具系统加强
(1)液压控制:
- 在≥45MPa时降低15%(ISO 12165压力标准)减少了15%
- 伺服电机±0.1MPA的闭环控制精度
(2)新的模具结构:
- 带有弹性垫块的复合模具(用于篮板补偿的专利设计)
- 多滚动渐进式弯曲(航空导管的特殊过程)
3。行业应用数据比较
| 材料类型 | 典型的春回角 | 建议的控制方案 | 标准基础 |
|---|---|---|---|
| 6061铝合金 | 2°-3° | 上空补偿 +低温退火 | ASTM B241 |
| 304不锈钢 | 4°-6° | 热弯曲 +液压校正 | GB/T 12777 |
| TC4钛合金 | 7°-10° | 热形成 +霉菌过压 | MIL-DTL-32567 |
4。终极解决方案建议
①数值模拟优先级:
- 使用自动型/dynaform预测回弹,误差<0.5°
②智能补偿系统:
- 激光扫描实时反馈 +机器人自动校正(行业4.0生产线配置)
壁管有多避免崩溃?
薄壁管(壁厚/直径比<0.05)易于倒塌,皱纹和其他缺陷。LS系统梳理该行业的有效的反崩溃策略,涵盖核心杆的选择,过程控制和创新支持技术。
1。Mandrel系统优化解决方案
(1)弹性mandrel的精确匹配
①直径计算公式:
- 聚氨酯Mandrel直径=管直径×0.92(CN113634765A专利的最佳值)
- 硅曼德尔适用于D <10mm的薄管(Shore Hartness 70a是最好的)
②多阶段组合设计:
- 前部碳化物指南(HRC55)
- 中部弹性体反皱模块
- 尾部空气压力补偿装置(0.2-0.5MPA)
(2)金属mandrel的特殊处理
①304不锈钢mandrel:
- 表面特氟龙涂层(摩擦系数<0.1)
- 开放式轴向油凹槽(润滑油压≥15bar)
2。过程参数的精确控制
(1)速度和温度管理
①饲料速度规范:
- 壁厚1-2mm:≤5mm/s
- 壁厚<1mm:≤3mm/s(EN 10305-4强制性)
②加热辅助弯曲:
- 铝合金200-250℃(6061-T6)
- 不锈钢850-900℃(需要氩保护)
(2)模具系统增强
①分析模具优化:
- 腔公差±0.02mm(ISO 12164-2标准)
- 添加侧向滚动块(可调节反抗压力)
3。应用创新支持技术的应用
(1)固体介质填充方法
①NaCl粉末特征:
- 熔点801℃(适用于高温合金管)
- 80-120网格粒径(最佳流动性)
②操作点:
- 填充密度≥95%
- 弯曲后溶解在热水中(环保过程)
(2)低熔点合金支持
①木材合金配方:
- BI50%/PB27%/SN13%/CD10%(熔点70℃)
- 适用于铜镍合金管
4。特殊材料响应策略
| 管类型 | 最大壁厚比 | 推荐的抗冲突解决方案 | 标准基础 |
|---|---|---|---|
| 航空铝合金 | 0.03 | 液氮冷却 +聚氨酯mandrel | AMS 2772G |
| 核电不锈钢管 | 0.04 | 内壁激光覆层 +液压隆起 | ASME B31.1 |
| 医疗钛合金薄管 | 0.02 | 可溶性金属芯 +微弯曲技术 | ISO 13485 |
5。质量验证方法
①工业CT检测:
- 分辨率≤10μm(ASTM E1695标准)
- 3D重建分析壁厚度降低率
②流体测试:
- 直径量规可传递测试(GB/T 26080)
- 气压测试1.5倍工作压力

无缝与焊接管的最大弯曲角度是多少?
