
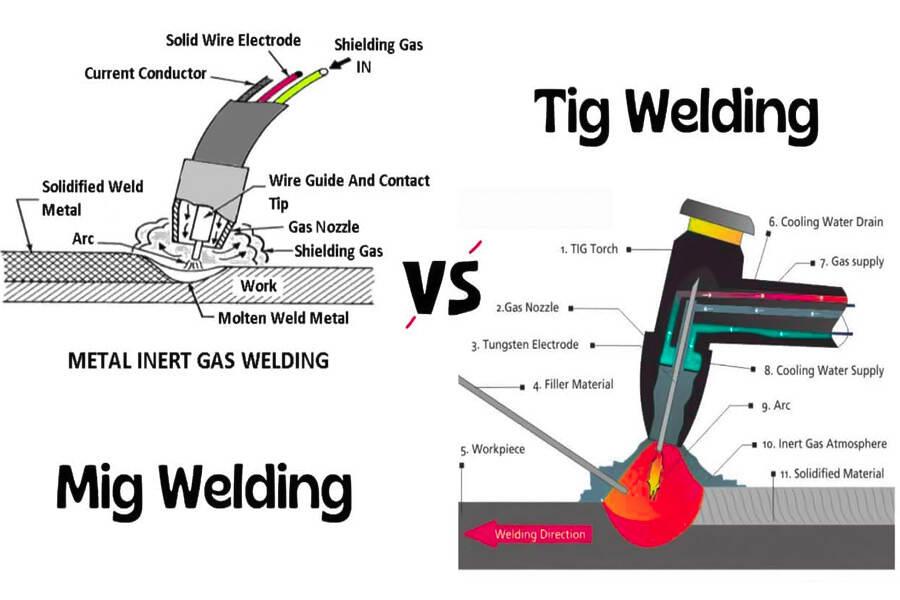
Сварка MIG и TIG являются распространенными методами сваркиУ них много общего, так как они оба используют дугу и защитный газ. Тем не менее, между этими двумя методами есть и существенные различия, в первую очередь в используемых в них электродах. При сварке MIG используется сплошная проволока, которая автоматически подается машиной для создания дуги, в то время как при сварке TIG используется неплавящийся электрод и ручной присадочный стержень
ОбаСварочные технологии позволяют создавать высококачественные соединенияи может соединять множество различных материалов. Однако, поскольку это разные процессы, они подходят для разных случаев. Чтобы выбрать правильный метод сварки, необходимо сравнить сварку MIG и TIG. Ниже мы рассмотрим различия между этими двумя популярнымиМетоды сварки.
Что такое сварка TIG?
Сварка вольфрамовым электродом (TIG (вольфрамовая сварка в инертном газе), также известная как GTAW (дуговая сварка вольфрамовым электродом в газе), является точным и универсальным процессомЭто особенно подходит для сварки тонких листов алюминия, нержавеющей стали и других цветных металлов. Сварные швы, полученные таким методом, не только обладают сильными механическими свойствами, но и имеют особенно красивый внешний вид.
Во время сварки TIG между неплавящимся вольфрамовым электродом и заготовкой образуется дуга. В отличие от сварки MIG, этот вольфрамовый электрод не плавится в течение всегоПроцесс сваркии остается нетронутым. Электрод закреплен в сварочном пистолете TIG, который непрерывно распыляет инертный защитный газ для защиты зоны сварки от загрязнения. Этим защитным газом обычно является аргон или гелий.
Чтобы начать сварку, сварщик слегка прикасается вольфрамовым электродом к заготовке, а затем быстро оттягивает, сохраняя длину дуги. Как только дуга выделяет тепло, она плавит заготовку и присадочный материал (если используется) с образованием сварочной ванны. При необходимости машинист может вручную подавать присадочный металл в сварочную ванну.
Что такое сварка MIG?
Сварка MIG, также известная как дуговая сварка металлическим газом (GMAW), представляет собой метод соединения металлических деталейс помощью расходуемого электрода и защитного газа. Он широко используется благодаря своей универсальности и широкому спектру применения.
