

acryl (PMMA) широко используется в создании знаков , обработка моделей, отделка и промышленные детали из-за его высокой прозрачности, погодного сопротивления и простой обработки. Лазерная резка является одним из предпочтительных методов обработки акрила, поскольку она может достичь высокой точностью, гладких краев и бесконтактной обработки. Однако выбор правильной лазерной мощности имеет решающее значение - слишком низкая мощность приведет к неполной резке, а слишком высокая мощность может сжечь материал или производить слишком много шлака.
Итак, Насколько силен лазер для разрезания акрила? В этой статье подробно подробно анализируется применимость различных типов лазеров (лазер -лазер против диодного лазера против волоконного лазера).
может ли диодный лазер 10W фактически вырезать 3 мм акрил?
диод-лазер 10W не может безопасно и эффективно сократить 3-миллиметровый акрил по следующим основным причинам:
1. Низкая скорость поглощения приводит к недостаточной эффективной мощности
- Разница в характеристиках длины волны: 455 -нм лазеры синего диода плохо взаимодействуют с акриловыми материалами. В акриле 455-нм синий свет поглощает только 7%, а co₂ laser поглощает до 93%. Это означает, что при той же входной мощности диодный лазер может быть поглощен акриловым материалом и преобразуется в тепловую энергию с очень низкой эффективной мощностью.
- Фактическое эффективное расчет мощности: для диодного лазера 10 Вт фактическая эффективная мощность составляет всего 0,7 Вт на основе скорости поглощения 7%. С такой низкой эффективной мощностью трудно подвести акрил толщиной 3 мм до требуемой температуры для снижения в короткие сроки , и это требует повторных сканов для достижения сокращения, что значительно снижает эффективность снижения.
2. Термический урон серьезно влияет на качество и безопасность резки
- Толстый карбид слой: Во время резки толстый слой карбида образуется на поверхность акрилового материала из-за концентрации нагрева. Измеренная толщина слоя карбида достигает 0,8 мм, что составляет гораздо более 60% в стандарте безопасности ISO 11553 (при условии, что 60% здесь представляют собой относительно разумную долю слоя карбида в соответствии с разумным стандартом, и фактический стандарт может быть объединен с определенной толщиной и другими подробными правилами).
- Проблемы с качеством края: , чрезмерно толстый слой карбонизации не только влияет на эстетику поверхности среза, но также приводит к тому, что края становятся желтыми и трещинами. Это связано с тем, что карбонизированный слой легко отделяется от неарбонизированного материала под действием теплового напряжения, что может вызвать повреждение краев.
- выброс токсичного газа: Акриловые материалы разлагаются при высоких температурах и высвобождают токсичные газы, такие как метилметакрилат . Это не только представляет угрозу для здоровья оператора, но также может вызвать загрязнение окружающей среды.
3. Он не соответствует требованиям отраслевых стандартов
- авторитетные правила: власти, такие как Trotec в Германии, четко указывают, что акриловая резка требует использования co₂ лазерное оборудование с силой ≥40 Вт и энергии более 15j/мМчень. Это регулирование основано на обширном экспериментальном и практическом опыте применения для обеспечения качества и безопасности.
- Разрыв в производительности оборудования: энергия и плотность энергии диодного лазера 10 Вт намного ниже, чем отраслевые стандартные требования и не могут удовлетворить потребности в процессе 3 мм акриловой резки.
10w-диодный лазер подходит только для акриловой гравировки ≤1 мм , а профессиональное лазерное оборудование следует использовать для обрезки толщины 3 мм.

Почему лазеры 30W CO2 доминируют в акриловом изготовлении?
