

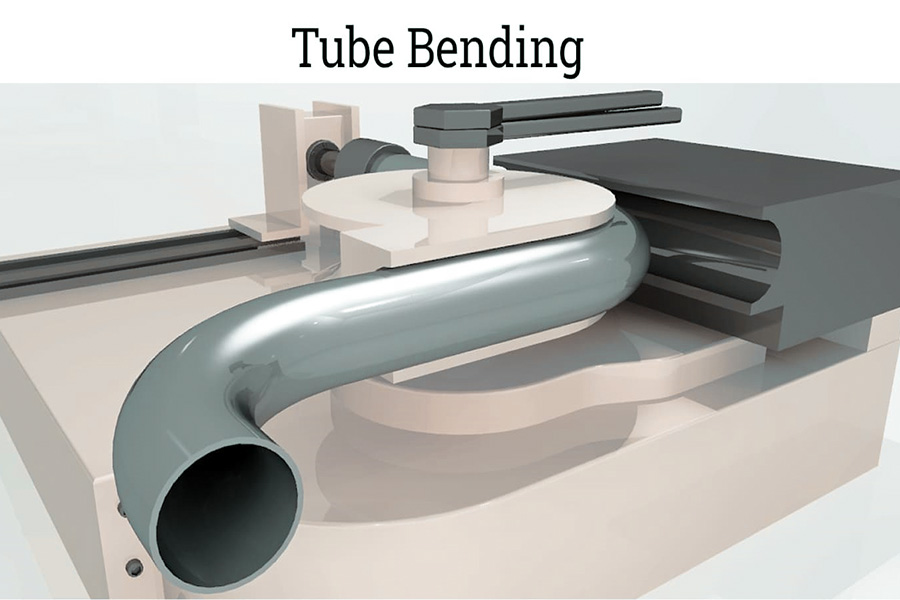
В точной системе современного производства, Технология изгиба трубы похожа на связь между воображением и реальностью . Ревущая выхлопная система автомобилей, твердо поддерживаемые рамки мебели, высокие строительные конструкции и даже перекрестные промышленные трубопроводы, все неразделимы от тщательного мастерства этого ключевого процесса. Точная конструкция изгиба - это не только сплошная линия защиты для качества продукта, но и важным ключом для открытия канала для повышения эффективности производства и достижения оптимизации затрат. Эта статья будет глубоко проанализировать практические навыки дизайна изгиба труб и предоставить инженерам и дизайнерам профессиональное руководство по оптимизации дизайна продукта.
Что вызывает Sprunckback в изгибе трубки?
Sprunchback после изгиба труб является распространенной проблемой в производственной отрасли , что влияет на точность размеров и производительность сборки. Глубокое понимание причин снута и принятия научных мер контроля может значительно улучшить качество формирования. Ниже приведен подробный анализ и решение:
1. Основная причина Springback
(1) Материал упругая деформация восстановление
① Закон Гука: Когда сгибание , материал подвергается эластичной + пластической деформации одновременно, и упругая часть восстанавливается после разгрузки
② ключевые влиятельные параметры:
.
