

технология лазерной резки стала важным инструментом для пластиковой обработки В современном производстве благодаря его высокой точке, высокой эффективности и гибкости. Однако не все пластмассы подходят для лазерной резки. Эта статья сочетает в себе исследовательские и технические методы промышленности, суммирует 10 наиболее подходящих пластмасс для лазерной резки и анализирует их характеристики, решения приложений и сокращение мер предосторожности, чтобы помочь компаниям оптимизировать свои производственные процессы.
Акрил (ПММА) - «Прозрачный король» лазерной резки
1. Основные преимущества: высокие определения резки и функции защиты окружающей среды
качество оптического уровня
- шероховатость поверхности режущей поверхности RA≤0,8 мкм (близко к эффекту зеркала), а датчик света составляет 92% (больше 85% обычного стекла).
- Без грамма края подходят для высококлассных полупрозрачных маркировок, оптических линз, панелей мониторинга и других точных применений.
Экологическая и безопасная обработка
- ISO 21904-1 Стандарты выбросов соответствуют и не производят раздражающий дым.
- Термическая зона <0,1 мм (тест ASTM D1003), без риска пожелтения и разрыва после долгосрочного использования.
2. Выбор лазерного оборудования и оптимизация процесса
co₂laser (40-100W)
- Лучшее сопоставление длины волны (10,6 мкм) обеспечивает максимальную скорость резки 3 мм пластины 15 м/мин.
- Это экономически эффективное и энергоэффективное, на 60% меньше, чем ультрафиолетовые лазеры и подходит для крупномасштабной обработки рекламных слов и световых ящиков.
ультрафиолетовый лазер (355 нм)
- Точность дифференциальной оценки (минимальная ширина линии 20 мкм), подходящая для обработки медицинских катетеров, микрофлюидных чипов и т. Д.
- Технология холодной обработки, отсутствие деформации теплового напряжения, чтобы обеспечить размерные ошибки биомедицинских частей <± 5 мкм.
3. Типичные случаи применения в отрасли
Поле рекламной вывески
- 90% акриловых символов мира - это лазерная резка (данные о исследованиях отраслевых исследований).
- Коэффициент эффективности обработки 5 -миллиметровой таблицы не требуется для ЧПУ.
Продукты PMMA в медицинском уровне
- Прошел тест биосовместимости класса VI USP для хирургических рекомендаций, прозрачных оболочек и т. Д.
- Автоматический (121 ° C) для удовлетворения повторных потребностей.
 petg - предпочтительный выбор для медицинского и продовольственного сорта
petg - предпочтительный выбор для медицинского и продовольственного сорта
Основные преимущества: сертификация безопасности и резка с высокой чистостью
- Petg - это FDA 21 CFR 177.1630, сертифицированный для контактных материалов для пищевых продуктов и может использоваться непосредственно в посуде и фармацевтической упаковке. Он не содержит BPA, а ISO 10993-5 протестирован на цитотоксичность и биобезопасность.
- Когда лазерная резание petg имеет термо-пораженную зону менее 0,05 мм, а гладкость края режущей поверхности подтверждается микроскопической томографией. После тестирования в ASTM D543 он может противостоять погружению в 75% растворов этанола и севальдоацкой кислоты и является химически устойчивым.
Руководство по выбору лазерной машины
- Это лазеры волокна (20 Вт) могут сокращать петг-плиты толщиной 0,5-5 мм, со скоростью до 1200 мм/мин (диаметром фокусировки 30,0 мкм), по сравнению с 35%, с скоростью до 1200 мм/мин (диаметром фокусировки 30,0 мкм), по сравнению со 35%, со скоростью до 1200 мм/мин (диаметром фокусировки 30,0 мкм), по сравнению со 35%, и со скоростью до 1200 мм/мин (диаметром фокусировки 30,0 мкм), по сравнению с 35%, со скоростью до 1200 мм/мин. Экономия лазеры углекислого газа делают для эффективной резки тонких пластин.