Во время сварки MIG сварочная горелка непрерывно подает проволочный электрод (в основном стальной) к месту сварки. Электрод плавится, образуя расплавленную ванну, которая сливается с основным металлом. Сварочная горелка также распыляет защитный газ для предотвращения загрязнения места сварки. Этим защитным газом может быть аргон или смесь аргона и углекислого газа.
Когда ток проходит через электрод, образуется очень горячая дуга, которая плавит как электрод, так и основной металл. Расплавленный материал электродов действует как наполнитель, и когда он застывает, образуется прочное соединение.Сварка MIG происходит очень быстроПотому что подача электрода является непрерывной. Он обычно используется в таких отраслях, как автомобилестроение, строительство и производство, для соединения металлов, таких как сталь, алюминий и нержавеющая сталь.

В чем разница между сваркой TIG и сваркой MIG?
Для того, чтобы выбрать более подходящий метод для вашего проекта, нужно понимать различия между ними.Знание различий между сваркой TIG и MIG помогает эффективно сравнивать их. Прежде чем мы рассмотрим их подробно, вот краткое изложение основных отличий:
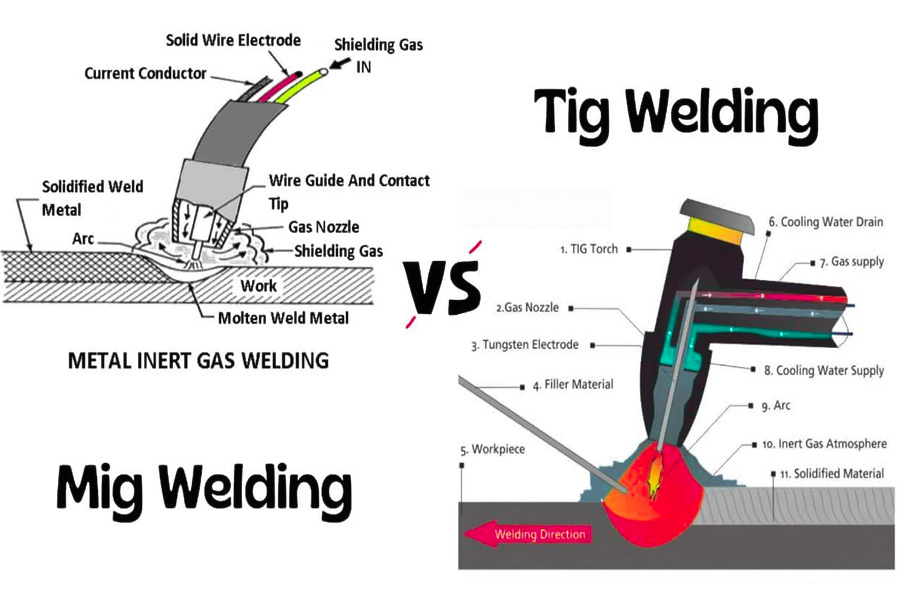
Таблица различий между сваркой MIG и сваркой TIG
| Особенность | Сварка TIG | Сварка MIG |
| Прочность сварного шва | В целом прочнее | Обеспечивает прочные сварные швы |
| Скорость сварки | Медленнее, требует больше времени и навыков | Быстрее, идеально подходит для высокой производительности |
| Источник питания | Использует переменный или постоянный ток в зависимости от типа металла | Использует постоянный ток с постоянной характеристикой напряжения |
| Используемые электроды | Нерасходующиеся электроды с отдельным присадочным стержнем | Расходуемые электроды, выполняющие роль наполнителей |
| Сварочный газ | Чистый аргон; Аргон смешивается с гелием, азотом или водородом | Смесь аргона и CO2 (75% аргона, 25% CO2) |
| Система охлаждения | Часто использует горелки с водяным охлаждением из-за более высокого тепловыделения | Обычно используются горелки с воздушным охлаждением, опционально с водяным охлаждением для высокой температуры |
| Внешний вид сварного шва | Создает чистые, эстетически привлекательные сварные швы, идеально подходящие для видимых деталей | Производит хорошие сварные швы; не всегда критичен для внешности |
| Свариваемые металлы | Лучше для тонких металлов; Точное управление снижает деформацию и прогорание | Подходит для более толстых металлов; высокие темпы производства |
| Стоить | Более высокая первоначальная стоимость, более медленный процесс увеличивает стоимость фута валика | Более низкие первоначальные затраты, более быстрый процесс снижает затраты на фут валика |
Какая из них имеет более низкую стоимость оборудования?