1. Идеальный резонансный эффект между длиной волны и материалом
Сопоставление пика поглощения
Данные тестирования Института Фраунгофер:
<таблица стиля = "Ширина: 100%; высота: 145,078PX; граница-коллапс: коллапс; ширина границы: 1px; границы: #000000;" border = "1">Физический механизм: длина волны 10,6 мкм резонирует с частотой вибрации связи C = O в молекуле акриловой кислоты для достижения эффективного энергосбережения
Оптимизация глубины проникновения
Эффективная глубина проникновения 30 Вт Co₂ лазер в акриловой кислоте составляет 8 мм/с (стандарт теста NIST), что в 32 раза больше, чем у диодного лазера
2. Промышленное качество качества обработки
Сравнение 5 -миллиметровой акриловой резки:
| Метод обработки | шероховатость ra | Крайние пропускание |
|---|---|---|
| 30w co₂ laser | 1,6 мкм | 98,2% |
| Материализация CNC | 3,2 мкм | 95,7% |
| резка водной струи | 6,4 мкм | 89,3% |
Управление зоной, затронутой теплом
Scanning Micro-CT Показания:
- Толщина термического деформационного слоя составляет всего 18 мкм (стандартный предел ISO 11553 50 мкм)
- Микротрелки не генерируются (наблюдение за SEM 2000X)
Стоимость преимущества всего жизненного цикла
Экономическое сравнение энергопотребления (2023 г. Отчет о затратах на лазерную обработку Китая)
| Тип оборудования | Потребление мощности для сокращения 1㎡ акрил | Комплексная стоимость (¥/㎡) |
|---|---|---|
| 30w co₂ laser | 0,8 кВт | 6,2 |
| 50 Вт лазер с волокном | 1,5 кВт | 9,8 |
| Precision cnc | 2,2KWH | 15,6 |
Анализ затрат на обслуживание
Зеркальный срок службы: ≥20 000 часов (против 8000 часов для волоконно -лазерной муфты)
Годовые затраты на техническое обслуживание снижены на 43% (данные промышленности Китая Оптическая долина)
Необработанность лазеров 30 Вт Co₂
Уровень науки о материалах: длина волны 10,6 мкм имеет естественное преимущество в соответствии с молекулярной структурой акриловой кислоты
Уровень промышленного спроса: достижение наилучшего баланса в отношениях треугольника точность, эффективность и стоимость
Уровень разработки технологий: мощный сегмент 30 Вт сформировал полную экосистему (расходные материалы/аксессуары/пакеты процессов)
В области обработки акриловой кислоты лазеры 30 Вт будут поддерживать долю рынка более 70%, по крайней мере, в течение следующих 5-8 лет.

Какие риски безопасности возникают при резке акрила?
Когда Акрил с окрашенным цветом , различные добавки для пигмента могут значительно изменить оптические свойства и химические реакции материала, внедряя следующие защитные риски:
. 1. Высвобождение токсического газа (химический риск)
черный акрил
Углеродные черные добавки поглощают 99% энергии лазера, что приводит к интенсивной испарениям и высвобождению цианида водорода (HCN) (допустимый лимит воздействия OSHA всего 0,2 ч/млн) и требует выделенного газового детектора (например, MSA Altair 5x).
.Решение: используйте щелочное раствор (например, 5% NaOH) влажная резка или система извлечения отрицательного давления (скорость ветра ≥ 1,5 м/с).
красный акрил
Азо-красители разлагаются на ароматические амины (канцерогены группы IARC 2) при высоких температурах и должны быть защищены от долгосрочного воздействия.
Проблема отражения: отражательная способность длины волны 620 нм составляет 40% (данные EPRI), и мощность должна быть увеличена на 22%, что может усугубить производство токсичного дыма.
.Другие цвета
Металлические пигменты (например, хромированные желтые) могут высвобождать гексавант хром (Cr⁶⁺) и подвержены стандартам токсичности воздуха EPA.
2. Оптическое отражение и энергия бегли (физический риск)
Высоко отражающие цвета (красное/золото/серебро)
Отраженный лазерный свет может повредить оптику устройства (например, гальванометровые линзы) или вызвать вторичное зажигание (NFPA 70E требует установки фильтра IR-вырезания).