- Чем выше эластичный модуль (E), чем больше Springback (например, титановый сплав Ответственно, чем Aluminum Alloy)
- Материалы с низким уровнем доходности (σS) более подвержены пластической деформации
(2) Выпуск остаточного напряжения
① Неравномерное распределение напряжений во время изгиба:
- растягивающее напряжение на внешней стороне и сжимающее напряжение внутри
- Убалансирование стресса после выгрузки приводит к форме Springback
② Типичный случай:
- Угол вершины трубы из нержавеющей стали 304 после изгиба может достигать 3 ° -5 ° (фактические данные GB/T 12777)
(3) Неправильные параметры процесса
① Радиус изгиба слишком мал :
- Когда r <2d, пластическая деформация недостаточна, а скорость пружины увеличивается на 30%+ (ASME B16.49 Порог предупреждения)
② чрезмерная скорость формирования:
- Когда скорость гидравлической прессы составляет> 5 мм/с, текучесть материала плохая, а стресс концентрируется
2. Ключевые технологии для контроля отскока
Метод компенсации поворотов
(1) 6061-t6 Алюминиевый сплав труба:
- Угол предварительного отпуска = угол целевого угла 2 ° (ASTM B241 Оптимальный)
- Трубостенные трубки (t <2 мм) требуют дополнительного 0,5 °
(2) Q235 Углеродная стальная труба:
- Корректировка компенсации в соответствии с соотношением диаметра толщины (D/T) (D/T> 1,5 ° при 20)
Термическая обработка снятия напряжения
- на 82% снижение скорости отскока из -за отжига × 1H при 300 ° C (стандарт SAE AMS 2750)
- 500 ° C × 2H для титановых сплавов (спецификация термической обработки MIL-H-81200
(2) Локальная технология отопления:
- Точное нагревание зоны изгиба с помощью индукционной катушки (± 10 ° C. Точность контроля температуры)
Укрепление системы плесени
(1) контроль гидравлического давления:
- На 15% снижение Springback при ≥45 МПа (стандарт давления ISO 12165
- Точность контроля с замкнутым контуром сервопривода ± 0,1 МПа
(2) Новая структура плесени:
- Композитная плесень с блок -эластичной подушкой (запатентованная конструкция для компенсации отскока)
- Прогрессивное изгиб с несколькими роллерами (Специальный процесс для авиационных каналов)
3. Сравнение данных отраслевых приложений
| Тип материала | Типичный угол вершины | Рекомендуемая схема управления | Стандартная основа |
|---|---|---|---|
| 6061 Алюминиевый сплав | 2 ° -3 ° | Перебранная компенсация + низкотемпература отжига | astm b241 |
| 304 нержавеющая сталь | 4 ° -6 ° | горячее изгиб + гидравлическая коррекция | GB/T 12777 |
| Tc4 Titanium Alloy | 7 ° -10 ° | Горячая форма + избыточное давление | mil-dtl-32567 |
4. Конечные рекомендации по решению
① Приоритет численного моделирования:
- Используйте Autoform/Dynaform для прогнозирования Sprunchback, ошибки <0,5 °
② Интеллектуальная система компенсации:
- Лазерное сканирование обратной связи в реальном времени + автоматическая коррекция робота (конфигурация производственной линии Industry 4.0)
как тонкостенные трубки избегают обрушивания?
Трубостенные трубы (соотношение толщины стенки/диаметра <0,05) склонны к коллапсу, морщинству и другим дефектам при сгибании. ls System Coms подтверждает проверенные отрасли эффективные стратегии анти-Collapse , охватывая выбор основных стержней, управление процессом и технологии инновационной поддержки.
