

В обрабатывающей промышленностиЛисты из нержавеющей стали используются в широком спектре применений. Качество его резки играет решающую роль в точности и внешнем виде продукта. Технология лазерной резки стала отличным выбором для обработки нержавеющей стали благодаря своей высокой эффективности, точности и небольшой площади термического влияния. Тем не менее, на рынке представлено множество видов оборудования для лазерной резки, что вызывает головокружение, как выбрать наиболее подходящую модель для пластин из нержавеющей стали? Далее в этой статье речь пойдет о том, как выбрать идеалСтанок для лазерной резки нержавеющей сталидля Вас по ряду ключевых аспектов.
Что определяет лазерный резак из нержавеющей стали?
ТемСтанок для лазерной резки нержавеющей стали использует высокоэнергетический лазерный лучоблучать пластину из нержавеющей стали, чтобы пластина могла быстро расплавиться, испариться или достичь точки воспламенения. В то же время расплав сдувается высокоскоростным потоком воздуха, соосным с лучом для выполнения задачи резки. ЭтотМетод резки отличается высокой точностью и высокой скоростью, узкий режущий шов, небольшая площадь термического влияния и очень гладкая режущая поверхность, что особенно подходит для обработки металлических материалов, таких как нержавеющая сталь.
Анализ основных показателей
При выборе станка для лазерной резки нержавеющей стали следует обратить внимание на несколько ключевых показателей.
1. Тип лазера
| Индекс | Волоконный лазер (1μм) | CO₂ лазер (10,6 мкм) |
|---|---|---|
| Абсорбционная способность | 40-50% (нержавеющая сталь) | 5-15% (нержавеющая сталь) |
| Эффективность резки | Преимущество в скорости листа (не более 3 мм) | Преимущество в качестве пластины (>6 мм) |
| Эффективность фотоэлектрического преобразования | 25% | 10% |
| Применимые материалы | На металлической основе (режущая медь) | Металлический или неметаллический |
| Эксплуатационные расходы | Низкий (энергопотребление + техническое обслуживание) | Высокий (расход газа + техническое обслуживание) |
Предложения по выбору:
- ДляПрецизионная обработка тонких листов(толщиной менее 3 мм), предпочтение отдается волоконным лазерам.
- Для обработки толстых листов (толщина более 10 мм) рассмотрите возможность использования мощных CO₂-лазеров.
- Если вам нужно разрезать медь, вам придется использовать волоконный лазер.
2. Требования к питанию
Мощность лазера оказывает значительное влияние на режущую способность. При резке листов из нержавеющей стали разной толщины предъявляются следующие требования к мощности:
- Для резки пластин из нержавеющей стали толщиной 1 мм требуется мощность лазера не менее 500 Вт.
- Для резки листов из нержавеющей стали толщиной 10 мм требуется мощность лазера не менее 6 000 Вт.
- Выбор правильной мощности лазера может не только обеспечить эффективность и качество резки, но и избежать потерь энергии и снизить потери оборудования.
3. Стандартная точность резки
Согласно ISO 9013:2018:
- Точность позиционирования: Точность позиционирования оси X/Y составляет ±0,03 мм.
- Повторяемость: до ±0,02 мм.
- Шероховатость режущей поверхности: Ra не превышает 6,5 мкм при использовании азота.
- Перпендикулярность: Когдатолщина плитыменьше или равно 10 мм, отклонение по вертикали не превышает 0,1 мм.
4. Технология обеспечения точности:
- Система привода линейного двигателя с ускорением 2G и выше.
- Замкнутая сервосистема управления, частота отклика не менее 1 кГц.
- Режущая головка с автофокусировкой, динамическое время отклика меньше или равно 50 мс.