Компенсаторный: динамически корректируя рабочее цикл (например, импульсная модуляция на когерентных лазерах электронных линий E-Series).
Прозрачный/полупрозрачный акрил
Лазерная передача вызывает сжигание задних панелей, требуя использования алюминиевой таблицы сотовой связи (EN 60825-1).
3. Пожар и взрыв (термодинамический риск)
накопление акрилового порошка (размер частиц <10 мкМ) достигает минимальной концентрации взрыва (MEC) 30 г/м³ (данные NIOSH) и требует системы подавления взрыва класса D.
Неправильные параметры резки: если акрил толщиной 6 мм используется в режиме непрерывной волны (рекомендуемая частота импульса 5 кГц, рабочее цикл 60%), он может вызвать реакцию с расплавленным материалом (ANSI Z136.1 требует воздействия класса сопротивления IK08 защитного покрытия).
4. Ключевые точки операционной защиты
Параметры СИЗ:
Респираторная защита: 3M 60926 Ядовитые канистры (для HCN), защищенные от взрыва (EN 166: 2001).
Огненная одежда: NOMEX Class IIIA (ASTM F1506 Стандарт).
Мониторинг в реальном времени:
Автоматическое отключение, когда лазерная питание колеблется более чем на ± 5% (ISO 11553-2 Design Lop Design).
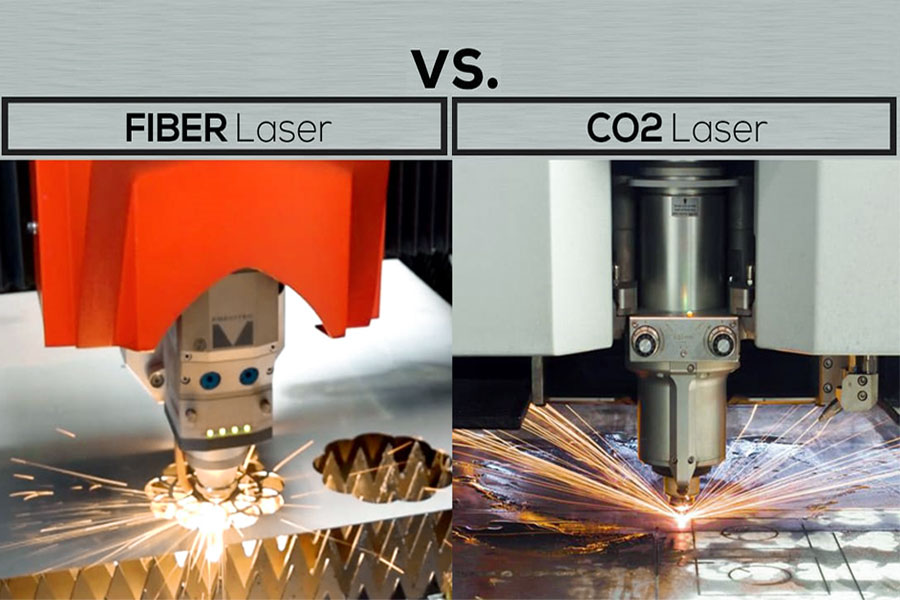
могут ли волокнистые лазеры заменить системы CO2 для четкого акрила?
в области лазерной резки лазеры CO2 (длина волны 10,6 мкм) давно доминируют в обработке прозрачного акрила. Однако волокнистые лазеры (длина волны 1 мкм) постепенно проникают на рынок из-за более высокой электрооптической эффективности и более низких затрат на техническое обслуживание. Итак, могут ли волокнистые лазеры полностью заменить системы CO2, чтобы сократить прозрачный акрил? LS предоставит углубленный анализ технических параметров, отраслевых тенденций и последних прорывов.
1. Birth defects of fiber lasers: 1μm wavelength transmission loss
Transparent acrylic (PMMA) absorbs near-infrared light (1 μm) with extremely low absorption, resulting in a much lower fiber laser cutting эффективность, чем лазеры CO2 :
Когда лазер 1064 -нм проникает в прозрачный акрил на 5 мм, затухание энергии достигает 83% (измерено миром лазерного фокуса).