. 1. Решение оптимизации системы Mandrel
(1) Точное соответствие упругое оправку
① Формула расчета диаметра:
- Диаметр полиуретановой оправки = диаметр трубки × 0,92 (оптимальное значение патента CN113634765A)
- Силиконовая оправа подходит для тонких трубок с D <10 мм (жесткость берега 70A - лучшая)
② многоэтапный комбинационный дизайн:
- Направляющая карбида передней части (HRC55)
- Эластомерный модуль эластомера среднего сечения
- Устройство компенсации давления воздуха на хвостовой части (0,2-0,5 МПа)
(2) Специальная обработка металлической оправы
① 304 Mandrel :
- Поверхностное тефлоновое покрытие (коэффициент трения <0,1)
- Открытое осевое масляное канавка (давление смазочного масла ≥ 15BAR)
2. Точный контроль параметров процесса
(1) Управление скоростью и температурой
① Спецификация скорости подачи:
- Толщина стенки 1-2 мм: ≤5 мм/с
- Толщина стенки <1 мм: ≤3 мм/с (EN 10305-4 обязательно)
② изгиб с помощью отопления:
- Алюминиевый сплав 200-250 ℃ (6061-t6)
- нержавеющая сталь 850-900 ℃ (требуется защита аргона)
(2) Улучшение системы плесени
① Оптимизация плесени профилирования:
- Допустимость полости ± 0,02 мм (стандарт ISO 12164-2
- Добавить латеральный блок холливания (регулируемое давление против морщин)
3. Применение инновационных технологий поддержки
(1) Метод сплошной среды
① NaCl Порошок характеристики:
- Точка плавления 801 ℃ (подходит для трубок с высокой температурой сплав)
- 80-120 Размер частиц сетки (оптимальная текучесть)
② Оперативные точки:
- Плотность заполнения ≥ 95%
- Растворить в горячей воде после изгиба (экологически чистый процесс)
(2) Поддержка сплава сплав с низким плавлением
① Формула из дерева сплав:
- BI50%/PB27%/SN13%/CD10%(точка плавления 70 ℃)
- Применимо к трубкам из сплавов с медной никеле
4. Стратегия специальной реакции материала
| Tube Type | максимальное соотношение толщины стенки | Рекомендуемое антилопсовое решение | Стандартная основа |
|---|---|---|---|
| авиационный алюминиевый сплав | 0.03 | Жидкий азотный охлаждение + полиуретановая оправа | AMS 2772G |
| 0.04 | внутренняя стеновая лазерная облицовка + гидравлическая выпуклость | asme b31.1 | |
| Медицинский титановый сплав Тонкая трубка | 0.02 | Растворимый металлический ядро + Микро-изгиб технологии | ISO 13485 |
5. Метод проверки качества
① Промышленное обнаружение КТ:
- Разрешение ≤ 10 мкм (стандарт ASTM E1695)
- 3D -реконструктивный анализ скорости уменьшения толщины стенки
② Тест жидкости:
- Тест на проходительность диаметра (GB/T 26080)
- Тест на давление воздуха в 1,5 раза рабочее давление

Каков максимальный угол изгиба для бесшовных и сварных трубок?
Существуют значительные различия в пределах изгиба различных процессов производства труб, и правильное понимание этих ограничений имеет решающее значение для безопасности проектов трубопровода. Ниже приведены подробные технические характеристики, составленные в соответствии с международными стандартами:
1. Спецификация предела изгиба бесшовной стальной трубы
(1) Общая труба из нержавеющей стали
① ASTM A269 Стандартные условия:
- Максимальный допустимый угол изгиба: 180 ° (полностью сложен)
- Ограничение ключей: только тогда, когда отношение диаметра и толщины d/t ≥ 15 может быть реализовано