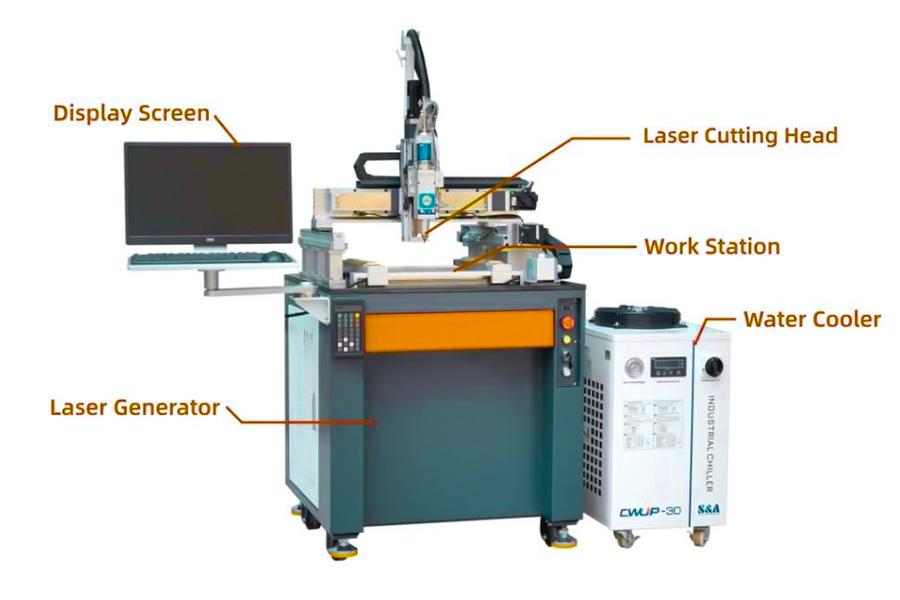
Каков принцип работы станка для лазерной резки нержавеющей стали?
Станки для лазерной резки нержавеющей стали полагаются на лазерный луч с высокой плотностью энергии для точной резки нержавеющей стали, а рабочий процесс выглядит следующим образом:
1. Генерация лазера
Лазер является ядром, производящим лазерный луч с высокой плотностью энергии. Он обладает хорошей направленностью и монохроматичностью, а энергетическая энергия обладает высокой концентрацией, обеспечивая энергетическую основу для эффективной резки и непрерывного выделения стабильного лазера для продвиженияПроцесс резки.
2. Фокусировка луча
С помощью оптической системы, состоящей из зеркал и линз,Лазерный луч фокусируется в очень маленькое пятно, и плотность энергии значительно улучшается. Сфокусированный лазерный луч достаточно горячий, чтобы мгновенно расплавить или даже испарить нержавеющую сталь, а оптика точно откалибрована, чтобы гарантировать, что лазерный луч попадает точно в место резки.
3. Нагрев материала
Сфокусированный высокоэнергетический лазерный луч облучаетповерхность пластины из нержавеющей сталипластина быстро поглощает световую энергию и преобразует ее в тепловую, температура резко повышается до точки плавления или кипения за короткое время, материал начинает плавиться или испаряться, а энергия лазера взаимодействует с материалом, чтобы изменить его физическое состояние.
4. Удаление материала
После того, как нержавеющая сталь плавится или газифицируется, она образует расплав или оксид, а вспомогательный газ (азот, кислород и т.д.) с высокой скоростью вдувается в зону резки через специальную форсунку, сдувая эти вещества и образуя щель. Кислород может увеличить скорость резки за счет реакции окисления, что подходит для сценариев с высокими требованиями к скорости; Азот, как инертный газ, может защитить режущую поверхность от окисления, и в основном используется в тех случаях, когда требуется высокое качество поверхности,в зависимости от характеристик материала и процесса резки.
5. Управление движением
Числовое программное управление (ЧПУ) имеет важное значение для точного управления лазерной головкойили стол для перемещения по заданной траектории для получения резки сложной формы. Система обладает высокой точностью и высокой скоростью, обеспечивая точность траектории резки и улучшаяЭффективность резкиоператор вводит схему и параметры резки, а система автоматически контролирует движение деталей для выполнения точной резки.
6. Охлаждать и чистить
В момент завершения резки, благодаря хорошему рассеиванию тепла нержавеющей стали и естественному охлаждению окружающей среды, пластина быстро охлаждается, а режущая кромка становится гладкой и плоской.Высокая точность лазерной резки, зона термического влияния небольшая, и в большинстве случаев разрезанный материал не нуждается в повторной обработке, а может быть непосредственно использован для последующей обработки или использования, повышая эффективность производства и снижая затраты.
Какой тип лазера режет быстрее?
ВЛазерная резка нержавеющей стали, резаки с волоконным лазером обычно режут быстрее, чем резаки с CO₂ лазером. Ниже приведен анализ преимуществ станков для резки волоконным лазером с точки зрения скорости резки:
Преимущество в скорости станка для резки волоконным лазером
Обработка отражательной способностью: волоконные лазеры проникают в нержавеющую сталь (40%) до 3 раз эффективнее, чем CO₂-лазеры. Это означает, что при резке нержавеющей стали волоконный лазер может более эффективно проникать в поверхность материала, повышая эффективность резки.