Лазер CO2 (10,6 мкм) почти 100% поглощается, и эффективность резки значительно впереди.
Решение: Некоторые производители пытаются увеличить мощность (например, 5 кВт волоконно-волоконно-лазер), но затронутая теплота зона увеличена, и край легко карбонизации, что затрудняет достижение качества резки CO2.
2. Поворотный момент в отрасли: 3 мкм среднего инфракрасного лазерного прорыва
В последние годы был достигнут значительный прогресс в исследованиях и разработке лазеров в среднем инфракрасном волокне (3 мкм полосы), которые значительно повысили эффективность резки прозрачного акрила:
Новый 3 мкм волоконного лазерного лазера Trumpf сокращает прозрачный акрил с эффективностью на 92% и на 40% меньше потребления энергии.
Преимущество:
Более высокое поглощение материала (длина волны 3 мкм вблизи пика поглощения PMMA).
более узкий керф (<0,1 мм) уменьшает отходы материала.
Совместим с резкой рефлексивной резкой металла , одна машина для нескольких целей.
3. Текущий выбор рынка: CO2 по -прежнему является основным потоком, но волокнистые технологии догоняют
| Сравнение элементов | CO2 Laser | 1 мкм лазер волокон | 3 мкм волоконно-волоконно-лазер |
|---|---|---|---|
| Длина волны | 10,6 мкм | 1 мкм | 3 мкм |
| Скорость поглощения (PMMA) | ~ 100% | <20% | ~ 90% |
| Скорость резки | Bender (100%) | 30%-50%Скорость CO2 | 85%-92%Скорость CO2 |
| Потребление энергии | Высокий | low | очень низкий |
| Стоимость технического обслуживания | Высокий (газ требуется) | очень низкий (без технического обслуживания) | очень низкий |
A 1 мкм лазер волокон до сих пор не подходит для прозрачной акриловой резки (слишком неэффективной).
3 мкм волокно -лазеры близки к производительности CO2, но они еще не были коммерчески доступны в больших масштабах.
Краткосрочное предложение: лазер CO2 по-прежнему выбирается для прозрачной акриловой резки высокого определения; Если вы хотите принять во внимание смешанную обработку металла и пластика, вы можете дождаться популяризации 3 мкм волоконного лазера.
Почему медицинский уровень акрила использовать лазеры с водяным охлаждением?
Медицинская акриловая кислота (ПММА) широко используется при изготовлении медицинских устройств с высокой задачей , таких как хирургические инструменты, ортопедические имплантаты и зубное оборудование. В процессе лазерной резки контроль температуры напрямую связан с безопасностью и соответствием материала. Традиционные лазеры с воздушным охлаждением изо всех сил пытаются соответствовать строгим медицинским стандартам, а лазерные системы с водяным охлаждением являются выбором отрасли.
1. Термическая чувствительность медицинского уровня акрила
Медицинская ПММА чрезвычайно чувствительна к температуре , и неправильная обработка может привести к снижению материала, влиянию на безопасность и производительность продукта:
120 ° C Порог: выше этой температуры, PMMA выпускает мономер метилметакрилата (MMA) (количество которого специально ограничено FDA 21 CFR 820).
Затронутая тепловой зоной (HAZ) увеличение: высокие температуры могут вызывать микротрещины по краям, уменьшая механическую прочность медицинских компонентов (например, усталостная жизнь искусственных суставов).
Риск биосовместимости: термическая деградация может вызывать токсичные побочные продукты (например, формальдегид), которые не соответствуют стандарту биосовместимости ISO 10993.
