

MIG 和 TIG 焊接都是常见的焊接方法它们有许多相似之处,因为它们都使用电弧和保护气体。然而,这两种方法之间也存在重大差异,主要在于它们使用的电极。MIG 焊接使用机器自动送入的实心焊丝来产生电弧,而 TIG 焊接使用非消耗性电极和手动填充棒
双焊接技术生产出高质量的接头并且可以连接各种不同的材料。但是,由于它们是不同的工艺,因此适用于不同的场合。要选择正确的焊接方法,您必须比较 MIG 和 TIG 焊接。下面,我们就来看看这两款流行的区别焊接方法.
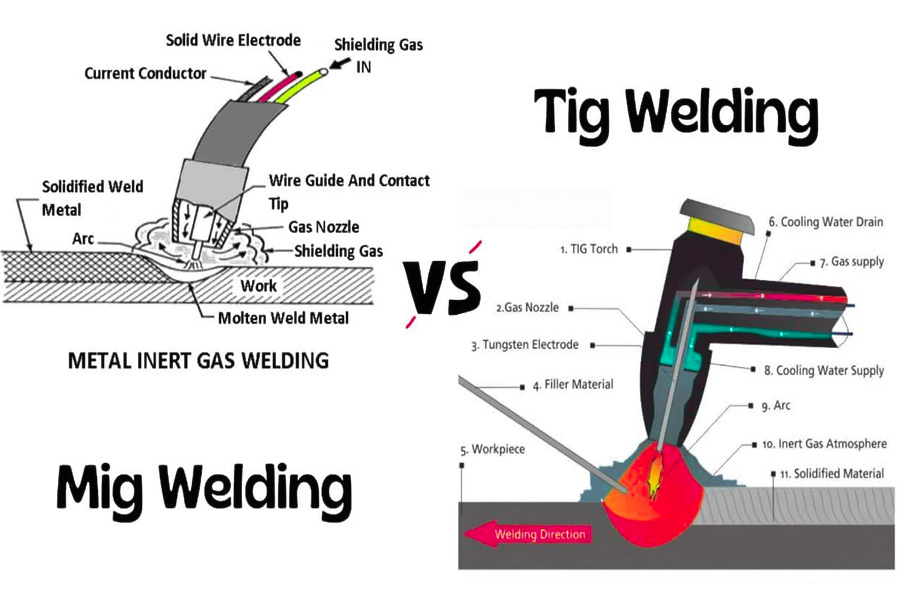
什么是 TIG 焊接?
TIG(钨极惰性气体保护焊)焊接,也称为 GTAW(钨极气体保护焊)是一种精确且用途广泛的工艺特别适用于焊接铝、不锈钢和其他有色金属的薄板。用这种方法生产的焊缝不仅具有很强的机械性能,而且具有特别美丽的外观。
在 TIG 焊接过程中,非消耗性钨电极和工件之间会形成电弧。与 MIG 焊接不同,这种钨电极在整个过程中不会熔化焊接工艺并保持完整。电极固定在 TIG 焊枪中,TIG 焊枪不断喷射惰性保护气体以保护焊接区域免受污染。这种保护气体通常是氩气或氦气。
开始焊接时,焊工将钨电极轻轻接触工件,然后在保持电弧长度的同时迅速拉开。一旦电弧产生热量,它就会熔化工件和填充材料(如果使用)以形成熔池。如有必要,机械师可以手动将填充金属送入熔池中。
什么是 MIG 焊接?
MIG 焊接,也称为气体保护金属电弧焊 (GMAW),是一种连接金属零件的方法使用消耗性电极和保护气体。它因其多功能性和广泛的用途而被广泛使用。
在 MIG 焊接过程中,焊枪不断将焊丝(主要是钢)送入焊接现场。电极熔化形成熔池,与贱金属融合。焊枪还会喷洒保护气体,以防止污染焊接现场。这种保护气体可以是氩气或氩气和二氧化碳的混合物。
当电流通过电极时,它会产生非常热的电弧,从而熔化电极和贱金属。熔融的电极材料就像填料一样,当它凝固时,会形成牢固的连接。MIG 焊接速度非常快因为电极进给是连续的。它通常用于汽车、建筑和制造等行业,以连接钢、铝和不锈钢等金属。

TIG 和 MIG 焊接有什么区别?