Сравнение скоростей: если взять в качестве примера лист толщиной 1 мм, скорость резки станка для резки волоконным лазером может достигать 25 м/мин, в то время как скорость резкиСтанок для лазерной резки CO₂составляет всего 8м/мин. Эти данные прямо показывают, что при одинаковой толщине резки листов из нержавеющей стали скорость станка для резки волоконным лазером значительно выше.
Ограничения резаков с помощью CO₂ лазера
Пожелтение и окисление режущей поверхности: При резке нержавеющей стали толщиной более 8 мм режущая поверхность станка для лазерной резки CO₂ подвержена пожелтению и окислению. Это не только влияет на качество среза, но и может доставить неудобства при последующей обработке.
| Индекс | Волоконные лазеры | CO₂ лазер |
|---|---|---|
| Преимущество в скорости | Лист (≤6 мм) | Пластина (>8 мм) |
| Качество резки | Гладкий срез (Ra≤6,5μм) | Черновая резка (Ra≥25μm) |
| Проблемы окисления | Без оксидного слоя | Толстые пластины подвержены пожелтению и окислению |
| Эксплуатационные расходы | Низкий (энергопотребление + техническое обслуживание) | Высокий (расход газа) |
| Применимые материалы | На металлической основе (режущая медь) | Металлический или неметаллический |
Предложения по выбору:
1. Вариант волоконного лазера:
- Обработка нержавеющей сталитолщиной ≤ 8 мм
- Требование высокоточных, неокисленных резов (например, прецизионных деталей, медицинского оборудования)
- Необходимость резки меди или материалов с высокой отражающей способностью
2. Рассмотрите возможность использования CO₂ лазера:
- Обработка нержавеющей стали толщиной > 12мм (требуется последующая шлифовка)
- Нужно резать неметаллы (например, дерево, пластик) одновременно
- Бюджет ограничен, а требования к качеству резки невысоки

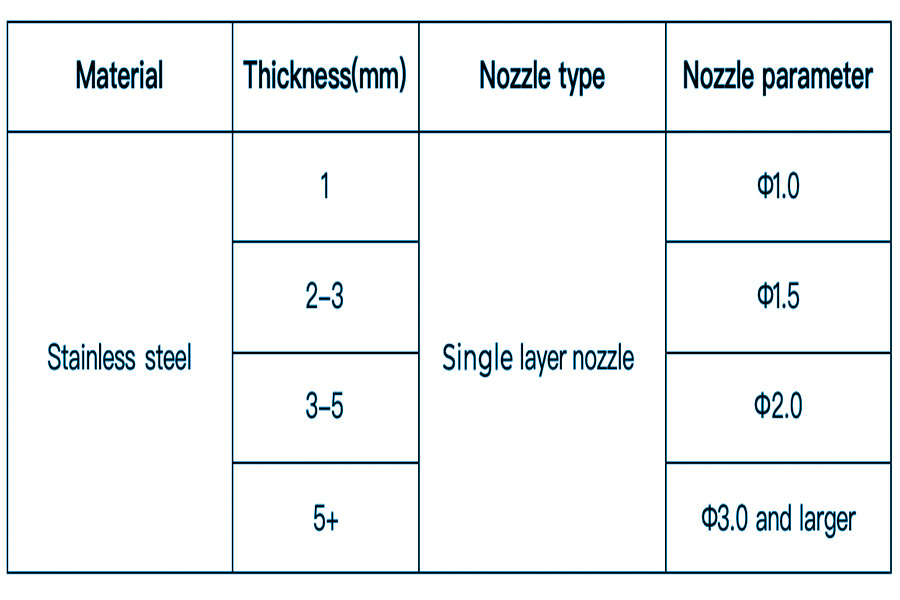
Как толщина материала влияет на выбор?