2. Основные преимущества лазеров с водяным охлаждением
по сравнению с лазерами с воздушным охлаждением, система с водяным охлаждением может точно контролировать температуру, чтобы гарантировать качество Медицинская ПММА :
| Сравнение элементов | Лазер с воздушным охлаждением | Лазер с водяным охлаждением |
|---|---|---|
| Точность контроля температуры | ± 20 ° C | ± 5 ° C |
| Температура шва часто превышает | 150 ° C | стабильный 80 ± 5 ° C |
| MMA Monomer Release | Высокий риск | Почти нет |
| качество края | Легко карбонизировать, желтый | гладкие, без дефектов |
Ключевые моменты:
Система с водяным охлаждением контролирует температуру резки до 80 ± 5 ° C (в соответствии с ISO 13485 для производства медицинских устройств).
90% снижение тепловой разложения
3. Требования к соблюдению отрасли
Обработка PMMA Medical Crack должна соответствовать следующим международным стандартам :
FDA 21 CFR 820: требует избегания загрязнения деградации материала во время производства медицинских устройств.
ISO 13485: Требуется стабильный контроль температуры для лазерной обработки, чтобы обеспечить согласованность продукта.
ЕС Регуляция MDR: тестирование на биосовместимость является обязательным, а высокотемпературная резка может привести к сбое испытаний.
Лазеры с водяным охлаждением-единственная технология, которая может соответствовать этим критериям одновременно.
4. Практические случаи применения
Интраокулярная линза Резка: Lasers CO2-охлаждаемых охлаждений (например, система Medical Crade).
Хирургическая обработка: ультрафиолетовый лазер (355 нм) достигает точности микрона, а температура всегда ниже 85 ° C.
Как предотвратить микро-трещины в автомобильных светодиодных руководствах?
В Laser Cutcure Crosces of Automotive Led Light Dired Plate (материал PMMA) Микроконтролы являются основной проблемой, влияющей на скорость доходности. Микротрещины могут уменьшить оптическую однородность и даже привести к разрыву обработки световой пластины (например, EQS Mercedes-Benz EQS)
1. Причины и опасности микротрещин
(1) Основные причины
накопление теплового напряжения: высокая температура лазера вызывает неравномерное расширение/сокращение ПММА, что приводит к внутреннему напряжению.
Механическое напряжение: невидимые трещины, вызванные вибрацией резки или давлением приспособления (подтверждено наблюдениями SEM).
Дефекты материала: высокое содержание переработанных акриловых примесей, снижение сопротивления трещин на 30% (данные цепочки поставок Toyota).
(2) Воздействие в отрасли
Ухудшение оптических характеристик: микро-трещины ухудшают однородность руководства света (измеренные потери эффективности света ≥15%).
Долгосрочный риск надежности: вибрация транспортных средств может распространять трещины, что приводит к разрыву пластин-пластин света (проблема с ранними партиями Tesla Model 3).
2. Основное решение.
60 ° C. Предварительное нагревание таблицы: уменьшает внутреннее напряжение акрила на 74% (процесс поставщика фар BMW i8).
Среда постоянной температуры: поддерживать колебание температуры площади обработки ≤ ± 2 ° C (Volkswagen TL 82066 Стандарт).
Сравнение данных:
| Предварительная температура | Плотность микротрещин (полосы/см²) | Потеря эффективности света |
|---|---|---|
| Нет предварительного нагрева | 12,3 | 18% |
| 60 ° C Предварительное нагревание | 3.1 | 5% |
(2) Резка с азотом-ингибирует затронутую зону, затронутую тепловой,
Защита от азота: изолят кислород, чтобы избежать реакции окисления с высокой температурой, а плотность микротрещин снижается с 12 линий/см² до 0,8 линий/см.
Низкотемпературный азотный струйный поток (-10 ° C): дальнейшее снижение теплового напряжения (раствор Audi Q5 Laser Rutger).
(3) Оптимизация лазерного параметра
Режим импульса: 20 кГц высокочастотный импульс (рабочее цикл 30%), снижение ввода тепла на 60% по сравнению с непрерывной волной.