Когдас учетом стоимости сварочных аппаратов TIG и MIGвы можете рассмотреть два ключевых аспекта: начальные затраты и затраты на расходные материалы.
1. Сравнение начальных затрат
(1)Сварочные аппараты TIG
Ценовой диапазон составляет от 2500 до 8000, и эта цена включает в себя высокочастотные модули дугового зажигания.
(2)Сварочный аппарат MIG
Цены варьируются от 800 до 3000, а стоимость системы подачи проволоки на 40% ниже, чем у другого аналогичного оборудования.
Заключение
Начальные затраты сварочного аппарата MIG значительно ниже, чем у сварочного аппарата TIG. Даже если вы выберете высококлассный сварочный аппарат MIG с ценником до 3000, вы все равно сможете сэкономить 500 по сравнению с минимальной конфигурацией сварочного аппарата TIG 2500; И эта цена составляет всего 37,5% от цены высококлассной модели TIG 8000.
2. Сравнение стоимости расходных материалов
(1)Сварочные аппараты TIG
Вольфрамовые электроды нуждаются в регулярной замене по цене 50 за упаковку, а чистый газ аргон требуется по цене 200 за баллон. Из расчета 1 пачки вольфрамового электрода и 1 баллона аргона в месяц, годовая стоимость расходных материалов рассчитывается следующим образом:
(50 + 200) × 12 = $3,000/год
(2)Сварочный аппарат MIG
Несмотря на то, что конкретная стоимость расходных материалов не указывается пользователем в явном виде, известно, что стоимость системы подачи проволоки на 40% ниже. Если предположить, что стоимость проволоки и газа для сварки MIG составляет 60% от стоимости сварочного аппарата для сварки TIG, а потребляемое количество аналогично, то годовая стоимость расходных материалов составит приблизительно:
3000 × 60% = 1800 USD/год
Комплексный анализ затрат
Краткосрочная (в течение 1 года)
Общая стоимость сварочного аппарата MIG ниже, рассчитывается как начальная стоимость 3000 плюс стоимость расходных материалов 1800, что в сумме составляет 4800, в то время как стоимость сварочного аппарата TIG составляет 2500 плюс стоимость расходных материалов 3000, что в сумме составляет 5500.
Долгосрочный (>1 год)
Темстоимость расходных материалов для сварочных аппаратов TIGвсегда был на высоком уровне, и разрыв в стоимости между ними со временем будет увеличиваться.
Заключительный вывод
Будь то начальные затраты или долгосрочные затраты на расходные материалы, общаяСтоимость сварочного аппарата MIG ниже, чем у сварщика TIG. Если вы хотите еще больше снизить стоимость сварочного аппарата TIG, рассмотрите возможность переработки аргона или выберите модель с меньшим расходом расходных материалов.
Другие идеи, такие как добавление или удаление сравнений, или новые требования к разделу заключения, могут быть подсказаны мне, и я продолжу совершенствоваться.

Чем отличаются варианты материалов?