- Зеленый лазер (532 Нм) обладает сильной адаптивностью к высокоотражающим материалам, с отражательной способностью на 80% ниже, чем инфракрасный лазер и менее 5%. Он подходит для металлизированной пленки пленки и точного бурения. Точность размера отверстия составляет до ± 10 мкм и до ± 10 мкм, что может соответствовать требованиям допуска 5G антенны Coperna Cover IPC-4101.
Решения отраслевых приложений
- Материалы PETG устойчивы к оксиду этана (EO) и стерилизации гамма-стерилизации и обычно используются в медицинской упаковке и пищевой упаковке, такими как индивидуальные инфуционные кабины и медицины. Его дымка составляет менее 2% (протестировано ASTM D1003), и его преимущество в передаче света соответствует требованиям оптической проверки прозрачных клеточных ящиков.
- В поле 5G электронную упаковку коэффициент рассеивания PETG с диэлектрической постоянной DK = 3,2 и DF = 0,02 соответствует стандарту уровня IPC-4101D 3 и обеспечивает высокочастотную передачу сигнала. В пределах температурного диапазона -40 ° C ~ 120 ° C скорость его размерного изменения составляет менее 0,1% (тест MIL-STD-883G), а его структурная стабильность очень хороша.
поликарбонат (ПК) - высокое воздействие и пуленепробиваемые приложения
1. Основные параметры резки военного класса
материалы для военных целей были подтверждены Mil -prf -5425e для баллистической производительности . При резании листов с температурой ≤12,5 мм необходимо использовать более 99,99% азота высокой чистоты для предотвращения окисления и карбонизации. Рекомендуется выбрать лазерную машину с> 80 Вт, а давление воздуха составляет ≥1,5BAR, чтобы убедиться, что поверхность резки чистой.
2. Контроль риска безопасности
ПК Высокая температура выпускает токсичный газ из цианида водорода (HCN). Система экстракции дыма должна быть доступна с объемом воздуха ≥500 м³/ч для контроля концентрации цианида окружающей среды до <0,1 м.д. (стандарт OSHA) и установить тревогу обнаружения HCN. Используйте 1064-нм-лазер-волокно, чтобы контролировать скорость резки со скоростью 20-50 мм/с, чтобы уменьшить термолеперированную область.
3. Lexan® MX -серии Преимущества и оптимизацию резки
Series Lexan®MX - это модернизированный продукт для ПК . После устойчивости к модификации сульфата он обладает сильным сопротивлением погоды, индекс пожелтения ΔYI <1,5 (ASTM D1925) и соответствует стандартам сопротивления износостойкости SAE J576 SAE J576. Он обладает хорошим холодным эффектом лечения ультрафиолетовым лазером 355 нм, таким как ультрафиолетовый лазер 10 Вт, скорость сканирования 100 мм/с, зазор на разрезание 0,1 мм и качество резки очень хорошее.
4. Сравнение процессов лазерной резки различных материалов ПК
5. Практические эксплуатационные рекомендации
Перед обработкой 10 × 10 см образцов были вырезаны, поверхность резки наблюдалась с использованием сканирующего электронного микроскопа (SEM), и сопротивление воздействия проверяли в соответствии с ASTM D256. Серия AMB в IPG Photonics и другие модели с закрытой камерой резки и отрицательным давлением. Действие газа обеспечивает безопасную и точную резку.