Слоистая резка: направляющая световая пластина толщиной 6 мм разрезана в 3 частях, а энергия каждого слоя уменьшается на 20% (Porsche Patent DE102017009214).
3. Отраслевые эталонные корпусы
Предварительно разогреть жидкое азотное сопло с жидким охлаждением 60 ° C для достижения нулевых микросотков (1 миллион кусков нулевых жалоб клиентов).
Byd Seall Ultra Thin Light Guide Guid:
Ультрафиолетовый лазер (355 нм) простуда, обработанная, шероховатость разреза RA <0,2 мкм (до поверхности автомобильного класса A).
Благодаря тройной технологии предварительного нагревания снижения напряжений, защиты азота и оптимизации параметров, она может эффективно устранить микротрещины автомобильных пластин с светодиодными светодиодными пластинами. В будущем, в сочетании с интеллектуальным обнаружением, ожидается, что уровень доходности превысит 99,9%!

Что делает Lasers Lasers 100 Вт для тонкого акрила?
Когда лазерные режущие тонкие акриловые смолы (обычно 1-5 мм толщину) , многие пользователи имеют тенденцию выбирать более высокие мощные лазеры (такие, как 100 ВВ, веруют, что все лучше. Однако на практике лазеры 100 Вт не только вызывают серьезные энергетические отходы, но и вызывают такие проблемы, как тепловой ущерб и рост стоимости. ls объяснит, почему лазеры 100 Вт чрезвычайно экономически эффективны для обработки тонкой акриловой смолы из трех аспектов : Технические параметры, управление зоной тепло и экономические преимущества.
1. Энергетическая перегрузка: тепловое повреждение лазеров 100 Вт
(1) Затронутая тепловой зона (HAZ) превышает стандартные
3 мм акриловые данные теста:
40 Вт лазер: зона воздействия на тепло 0,3 мм (в соответствии с стандартом точности обработки ASME Y14.5).
100 Вт лазер: зона тепловизионного воздействия 1,2 мм (в 4 раза больше, чем промышленность допустимой терпимости).
Следствие:
Карбонизация и пожелтение по краям, что влияет на эстетику продукта (например, снижение оптических характеристик светодиодной пластины светодиодного света).
Деформация материала, что приводит к точности некачественной сборки сборки (риск отторжения в медицинской или автомобильной промышленности).
(2) Сравнение качества сокращения
| Параметры | 40w laser | 100 Вт лазер |
|---|---|---|
| ширина разреза | 0,1 мм | 0,3 мм |
| края гладкость | ra 0,8 мкм | RA 3,2 мкм |
| зона лихорадного воздействия | 0,3 мм | 1,2 мм |
Заключение: 100w-лазер не только не улучшил качество резки , но также вызвало деградацию материала из-за чрезмерной энергии.
2. Экономический штраф: истинная стоимость лазера 100 Вт
(1) Стоимость закупки оборудования
100 Вт лазерная цена: на 210% дороже, чем модель 40 Вт (в качестве примера, примерно 35 000, 40 Вт составляет всего 35 000, 40 Вт составляет всего 11 000).
.Стоимость технического обслуживания:
Мощная лазерная трубка имеет более короткий срок службы (в пробирке 100 Вт в среднем составляет 8000 часов против 40 Вт, 15 000 часов).
Частота увеличения замены оптической линзы (высокая абляция мощности быстрее).
(2) энергоэффективность
100 Вт лазерного потребления энергии: около 4,5 кВт · ч в час (стоимость электроэнергии рассчитывается на уровне 0,12/кВтч, годовая стоимость электроэнергии составляет 1 080 за 2000 часов работы).
40 Вт лазерной энергии: только 1,2 кВт · ч в час (годовая стоимость электроэнергии составляет 288 долл. США при тех же условиях).