不同管道制造过程的弯曲极限存在显着差异,对这些限制的正确理解对于管道项目的安全至关重要。以下是根据国际标准汇编的详细技术规格:
1。无缝钢管的弯曲极限规格
(1)一般不锈钢无缝管
①ASTM A269标准规定:
- 最大允许弯曲角:180°(完全折叠)
- 关键限制:仅在直径与厚度比D/T≥15时才能实现
- 典型应用:制药行业中的干净管道系统
②特殊工作条件要求:
- 316L医疗级管道:必须保证弯曲后的内表面粗糙度RA≤0.8μm
- 低温环境(-196℃):弯曲半径必须≥8D(ASME B31.3补充要求)
(2)用于高压锅炉的无缝管道
①ASME SA106规格:
- 碳钢管的最大弯曲角:120°
- 墙壁厚度补偿公式:每10°增加角度,壁厚必须增加5%
2。焊接钢管的弯曲限制
(1)直缝焊接管(ERW)
①API 5L标准要求:
- 基本限制:90°(x60以下的钢级)
- 焊接处理规格:
- 弯曲之前需要600×2H退火(消除焊接应力)
- 弯曲轴应与焊接的角度为45°
②石油和天然气管道的特殊规定:
- 酸性环境的管道:最大角度降低至60°
- 冷弯曲变形率控制为≤3%(NACE MR0175抗腐蚀要求)
(2)螺旋焊接管
①ASME B36.11M禁令:
- 严格禁止超过45°的冷弯曲
热弯曲过程要求:
- 加热温度:900±20℃(Q235材料)
- 焊接UT测试是同时需要的
3。关键影响因素的比较分析
| 确定因素 | 无缝管影响 | 焊接管影响 | 解决方案 |
|---|---|---|---|
| 直径与厚度比(D/T) | ★★★★★ | ★★★★ | d/t <10时使用热弯曲过程 |
| 材料延展性 | ★★★★ | ★★★★★ | 使用高阻力焊接管,例如L485MB |
| 焊接质量 | - | ★★★★★ | 弯曲前100%RT检查 |
| 形成温度 | ★★ | ★★★★ | 在低温环境中预热至10℃ |
4。工程实践建议
(1)管道弯曲过程的选择
①适用于冷弯曲的方案:
- 无缝管:d/t≥15,角度≤180°
- ERW焊接管:退火后角度≤90°
②必须使用热弯曲的情况:
- 螺旋焊接管的弯曲任何角度
- 高级管道管道(X70及以上)
(2)质量验证方法
①非破坏性测试的关键点:
- 无缝管:弯曲侧外壁厚度的稀疏速率(≤15%)
- 焊接管:焊接区域穿透试验(PT)
②机械性能测试:
- 弯曲≤30HV后硬度增加(ISO 6507标准)
- 圆度偏差≤5%(GB/T 19830要求)
5。有关特殊材料的其他信息
双工不锈钢管:
- 无缝管2205:最大150°(需要解决方案处理)
- 焊接管2507:限制60°(避免σ相沉淀)
钛合金管:
- 无缝Gr.2:冷弯曲极限120°(AMS 4943)
- 焊接Gr.5:禁止弯曲(需要850℃热形成)
为什么Mandrel设计影响表面表面表面?
(1)接触应力的分布不平
①分段曼德尔:8段铰链结构可将应力波动降低70%,表面粗糙度ra3.2μm(ISO 1302标准)
②压力梯度控制:前压保持在25MPA,后压在8MPA处保持,以消除皱纹
(2)摩擦系数控制
| 核杆材料 | 表面处理 | 摩擦系数 | 适用的方案 |
|---|---|---|---|
| 碳化物 | 钻石涂料 | 0.02 | 医学级精密管 |
| 聚氨酯 | 镜像抛光 | 0.15 | 薄壁铝管(T<1mm) |
(3)温度场管理
- 液氮冷却mandrel:弯曲钛合金以防止α相沉淀时温度控制<150°C(AMS 4943)
- 感应加热系统:温度波动±5°C,以确保均匀的材料流动
弯曲大直径时如何防止皱纹?
(1)Mandrel系统优化
①液压支撑mandrel:直径≥200mm时,内部压力保持在15-20MPA(EN 10305-4)
②多球mandrel:5球设计,间距= 1.5D(D是管直径)
(2)过程参数控制
| 管道直径(mm) | 最小弯曲半径 | 推荐速度(mm/s) | 温度控制 |
|---|---|---|---|
| 200 | 4d | 2 | 正常温度 |
| 300 | 5d | 1.5 | 本地加热150℃ |
(3)增强霉菌
- 分析辊组:3组辅助辊,压力梯度增加(10/15/20MPA)
- 横向压力阻滞:防止横截面卵形超过公差(GB/T 19830需要≤3%)
多平面弯曲的隐藏成本是多少?