- Типичное применение: система чистой трубопроводы в фармацевтической промышленности
② Специальные условия труда Требования:
- 316L Медицинская труба : внутренняя шероховатость поверхности после изгиба должно быть гарантированно ≤ 0,8 мкм
- Среда низкой температуры (-196 ℃): радиус изгиба должен быть ≥ 8D (ASME B31.3 Дополнительные требования)
(2) Бесплатная труба для котлов высокого давления
① Спецификация ASME SA106:
- Максимальный угол изгиба углеродной стальной трубы: 120 °
- Формула компенсации толщины стенки: на каждые увеличение угла на 10 ° толщина стенки должна увеличиваться на 5%
2. Ограничения изгиба сварных стальных труб
(1) Сварная сварная труба (ERW)
① API 5L Стандартные требования:
- Основной предел: 90 ° (сталь ниже x60)
- Технические характеристики обработки сварного шва:
- 600 ℃ × 2H отжиг требуется перед изгибом (для устранения сварки)
- Ось изгиба должна быть под углом 45 ° к сварному шва
② Специальные положения для нефтегазовых трубопроводов:
- Трубы для кислотных сред: максимальный угол уменьшается до 60 °
- Скорость деформации холодного изгиба контролируется до ≤3% (NACE MR0175 Требования к антикоррозии)
(2) Спиральные сварные трубы
① ASME B36.10M Запрет:
- Холодное изгиб, превышающее 45 °, строго запрещено
Требования к процессу горячего изгиба:
- Температура нагрева: 900 ± 20 ℃ (материал Q235)
- Тестирование Weld UT требуется одновременно
3. Сравнительный анализ ключевых факторов влияния
| Определение факторов | Бесплатное влияние трубы | Влияние сварной трубы | Решение |
|---|---|---|---|
| Соотношение диаметром и толщины (d/t) | ★ ★ ★ жела | ★★★★ | Используйте процесс горячего изгиба, когда d/t < 10 |
| Материальная пластичность | ★★★★ | ★ ★ ★ жела | Используйте сварные трубы с высокой каплей, такие как L485MB |
| качество сварки | - | ★ ★ ★ жела | 100% RT Inspection перед изгибом |
| формирование температуры | ★★ | ★★★★ | Предварительно разогреть до 10 ℃ в низкотемпературной среде |
4. Рекомендации по инженерной практике
(1) Выбор процесса изгиба труб
① Применимые сценарии для холодного изгиба:
- Бесплатная труба: d/t ≥ 15 и угол ≤ 180 °
- Сварная труба ERW: угол ≤ 90 ° после отжига
② ситуации, когда необходимо использовать горячее изгиб:
- Изгиб спиральной сварной трубы под любым углом
- Труба высококлассных трубопроводов (x70 и выше)
(2) Метод проверки качества
① Ключевые точки неразрушающего тестирования:
- Бесплатная труба: скорость истончения толщины наружной стенки на изгибающей стороне (≤ 15%)
- Сварная труба: тест на проникновение сварной площади (Pt)
② Механический тест свойства:
- Увеличение твердости после изгиба ≤ 30HV (стандарт ISO 6507)
- Уклонение к округлости ≤ 5% (требование GB/T 19830)
5. Дополнительная информация о специальных материалах
Дуплексная труба из нержавеющей стали:
- Бесплатная труба 2205: максимум 150 ° (требуется лечение раствора)
- Сварная труба 2507: предел 60 ° (избегайте σ -фазы осадки)
- Беспроживание GR.2: Ограничение холодного изгиба 120 ° (AMS 4943)
- Сварное GR.5: Запрещено холодного изгиба (требуется 850 ℃ горячая форма)
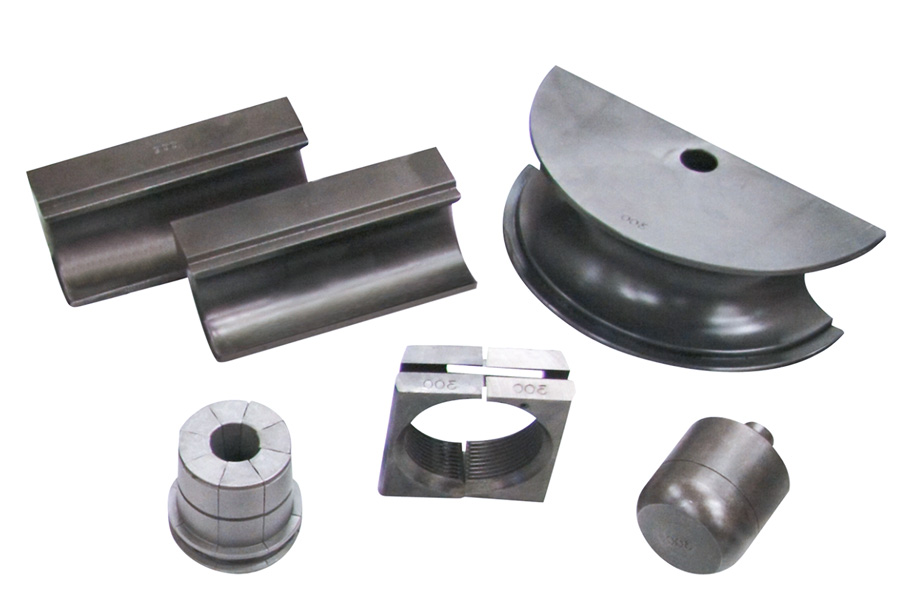
Почему отделка поверхности Mandrel Design Empact?