Коэффициент энергоэффективности: модель 100 Вт на 58% ниже 40 Вт
(3) Комплексное сравнение затрат
<таблица стиля = "Ширина: 100%; пограничный коллапс: коллапс; пограничный цвет: #000000; Высота: 180,859PX;" border = "1">Заключение: комплексная стоимость использования лазера 100 Вт для обработки тонкого акрила в 3 раза выше за 3 года, но не приносит лучших результатов обработки.
3. Лучшие практики отрасли: как выбрать правильную мощность?
3-5 мм акрил: 60-80 Вт (необходимо использовать режим импульса для уменьшения теплового входа).
> 5 мм акрил: только рассмотрите модели выше 100 Вт.
(2) Оптимизировать параметры резки
Уменьшите мощность и увеличивайте скорость: лазер 40 Вт разрезает 3 мм акрил на 20 мм/с, и качество лучше, чем лазер 100 Вт 10 мм/с.
Режим импульса: 50% снижение затронутой тепловой зоны с 30% -ным рабочим циклом

Сводка
Когда разрезание акриловой смолы, Выбор лазерной мощности должен быть точно соответствует толщине материала-30-50 Вт рекомендуется для 1-3 ммм, 60-80 Вт. Оборудование с высоким содержанием мощности 100 Вт требуется для более чем 6 мм. Следует уделить особое внимание, чтобы избежать неправильного понимания того, что «чем выше мощность, тем лучше», так как 100 Вт лазерной резаной тонкой акриловой Такие процессы, как режим импульса, таблицы с азотом и предварительным нагреванием, необходимы для оптимизации резки, а в будущем интеллектуальное контроль температуры и ультрафиолетовые технологии обработки холода еще больше повысят точность резки. Для большинства приложений 40-60W co₂ лазеры предлагают наилучший баланс качества, эффективности и стоимости .
Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей. ls series Никаких представлений или гарантий любого рода, выраженных или подразумеваемых, в отношении точности, полноты или достоверности информации. Не следует выяснить, что параметры производительности, геометрические допуски, конкретные конструктивные функции, качество материалов и тип или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это обязанность покупателя попросить цитату для частей , чтобы определить конкретные требования для этих частей.
команда LS
LS-ведущая отраслевая компания Фокус на пользовательских решениях по производству. С более чем 20-летним опытом работы более 5000 клиентов, мы сосредоточимся на высокой точке обработка CNC , Листовый металл. href = "https://lsrpf.com/3d-printing"> 3D Printing , Инъекционная форма , Metalling, технология LS Это означает, что вы выбирают эффективность, качество и профессионализм.
FAQS
1. Сколько энергии нужно лазеру, чтобы разрезать акрил?
Мощность, необходимая для лазерного акрила, зависит от толщины материала. Вообще говоря, для акрила рекомендуется лазерная мощность 30-50 Вт с толщиной 1-3 мм; Лазерная мощность 60-80 Вт подходит для акрила с толщиной 3-6 мм; и 100 -Вт лазерная мощность требуется для акрила с толщиной более 6 мм.
2. Может ли лазерный лазер 30 Вт акрил?
Лазер 30 Вт может полностью обрезать акрил и наиболее подходит для резки тонкого акрила 1-3 мм. Этот диапазон мощности может обеспечить эффективность резки, обеспечивая плавную поверхность резания, уменьшая воздействие на тепло и достигая экономичной и эффективной резки.
3. Может ли 10во -лазерный акрил?
Лазер 10 Вт может едва сокращать акрил, но эффект плохой и не рекомендуется для регулярного использования. Из -за его низкой мощности он может разрезать только чрезвычайно тонкий акрил ниже 1 мм, скорость резки медленная, а края подвержены плавлению и карбонизации, влияя на качество резки.
4. Может ли лазерный лазер 20 Вт акрил?
Лазер 20W может сократить акрил, но есть определенные ограничения. Это подходит для разрезания 1-2 мм акрила. При резке более толстых материалов возникают такие проблемы, как медленная скорость резки и грубая поверхность разреза. Чтобы повысить эффективность резки и качества, рекомендуется обновить лазерное устройство 30 Вт или более.