При лазерной резке нержавеющей сталиТолщина материала является ключевым фактором при выборе режущего оборудования.Пластины из нержавеющей стали разной толщины имеют разные преимущества для разного адаптационного оборудования.
| Диапазон толщины | Рекомендуемое оборудование | Ключевые параметры | Способ резки |
|
Лист (0,5-3 мм) |
Волоконный лазер мощностью 500-1,500 Вт | Длина волны 1μм, скорость поглощения 35-40% КПД фотоэлектрического преобразования 25% |
Азот защищает резание |
|
Средняя и тяжелая плита (4-15 мм)
|
Волоконный лазер мощностью 4 000 Вт+ | Кислородная помощь, скорость увеличена на 50% Диаметр пятна0,1-0,3 мм |
Кислородно-реактивная резка |
|
Сверхтолстая пластина (>15 мм) |
Дисковые лазеры мощностью 6 кВт и более | Качество луча м²<1,3 Глубина проникновения > 25 мм |
Высокая яркость благодаря резке |
Какая система охлаждения имеет решающее значение?
В станках лазерной резки системы водяного охлаждения имеют важное значение для оборудования большой мощности. Вот основные требования и преимущества системы с водяным охлаждением:
Ключевые требования:
- Расход воды: не менее 4 литров в минуту на киловатт мощности для предотвращения перегрева и деформации объектива, идля обеспечения точности резки.
- Контроль температуры воды: необходимо поддерживать точный контроль на уровне ±0,5°C, чтобы избежать влияния конденсации тумана на стабильность оптического пути.
Преимущество:
- Эффективный отвод тепла: циркуляционная вода забирает тепло для обеспечения стабильной работы оборудования, а эффективность рассеивания тепла выше, чем у системы с воздушным охлаждением.
- Высокая стабильность: точный контроль температуры, снижение колебаний производительности иПовышение стабильности качества резки.
- Увеличенный срок службы: эффективный отвод тепла, снижение термического напряжения и продление срока службы оборудования.
Ограничения систем с воздушным охлаждением:
- Ограниченный диапазон мощности: только для устройств малой мощности до 1 кВт.
- Низкая эффективность рассеивания тепла: трудно быстро рассеять большое количество тепла.
Сценарии применения:
- Мощная резка: система водяного охлаждения обеспечивает стабильную работу оборудования при высоких нагрузках.
- Прецизионная обработка: Обеспечьте стабильную среду и повысьте точность резки.
ТемСистема водяного охлаждения незаменима в мощных станках лазерной резкидля обеспечения эффективного отвода тепла и стабильной работы.

Какие стандарты безопасности должны быть соблюдены?
Комусоответствуют этим стандартам безопасности, вам нужно начать с проектирования оборудования, эксплуатационных характеристик, индивидуальной защиты и управления окружающей средой, и ниже приведено подробное введение:
Аспекты безопасности лазера
Для соответствия стандарту IEC 60825 - 1 Класс защиты 1 необходимо обеспечить, чтобыЛазерное оборудование имеет меры по контролю выбросов, блокировки безопасности, четкая маркировка класса безопасности лазера на оборудовании, а также обучение оператора лазерной безопасности.
Очистка выхлопных газов
В соответствии со стандартом выбросов металлической пыли EN 1093-3 необходимо иметь эффективную и хорошо герметичную систему сбора выхлопных газов, использовать подходящее оборудование для очистки выхлопных газов и установить оборудование для контроля выбросов, чтобы обеспечить соблюдение стандартов выбросов.
Аспекты эксплуатационной защиты
Оснащенный специальными защитными стеклами по длине волны, его оптическая плотность должна достигать OD7+, а оператор должен носить его в стандартизированном порядке на протяжении всей работы.
Предусмотрите полностью закрытую рабочую кабину, которая может эффективно изолировать более 90 дБ шума, а рабочая кабина должна иметь хорошую герметизирующую конструкцию и звукоизоляционные материалы, а также установить оборудование для шумомониторинга.

Как выбрать идеальный лазерный резак для листов из нержавеющей стали?
1. Определите свои потребности
- Толщина материала:Волоконный лазер выбирается для тонких пластин (1-6 мм), аCO₂ лазер или мощное волокноСчитается толстой пластиной (>6 мм).
- Требования к точности:Волоконный лазер (маленькое пятно) для прецизионных деталей и обычной обработки может сбалансировать эффективность и стоимость.
- Масштабы производства:Функции автоматизации (такие как автофокус, интеллектуальный вложение) требуются для больших партий.
2. Сравнение типов устройств
- Волоконный лазер:Подходит для тонких пластин, высокая скорость, не требует обслуживания, но со снижением качества толстых пластин.