(1) неравномерное распределение контактного напряжения
① сегментированная оправа: 8-сегментная шарнирная структура уменьшает колебание напряжения на 70%, поверхностная шероховатость RA < 3,2 мкм (ISO 1302 Стандарт)
(2) Контроль коэффициента трения
| Материал ядро стержня | Обработка поверхности | Коэффициент трения | Применимые сценарии |
|---|---|---|---|
| карбид | Алмазное покрытие | 0,02 | Медицинская точная трубка |
| Полиуретан | зеркальная полировка | 0,15 | Алюминиевая трубка с тонкостенной (t < 1 мм) |
(3) Управление температурным полем
- Жидкая азотная охлаждающая охлаждение: контроль температуры <150 ° C при изгибе титановый сплав для предотвращения осадков α -фазы (AMS 4943)
- Система индукционного нагрева: колебания температуры ± 5 ° C для обеспечения однородного потока материала
Как предотвратить морщин при изгибе большие диаметры?
(1) Оптимизация системы оправки
① Гидравлическая опорная оправа: когда диаметр составляет ≥200 мм, внутреннее давление поддерживается на уровне 15-20 МПа (EN 10305-4)
② Многоцелевая мандрель: 5-волновая конструкция, расход = 1,5d (d-диаметра)
(2) Управление параметрами процесса
<таблица стиля = "Ширина: 100%; высота: 130,906PX; пограничный коллапс: коллапс; пограничный цвет: #000000;" border = "1">(3) Усиление плесени
- Набор роликов профилирования: 3 набора вспомогательных роликов, увеличение градиента давления (10/15/20MPA)
- Блок бокового давления: предотвратите превышение допустимости овальности поперечного сечения (GB/T 19830 требует ≤3%)
(1) высокопрочные материалы Толщина предела холодного изгиба t = 3 мм (AMS 4943) Температура горячего изгиба 750-900 ℃ (MIL-DTL-32567) (2) Трубы с толстой стенкой нержавеющая сталь: толщина стенки > 12 мм требует локального индукционного нагрева (3) Специальные условия работы (1) Обнаружение измерений Угольная толерантность ± 0,5 ° (ISO 2768-м сорта) Прямость ≤0,1 мм/300 мм go/no-go-калибровочная скорость 100% (GB/T 26080) (2) Качество поверхности Промышленное КТ сканирование: разрешение 20 мкм, обнаружение внутренних морщин (3) Тест производительности путем интеграции сегментированной конструкции оправки, интеллектуального контроля температуры и давления и точной оптимизации параметров процесса, в сочетании с международными стандартами, такими как модели предсказания ISO/ASTM и AI, современная технология изгиба труб, такие как отраслевые задачи, такие как поверхностные дефекты, морщинистые и соперники, а также ультрафизированные формирование в рамках авиации, так и в области управления, так же, как ультрализующие, так же, как ультрализующие, так же, как ультрализующие формирование, так и в гостинице, так и в области ультрафильмы, так как ультрафиляция, так как ультрафиляция, так и в гостинице, так как ультрафиляция, так и в области управления, так и в гостинице, так и в области ультрафильмы. ставка в пределах 0,5%. В сочетании с промышленными КТ и тремя координатными системами полной проверки была построена экосистема качества с замкнутым контуром от моделирования проектирования до интеллектуального производства, обеспечивающего экономичное и надежное решение для сложной обработки труб. 📞 Телефон: +86 185 6675 9667 Содержание этой страницы предназначено только для информационных целей. ls series Никаких представлений или гарантий любого рода, выраженных или подразумеваемых, в отношении точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные конструктивные функции, качество материалов и тип или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это обязанность покупателя попросить цитату для частей , чтобы определить конкретные требования для этих частей.