Имеютсязначительные различия в выборе материалов между сваркой TIG и сваркой MIG. В следующей таблице представлен подробный анализ:
| Сварка TIG | Сварка MIG | |
|---|---|---|
| Цветной металл | Он очень подходит для сварки нержавеющей стали, алюминия, магния, титана, меди и ее сплавов и т. Д | Его можно использовать для сварки цветных металлов, таких как алюминиевые сплавы, но некоторые цветные металлы высокой чистоты могут потребовать более строгого контроля процесса |
| Железистый | Он подходит для сварки практически всех металлов и сплавов, таких как черные металлы с высокой температурой плавления | Он широко используется при сварке черных металлов, таких как низкоуглеродистая сталь и низколегированная сталь |
| Толщина пластины | Больше подходит для сварки тонких листов и хрупких деталей | Больше подходит для сварки толстых листов и крупных деталей |
| Специальные материалы | Высококачественные материалы, такие как компоненты из титановых сплавов, в аэрокосмической отрасли | Оцинкованный стальной лист и другие материалы покрытия (требуется специальный газ) |
В чем разница в прочности?
Контраст статической интенсивности
| Метод сварки | Типичные данные | Технологичность материала | Выгодные сценарии развития событий |
|---|---|---|---|
| Сварка TIG | Прочность на разрыв≥ 90% основного металла (алюминиевый сплав до 310 МПа) | Цветные металлы, такие как алюминиевые сплавы, нержавеющие стали и титановые сплавы | Аэрокосмическая, медицинская техника, прецизионные приборы |
| Сварка MIG | Прочность составляет 85%-95% от основного металла (типичное значение 550 МПа для углеродистой стали) | Углеродистая сталь, пластина из оцинкованной стали, средний и толстый лист из алюминиевого сплава | Автомобилестроение, строительство стальных конструкций, массовое производство |
Ключевые отличия:
Сварка TIG обеспечивает чистоту сварочного металла за счет точного контроля подвода тепла, и особенно подходит для сварки цветных металлов (таких как алюминиевые сплавы и титановые сплавы), с прочностью, близкой к прочности основного металла.
Благодаря высокому тепловложению,Сварка MIG может привести к укрупнению сварных зерен, и прочность немного ниже, чем у TIG, но она все же может обеспечить более высокую прочность при сварке черных металлов, таких как углеродистая сталь.
Сравнение усталостных характеристик
| Метод сварки | Преимущество в сроке службы | Влияющие факторы | Усовершенствованные технологии |
|---|---|---|---|
| Сварка TIG | Срок службы на 30% выше, чем у MIG (тест ASTM E466) | Однородность сварного шва, контроль дефектов | Метод переплава TIG (улучшенная форма носка) |
| Сварка MIG | Усталостная долговечность относительно низкая | Укрупнение зерна и концентрация напряжений за счет подвода тепла | Необходимо оптимизировать параметры сварки и последующей обработки |
Ключевые отличия:
Сварка TIG имеет меньшее количество дефектов сварного шва и однородную структуру, а ее усталостные характеристики значительно лучше, чем у сварки MIG.
Переплав TIG может дополнительно устранить дефекты подошвы сварного шва и увеличить допустимую амплитуду усталостного напряжения, что подходит для сценариев многоцикловой усталости (например, в аэрокосмической отрасли).

Что лучше для алюминия?
ДляСварка алюминиевых сплавов,Сварка TIG и сварка MIG имеют свои преимущества, но в целом сварка TIG лучше работает при сварке алюминиевых сплавов. Ниже приведено конкретное сравнение двух методов сварки при сварке алюминиевых сплавов:
1. Преимущества сварки TIG для алюминия
Сварка высококачественных алюминиевых сплавов:
Сварка TIG способна сваривать высококачественные алюминиевые сплавы, такие как алюминий 5-й и 7-й серий для аэрокосмической промышленности. Эти алюминиевые сплавы предъявляют чрезвычайно высокие требования к качеству сварных швов, и сварка TIG способна удовлетворить эти требования благодаря точному контролю дуги и хорошей способности к формовке сварного шва.
Для сварки авиационного алюминия серии 5 и 7 обычно необходимо использовать режим переменного тока (AC) в сочетании с гелием для получения лучших результатов сварки.