为了为您的项目选择更好的方法,您需要了解它们之间的区别。了解 TIG 和 MIG 焊接的区别有助于您有效地比较它们.在我们详细研究它们之前,以下是主要区别的总结:
MIG 焊接与 TIG 焊接差异表
| 特征 | TIG 焊接 | MIG 焊接 |
| 焊接强度 | 通常更强 | 产生坚固的焊缝 |
| 焊接速度 | 速度较慢,需要更多时间和技巧 | 更快,是高产量的理想选择 |
| 电源 | 根据金属类型使用 AC 或 DC | 使用具有恒定电压特性的 DC |
| 使用的电极 | 带有单独填充棒的非消耗性电极 | 用作填充剂的消耗电极 |
| 焊接气体 | 纯氩;氩气与氦气、氮气或氢气的混合物 | 氩气-CO2 混合物(75% 氩气,25% CO2) |
| 冷却系统 | 由于产生的热量较高,因此经常使用水冷式割炬 | 通常使用风冷式割炬,对于高温,可选水冷式割炬 |
| 焊缝外观 | 创建干净、美观的焊缝,非常适合可见工件 | 产生良好的焊缝;并不总是对外观至关重要 |
| 可焊接金属 | 更适合薄金属;精确控制可减少翘曲和烧穿 | 适用于较厚的金属;高生产率 |
| 成本 | 较高的初始成本、较慢的工艺会增加每英尺珠子的成本 | 更低的初始成本,更快的工艺降低了每英尺珠子的成本 |
哪个设备成本更低?
什么时候考虑 TIG 和 MIG 焊机的成本,您可以查看两个关键维度:启动成本和耗材成本。
1.启动成本比较
(1)TIG 焊机
价格范围在 2500 到 8000 之间,这个价格涵盖了高频引弧组件。
(2)MIG 焊机
价格从 800 到 3000 不等,送丝系统的成本比其他同类设备低 40%。
结论
MIG 焊机的启动成本明显低于 TIG 焊机.即使您选择价格高达 3000 的高端 MIG 焊机,与 TIG 焊机 500 的最低配置相比,您仍然可以节省 2500 美元;而这个价格只有 TIG 高端型号 37.5 价格的 8000%。
2.耗材成本比较
(1)TIG 焊机
钨电极需要定期更换,每包 50 个,需要纯氩气,每罐 200 个。假设每月 1 包钨电极和 1 罐氩气,耗材的年成本计算如下:
(50 + 200) × 12 = 3000 USD/年
(2)MIG 焊机
虽然用户没有明确给出耗材的具体成本,但已知送丝系统的成本要低 40%。假设 MIG 焊丝和气体的成本是 TIG 焊机的 60%,并且消耗量相似,那么每年的耗材成本大约为:
3000 × 60% = 1800 美元/年
全面的成本分析
短期(1 年内)
MIG 焊机的总成本较低,计算为 3000 的启动成本加上 1800 的消耗品成本,总共 4800,而 TIG 焊机的总成本为 2500 加上 3000 的消耗品成本,总共 5500。
长期 (>1 年)
这TIG 焊机的耗材成本一直处于较高水平,两者的成本差距会随着时间的推移而增大。
最后结论
无论是启动成本,还是长期耗材成本,总体MIG 焊机的成本低于 TIG 焊机.如果您想进一步降低 TIG 焊机的成本,请考虑回收氩气或选择耗材消耗量较低的型号。
其他想法,例如添加或删除比较,或结论部分的新要求,可以告诉我,我会继续改进。

材料选项有何不同?
有TIG 焊和 MIG 焊在材料选择上的显著差异.下表是详细分析:
| TIG 焊接 | MIG 焊接 | |
|---|---|---|
| 有色金属 | 非常适合焊接不锈钢、铝、镁、钛、铜及其合金等 | 它可用于焊接铝合金等有色金属,但一些高纯度有色金属可能需要更严格的工艺控制 |
| 铁的 | 它适用于焊接几乎所有金属和合金,例如高熔点的黑色金属 | 广泛应用于低碳钢、低合金钢等黑色金属的焊接 |
| 板厚 | 更适合焊接薄板和精密部件 | 更适合焊接厚板和大型部件 |
| 特殊材料 | 航空航天领域的钛合金部件等优质材料 | 镀锌钢板和其他涂层材料(需要特殊气体) |
强度差异是什么?