LS-ведущая отраслевая компания Фокус на пользовательских решениях по производству. С более чем 20-летним опытом работы более 5000 клиентов, мы сосредоточимся на высокой точке обработка CNC , Листовый металл. href = "https://lsrpf.com/3d-printing"> 3D Printing , Инъекционная форма , Metalling, технология LS Это означает, что вы выбирают эффективность, качество и профессионализм.
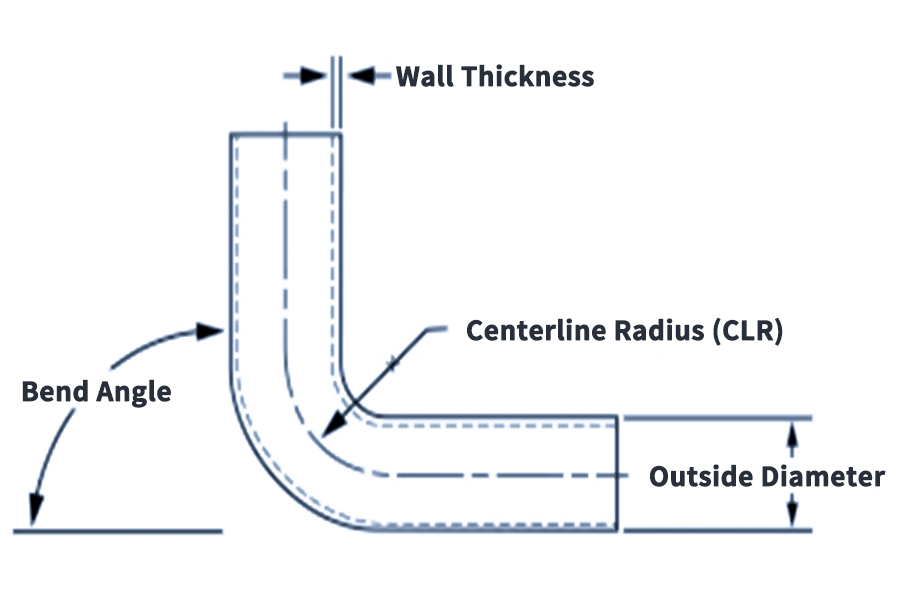
изгиб-размер
Скорость износа Die
Гидравлическая система нагрузки
одиночная плоскость
1x
100%
Три плоскости
2,5x
180%
Какие материалы должны быть горячими?
① титановый сплав:
② Inconel 718: Должен быть горячее, холодное изгиб скорость взлома 100%
Углеродная сталь: T/D > 0,1 необходимо нагреть до 600-800 ℃
Материал
Ограничение холодного изгиба
Спецификация горячего изгиба
Дуплексная нержавеющая сталь
r < 5d требует горячего изгиба
ASTM A790 850 ℃ ± 20 ℃
алюминиевый сплав 7075
Любой изгиб требует горячего изгиба
AMS 2772G 200-250 ℃
Как эффективно проверить качество изгиба?
① Измерение с тремя координатами:
② Go/Un-Go Degence:
Обнаружение шероховатости: RA≤3,2 мкм (медицинская труба требует RA0,8 мкм)
Test Type
Стандартный метод
квалифицированный индекс
тест на давление
1,5 раза рабочего давления
Поддерживать давление в течение 10 минут без утечки
Металлографический анализ
astm e3
Деформация зерна ≤30%
Испытание на усталость
10^6 циклов
Нет расширения трещины
Сводка
📧 Электронная почта: info@longshengmfg.com
🌐 Веб -сайт: https://lsrpf.com/ 
Отказ от ответственности
команда LS