Небольшая зона термического влияния:
Зона термического влияния сварки TIG небольшая, всего около 1,2 мм. В отличие от них,Сварные швы MIG имеют большую зону термического влияния, который может достигать 3,5 мм. Меньшая зона термического влияния способствует снижению влияния сварки на свойства основного металла, сохраняя прочность и ударную вязкость алюминиевого сплава.
Катодная очистка:
Сварка TIG обладает эффектом катодной очистки, благодаря чему можно эффективно удалять оксидную пленку и загрязнения на поверхностиповерхности алюминиевого сплава и улучшить качество сварного шва.
2. Ограничения сварки MIG на алюминии
Проблемы с системой подачи проволоки:
Сварка MIG При сварке алюминиевых сплавов система подачи проволоки подвержена проблеме заклинивания алюминиевой проволоки. В основном это связано с низкой температурой плавления и хорошей текучестью алюминиевого сплава, что может легко привести к заклиниванию алюминия или проволоки колеса подачи проволоки. Для решения этой проблемы часто требуется специальное подающее колесо с U-образным пазом.
Проблемы со устьицами:
КогдаСварка алюминиевых сплавов методом MIG, пористость склонна к появлению в сварных швах. В основном это связано с высокой растворимостью алюминиевого сплава в водороде, а водород легко проникает в сварной шов в процессе сварки. Чтобы уменьшить образование пористости, после сварки часто требуется дробеструйное упрочнение.
Как процесс сварки влияет на выбор металла?
1. Сварка TIG (газовая сварка вольфрамом - GTAW)
- Тип металла:Самым большим преимуществом сварки TIG является то, что с ее помощью можно сваривать различные металлыи сплавы, в том числе нержавеющая сталь, никелевый сплав, титан, алюминий, магний, медь и т.д. Его концентрированная дуга и контролируемое тепловложение делают его идеальным для сварки тонких листов металлов с высокой температурой плавления. Для химически активных металлов (например, алюминия, магния) и их сплавов сварка TIG может эффективно предотвратить окисление и обеспечить качество сварного шва благодаря защите от инертного газа (например, аргона).
- Ограничения:ПокаСварка TIG имеет широкий спектр применения, он может быть менее эффективным для крупносерийного производства и сварки толстых листов.
2. Сварка MIG (дуговая сварка металлическим газом - GMAW)
- Тип металла:Сварка MIG подходит для таких металлов, как нержавеющая сталь, алюминий, магний, медь и т. Д. Как и сварка TIG, сварка MIG защищена инертным газом, таким как аргон, или реактивным газом, таким как углекислый газ или газовая смесь. Для сварных швов, требующих более высокой скорости сварки и большего проплавления, сварка MIG является более подходящим выбором.
- Ограничения: Сварка MIG предъявляет высокие требования к среде сварки, а это необходимо для обеспечения газозащитного эффекта и недопущения окисления сварного шва.

Сводка
Существуют значительные различия между сваркой TIG и сваркой MIG с точки зрения принципов сварки, эксплуатационные характеристики, области применения, состав оборудования, качество и внешний вид сварки.Сварка TIG широко используется в аэрокосмической промышленности, атомной промышленности и других сферах благодаря высокому качеству сварных швов и тонким эксплуатационным характеристикам;в то время как сварка MIG занимает важное место в автомобилестроении, строительство стальных конструкций и другие области благодаря своим возможностям высокоскоростной сварки и простым эксплуатационным характеристикам. В практическом применении подходящий метод сварки должен быть выбран в соответствии с конкретными потребностями и характеристиками материала.
Отказ
Содержание этой страницы носит исключительно информационный характер.Серия LSНе делается никаких заявлений или гарантий любого рода, явных или подразумеваемых, в отношении точности, полноты или действительности информации. Не следует делать вывод о том, что эксплуатационные параметры, геометрические допуски, специфические конструктивные особенности, качество и тип материала или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это ответственность покупателяЗапросить коммерческое предложение на запчастидля определения конкретных требований к этим деталям.пожалуйстасвяжитесь с намиУзнать большеEFOrmation.