- CO₂ лазер:Стабильная резка толстых листов, но высокое энергопотребление и обслуживание.
3. Ключевые параметры
- Сила:Оценивается по толщине × коэффициенту (40-60) (например, 3000-3600 Вт для 6 мм).
- Фокус:Тонкая пластина фокусируется на поверхности, а толстая пластина соответствующим образом опускается.
- Газ:кислород для повышения эффективности, азот для обеспечения качества.
4. Стоимость и послепродажное обслуживание
- Первоначальные инвестиции:Оптоволоконное оборудование дорогое, но экономит энергию в долгосрочной перспективе, CO₂ дешевый, но имеет много расходных материалов.
- Служба:Выбирайте бренд с быстрым откликом и достаточным количеством запасных частей.
Сводка
Выбор станка для лазерной резки нержавеющей сталиДолжны следовать логике «спрос определяет параметры, а параметры определяют оборудование». Рекомендуется проверять работоспособность оборудования с помощью пробной резки и отдавать предпочтение поставщикам с возможностями технической итерации. В будущем, с популяризацией лазеров мощностью 10 000 Вт, эффективность резки толстых листов будет еще больше повышена, и компании смогут гибко выбирать модели, исходя из собственных планов развития.
Отказ
Содержание этой страницы носит исключительно информационный характер.Серия LSНе делается никаких заявлений или гарантий любого рода, явных или подразумеваемых, в отношении точности, полноты или действительности информации. Не следует делать вывод о том, что эксплуатационные параметры, геометрические допуски, специфические конструктивные особенности, качество и тип материала или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это ответственность покупателяЗапросить коммерческое предложение на запчастидля определения конкретных требований к этим деталям.пожалуйстасвяжитесь с намиУзнать большеEFOrmation.
Команда LS
LS — ведущая компания в отраслиСосредоточьтесь на индивидуальных производственных решениях. Обладая более чем 20-летним опытом обслуживания более 5 000 клиентов, мы уделяем особое внимание высокой точностиОбработка с ЧПУ,Изготовление листового металла,3D-печать,Литье под давлением,Штамповкии другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или массовая кастомизация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьТехнология LSЭто означает выбор оперативности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт:www.lsrpf.com
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
1. Какая интенсивность лазера требуется для резки нержавеющей стали?
Интенсивность (мощность) лазера, необходимая для резки нержавеющей стали, зависит от толщины нержавеющей стали и требований к качеству резки. Вообще говоря, мощность может составлять около 1600 Вт для резки нержавеющей стали толщиной 2 мм; мощность может достигать 2200 Вт или выше для резки нержавеющей стали толщиной 3 мм. В практическом применении также необходимо регулировать в соответствии с такими параметрами, как скорость резки, положение фокусировки и тип газа.
2. Может ли CO2-лазер резать нержавеющую сталь?
Да. Станки для лазерной резки CO2 могут стабильно резать нержавеющую сталь, особенно подходящую для резки углеродистой стали в пределах 20 мм, нержавеющей стали в пределах 10 мм и алюминиевых сплавов менее 8 мм. Длина волны CO2-лазера составляет 10,6 мкм, что также подходит для резки неметаллических материалов.
3. Как выбрать станок для лазерной резки в зависимости от толщины пластины из нержавеющей стали?
Толщина пластины из нержавеющей стали является важным ориентиром при выборе мощности станка для лазерной резки. Вообще говоря, для резки пластин из нержавеющей стали толщиной менее 2 мм можно выбрать станок для лазерной резки мощностью около 1000 Вт; для резки пластин из нержавеющей стали толщиной 3-6 мм мощность должна достигать более 2000 Вт; Для резки более толстых пластин из нержавеющей стали необходимо выбрать устройство более высокой мощности.
4. Как сбалансировать точность и скорость резки?
Точность и скорость резки являются двумя важными показателями производительности станков для лазерной резки. При резке листов из нержавеющей стали, если точность резки высокая, например, при производстве тонких поделок, следует выбирать оборудование с высокой точностью и хорошей стабильностью; Если вы уделяете больше внимания скорости резки для повышения эффективности производства, вы можете обратить внимание на параметры скорости резки режущего станка. В практическом применении необходимо найти баланс между точностью и скоростью в соответствии с конкретными потребностями.
Ресурс
Влияние параметров лазерной резки на качество поверхности низкоуглеродистой стали (S235)