静态强度对比
| 焊接方法 | 典型数据 | 材料适应性 | 有利场景 |
|---|---|---|---|
| TIG 焊接 | 拉伸强度≥母材的 90%(铝合金高达 310MPa) | 有色金属,如铝合金、不锈钢和钛合金 | 航空航天、医疗设备、精密仪器 |
| MIG 焊接 | 强度为母材的 85%-95%(碳钢典型值为 550MPa) | 碳钢、镀锌钢板、铝合金中厚板 | 汽车制造、钢结构施工、批量生产 |
主要区别:
TIG 焊接通过精确控制热输入来确保纯焊接金属,特别适用于焊接有色金属(如铝合金和钛合金),强度接近母材。
由于高热量输入,MIG 焊接可能会导致焊粒粗化,强度略低于 TIG,但在焊接碳钢等黑色金属时仍可提供更高的强度。
疲劳性能比较
| 焊接方法 | 循环寿命优势 | 影响因素 | 增强的技术 |
|---|---|---|---|
| TIG 焊接 | 循环寿命比 MIG 长 30%(ASTM E466 测试) | 焊缝均匀性、缺陷控制 | TIG 重熔法(改进的脚趾形状) |
| MIG 焊接 | 疲劳寿命相对较低 | 由于热量输入而导致的晶粒粗化和应力集中 | 焊接参数和后处理需要优化 |
主要区别:
TIG 焊接焊缝缺陷少,结构均匀,其疲劳性能明显优于 MIG。
TIG 重熔可以进一步消除焊趾缺陷并增加疲劳允许应力幅值,适用于高周疲劳场景(如航空航天)。

哪个更适合铝?
对于铝合金焊接,TIG 焊和 MIG 焊各有优势,但总的来说,TIG 焊接在焊接铝合金方面表现更好。以下是铝合金焊接中两种焊接方法的具体比较:
1.铝的 TIG 焊接优势
焊接优质铝合金:
TIG 焊接能够焊接 5 系和 7 系航空航天铝等优质铝合金.这些铝合金对焊接质量提出了极高的要求,而 TIG 焊接凭借其精确的电弧控制和良好的焊接成型能力能够满足这些要求。
对于5系和7系航空铝材的焊接,通常需要采用交流电(AC)模式,并与氦气结合使用,以获得更好的焊接效果。
小热影响区:
TIG 焊接的热影响区很小,只有 1.2 毫米左右。相比之下,MIG 焊缝具有较大的热影响区,可以达到 3.5 毫米。较小的热影响区有助于减少焊接对母材性能的影响,保持铝合金的强度和韧性。
阴极净化:
TIG 焊接具有阴极清洗作用,可有效去除氧化膜和杂质铝合金表面,提高焊缝质量。
2.铝材 MIG 焊接的局限性
送丝系统问题:
MIG 焊接 焊接铝合金时,送丝系统容易出现铝丝卡住的问题。这主要是由于铝合金的熔点低和流动性好,很容易导致送丝轮的铝或线材卡住。为了解决这个问题,通常需要一个特殊的 U 型槽进给轮。
气孔问题:
什么时候MIG 焊接铝合金,焊缝中容易出现气孔。这主要是由于铝合金对氢的溶解度高,而氢在焊接过程中很容易进入焊缝。为了减少气孔的产生,焊接后通常需要喷丸处理。
焊接过程如何影响金属选择?