Команда LS
LS — ведущая компания в отраслиСосредоточьтесь на индивидуальных производственных решениях. Обладая более чем 20-летним опытом обслуживания более 5 000 клиентов, мы уделяем особое внимание высокой точностиОбработка с ЧПУ,Изготовление листового металла,3D-печать,Литье под давлением,Штамповкии другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или массовая кастомизация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьТехнология LSЭто означает выбор оперативности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:www.lsrpf.com
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
1. Какой метод сварки самый надежный?
Прочность сварки зависит от многих факторов, включая сварочные материалы, процесс сварки, навыки сварщика и условия сварки. Среди распространенных методов сварки TIG (сварка вольфрамом в инертном газе) и MIG (сварка металлическим инертным газом) могут обеспечить высокую прочность сварки. Однако однозначного ответа на вопрос, какой метод сварки сильнее, нет, ведь каждый метод имеет свои применимые сценарии и преимущества. Сварка TIG часто более популярна, когда требуется высокая точность и качество сварных швов; Сварка MIG может быть более подходящей, когда требуется высокая эффективность и крупносерийное производство. Поэтому выбор метода сварки должен определяться в соответствии с конкретными потребностями и условиями.
2. В чем разница между сваркой TIG и сваркой MIG?
Сварка TIG и сварка MIG различаются по многим аспектам. Во-первых, при сварке TIG в качестве электрода используется вольфрам, который защищает расплавленную ванну с помощью инертного газа. Он подходит для сварки тонких пластин и деликатных деталей и требует высоких навыков эксплуатации; в то время как при сварке MIG в качестве электрода используется плавкая сварочная проволока с непрерывной подачей и сварка под защитой инертного или активного газа. Он подходит для сварки толстых листов и крупных деталей и относительно прост в эксплуатации. Во-вторых, сварка TIG обычно используется для сварки высокопроводящих материалов, таких как нержавеющая сталь и алюминиевые сплавы, в то время как сварка MIG широко используется при сварке таких материалов, как углеродистая сталь и легированная сталь. Наконец, оборудование сварочного аппарата TIG включает в себя источник сварочного питания, устройство управления, сварочный пистолет, систему подачи газа и систему охлаждения (может потребоваться для сварки высокой мощности); в то время как оборудование сварочного аппарата MIG в основном включает в себя сварочный источник питания, механизм подачи проволоки, сварочный пистолет и систему подачи газа.
3. Можно ли сваривать TIG без газа?
Нет. При сварке TIG используется инертный газ (например, аргон) для защиты расплавленной ванны от вредных газов, таких как кислород и азот в воздухе. Без газовой защиты расплавленная ванна будет подвергаться воздействию воздуха, что приведет к появлению таких дефектов, как пористость и окисление сварного шва, что серьезно влияет на качество сварки. Поэтому при выполнении сварки TIG необходимо обеспечить стабильную подачу газа.
4. Для чего нужен сварочный аппарат TIG?
Основным назначением сварочного аппарата TIG является выполнение высокоточных и качественных сварочных работ. Он подходит для сварки высокопроводящих материалов, таких как нержавеющая сталь, алюминиевый сплав, титановый сплав, а также для случаев, когда необходимо точно контролировать форму и размер сварного шва. Сварочный аппарат TIG может обеспечить стабильную дугу и точный контроль параметров сварки, что позволяет сварщикам легко выполнять сварочные задачи различной сложной формы. В то же время, сварочный аппарат TIG также обладает характеристиками гибкости в работе и высокой адаптивности и широко используется в аэрокосмической, атомной промышленности, производстве прецизионных приборов и других областях.
Ресурс
Сварка TIG (дуговая сварка вольфрамовым газом)
Сварка MIG (дуговая сварка металлическим газом)