(1)流程调试成本
①替换霉菌的时间消耗:对于每次额外的平面,调试时间增加4-6小时
②测试件损失:平均需要5-8个测试弯曲才能达到标准
(2)质量风险成本
累积误差:对于每个附加弯曲表面,角度耐受性均升高±0.5°(ISO 2768)
废料率:3D弯曲的废料速率比单个弯曲(汽车排气管的实际数据)高300%
(3)设备损失
| 弯曲维度 | 磨损速率 | 液压系统负载 |
|---|---|---|
| 单个平面 | 1倍 | 100% |
| 三个飞机 | 2.5倍 | 180% |
什么材料需要弯曲?
(1)高强度材料
①钛合金:
热弯曲温度750-900℃(MIL-DTL-32567)
②inconel 718:必须是热弯,冷弯曲率100%
(2)厚壁的管道
碳钢:T/D >0.1需要加热至600-800℃
不锈钢:壁厚>12mm需要局部感应加热
(3)特殊工作条件
| 材料 | 冷弯曲极限 | 热弯曲规范 |
|---|---|---|
| 双工不锈钢 | r <5D需要热弯曲 | ASTM A790 850℃±20℃ |
| 铝合金7075 | 任何弯曲都需要热弯曲 | AMS 2772G 200-250℃ |
如何有效验证弯曲质量?
(1)尺寸检测
①三坐标测量:
角度公差±0.5°(ISO 2768-m等级)
直度≤0.1mm/300mm
②go/no-go仪表检测:
GO/NO-GO GAUGE通过率100%(GB/T 26080)
(2)表面质量
粗糙度检测:RA≤3.2μm(医用管需要RA0.8μm)
工业CT扫描:分辨率20μm,检测内部皱纹
(3)性能测试
| 测试类型 | 标准方法 | 合格的指数 |
|---|---|---|
| 压力测试 | 1.5倍工作压力 | 保持压力10分钟而不会泄漏 |
| 金属分析 | ASTM E3 | 谷物变形≤30% |
| 疲劳测试 | 10^6个周期 | 没有裂纹延伸 |
概括
通过整合分段的mandrel设计,智能温度和压力控制以及精确的过程参数优化,结合国际标准(例如ISO/ASTM和AI预测模型),现代的管弯曲技术成功地克服了行业缺陷,皱纹和弹簧等行业问题,例如在RA的超平面范围内进行诸如ra≤0.8μm的超平面范围,例如,在ra≤0.8μm的超平面范围内实现了范围。 0.5%。结合工业CT和三坐标完整检查系统,已经构建了从设计模拟到智能制造的闭环质量生态系统,为复杂的管道处理提供了经济可靠的解决方案。
📞电话:+86 185 6675 9667
📧电子邮件:info@longshengmfg.com
🌐网站:https://lsrpf.com/

免责声明
此页面的内容仅用于信息目的。LS系列对于信息的准确性,完整性或有效性,没有任何明示或暗示的陈述或保证。不应推断,第三方供应商或制造商将通过Longsheng Network提供的性能参数,几何公差,特定设计特征,材料质量和类型或做工。这是买家的责任要求零件报价确定这些部分的特定要求。请与我们联系了解更多信息。
LS团队
LS是一家行业领先的公司专注于定制制造解决方案。我们拥有超过5,000多个客户的20多年经验,我们专注于高精度CNC加工,,,,钣金制造,,,,3D打印,,,,注入成型,,,,金属冲压,和其他一站式制造服务。
我们的工厂配备了100多个最先进的5轴加工中心,ISO 9001:2015认证。我们为全球150多个国家 /地区的客户提供快速,高效和高质量的制造解决方案。无论是小体积生产还是大规模定制,我们都可以在24小时内以最快的交付来满足您的需求。选择LS技术这意味着选择效率,质量和专业精神。
要了解更多信息,请访问我们的网站:www.lsrpf.com