1. TIG 焊接(气体保护钨焊接 - GTAW)
- 金属类型:TIG 焊接的最大优点是它可以焊接多种金属和合金,包括不锈钢、镍合金、钛、铝、镁、铜等。其集中的电弧和可控的热输入使其成为焊接薄板、高熔点金属的理想选择。对于活性金属(如铝、镁)及其合金,TIG 焊接可以有效防止氧化,并通过惰性气体保护(如氩气)确保焊缝质量。
- 局限性:而TIG 焊接应用范围广泛,对于大批量生产和厚板焊接,效率可能较低。
2. MIG 焊接(气体保护金属电弧焊 - GMAW)
- 金属类型:MIG 焊接适用于不锈钢、铝、镁、铜等金属.与 TIG 焊接类似,MIG 焊接使用惰性气体(如氩气)或反应性气体(如二氧化碳或气体混合物)进行保护。对于需要更高焊接速度和更大熔深的焊缝,MIG 焊接是更合适的选择。
- 局限性: MIG 焊接对焊接环境要求高,并且必须保证气体保护效果,避免焊缝氧化。

总结
TIG 焊和 MIG 焊在焊接原理方面存在显着差异、运行特性、应用领域、设备组成、焊接质量和外观。TIG 焊接广泛应用于航空航天、核工业等领域由于其焊缝质量高、作特性优良;而 MIG 焊接在汽车制造中占有重要地位、钢结构施工等领域由于其高速焊接能力和简单的作特性。在实际应用中,应根据具体需要和材料特性选择合适的焊接方法。
免責聲明
本页内容仅供参考。LS 系列对于信息的准确性、完整性或有效性,不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过隆盛网络提供的性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买方的责任询价 零件以确定这些零件的具体要求。请联系我们了解更多EFOrmation.
LS 团队
LS 是一家行业领先的公司专注于定制制造解决方案。凭借 20 多年为 5,000 多家客户提供服务的经验,我们专注于高精度CNC 加工,钣金加工,3D 打印,注塑,金属冲压 /和其他一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球 150 多个国家/地区的客户提供快速、高效和高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能满足您的需求,最快在 24 小时内交货。选择LS 技术它意味着选择效率、质量和专业精神。
要了解更多信息,请访问我们的网站:www.lsrpf.com
常见问题
1.哪种焊接方法最强?
焊接的强度取决于许多因素,包括焊接材料、焊接工艺、焊工技能和焊接环境。在常见的焊接方法中,TIG(钨极惰性气体保护焊)和 MIG(金属惰性气体保护焊)可以提供高焊接强度。但是,对于哪种焊接方法更强,并没有绝对的答案,因为每种方法都有其适用的场景和优势。当需要高精度和高质量的焊缝时,TIG 焊接通常更受欢迎;当需要高效率和大规模生产时,MIG 焊接可能更合适。因此,应根据具体需要和条件确定焊接方法的选择。
2.TIG 焊接和 MIG 焊接有什么区别?
TIG 焊接和 MIG 焊接在许多方面有所不同。首先,TIG 焊接使用钨作为电极,并通过惰性气体保护熔池。适用于薄板和精密零件的焊接,对作技能要求高;而 MIG 焊接使用连续进料的易熔焊丝作为电极,并在惰性气体或活性气体的保护下进行焊接。它适用于焊接厚板和大型零件,并且相对容易作。其次,TIG 焊接常用于焊接不锈钢和铝合金等高导电材料,而 MIG 焊接广泛用于碳钢和合金钢等焊接材料。最后,TIG焊机设备包括焊接电源、控制装置、焊枪、供气系统和冷却系统(大功率焊接可能需要);而MIG焊机设备主要包括焊接电源、送丝机构、焊枪和供气系统。
3.TIG 可以在没有气体的情况下进行焊接吗?
不。TIG 焊接依靠惰性气体(如氩气)来保护熔池免受空气中氧气和氮气等有害气体的影响。如果没有气体保护,熔池会暴露在空气中,导致焊缝中出现气孔、氧化等缺陷,严重影响焊接质量。因此,在进行 TIG 焊接时,必须确保稳定的气体供应。
4.TIG焊机的用途是什么?
TIG 焊机的主要目的是执行高精度和高质量的焊接工作。适用于不锈钢、铝合金、钛合金等高导电材料的焊接,以及需要精确控制焊缝形状和尺寸的场合。TIG 焊机可提供稳定的电弧和精确的焊接参数控制,使焊工可以轻松完成各种复杂形状的焊接任务。同时,TIG焊机还具有作灵活、适应性强的特点,广泛应用于航空航天、核工业、精密仪器制造等领域。
资源