Delrin (POM) - Выбор точных передач, которые деформированы до нуля
Для приложение Delrin к лазерной резки (POM) -Выбор деформации Gear Gear Zero. Ниже приводятся ключевые параметры процесса, отраслевые кейсы и контрольные точки безопасности: 1. Точные параметры ядра. Бар
Зона теплового воздействия (HAZ): ≤0,05 мм (измерено ISO 286-2 H5 Допускаемость)
Толетность резки:
Допуск: ± 0,005 мм (для поверхностей между передачами)
Шид слота: 0,02-0,05 мм (UV лучше)
2. Корпус применения в отрасли - Швейцарский комплект спортивного оборудования ETA
Требования к процессу:
Gear Groove: модуль ≤0,3, шероховатость поверхности зубов Ra <0,8 мкм (DIN 3962)
Нет после лечения: прямое разрезание и формирование, чтобы избежать целевой скорости и повреждения
Конфигурация оборудования:
Постоянная температурная режущая комната (23 ± 0,5 ° C) уменьшает тепловое расширение материала
3. Контроль токсичности (высвобождение формальдегида)
Стандарт безопасности:
Китай: GB/T 18883 «Стандарт качества воздуха в помещении» <0,05 мг/мim
Мониторинг в реальном времени: установить формальдегидные датчики (такие как Honeywell HPMA115S0)
Выхлопная система: скорость ветра ≥1,0 м/с, активированная углеродная фильтрация (эффективность адсорбции> 95%)
 4. Таблица сравнения оптимизации процесса
4. Таблица сравнения оптимизации процесса
| Параметры | волоконно-волоконно-лазер (1064 нм) | ультрафиолетовый лазер (355 нм) |
|---|---|---|
| Затронутая тепловой зона | 0,05-0,1 мм | ≤0,02 мм |
| Скорость резки | 80-120 мм/с | 30-60 мм/с (высокая точность) |
| Применимая толщина | ≤5 мм | ≤2 мм (супер точный) |
| Стоимость оборудования | Средне-низкий (основные промышленные машины) | Высокий (требуется модуль холодной обработки) |
решение ABS-Low-Low для автомобильных внутренних частей
В собственном производстве автомобилей, ABS-предпочтительный материал для лазерной резки из-за его преимущества затрат . В следующем анализе анализируется его точки применения из аспектов процесса, безопасности, свойств материала и проверки.
1. Ключевые параметры недорогого процесса резки
Предотвратить бумага ABS, скрученная во время резки , разогреть ламинат до 80 ° C и нагреться равномерно. Лазер 30WCO₂ (длина волны 10,6 мкм) использовали для удаления шлака со скоростью 800 мм/мин и охлаждали его с помощью сжатого воздуха 0,3-0,5 бар. Согласно стандарту VDA 6.3, высота заусена контролируется как менее 0,1 мм посредством визуального и прикосновения, а ширина резки поддерживается между 0,2-0,3 мм, что подходит для внутренних структур деталей.
2. Соответствие отрасли и контроль токсичности
Абс-резание стирола , рабочая область должна быть концентрацией стирола ≤20ppm в соответствии с ePA 40 CFR Часть 63. Она может контролироваться с использованием пид-датчиков, таких как MultiRae EPA 40. Очистка дыма принимает двухэтапную фильтрацию металлического фильтра и активированного углерода. Скорость удаления ЛОС превышает 90%, а скорость выхлопа составляет ≥0,8 м/с, отвечая требованиям вентиляции OSHA.
3. Ограничения и альтернативы прикладным материалам
ABS не может пройти тест на цитотоксичность ISO 10993-5 из-за высвобождения следовых количеств стирола и акрилонитрила и, следовательно, не может использоваться для медицинского использования; Температура его стеклянного перехода составляет около 105 ° C и будет деформироваться после долгосрочного использования 85 ° C. Полипропилен (PP) является более экономичной альтернативой, с PP-лазерной режущей силой 20-40 Вт, устойчивой к смазке, моющим средствам и 7-10 юаней дешевле на килограмм.
| Параметры | мышца брюшной полости | pp (полипропилен) |
|---|---|---|
| laser power | 30-50W | 20-40W (нижняя температура плавления) |
| химическая стойкость | слабее, чем полярное растворитель | Сопротивление смазку/чистящие средства |
| Стоимость | ¥ 25-35/кг | ¥ 18-25/кг (более экономично) |
4. Процесс проверки процесса для внутренних частей автомобиля
5. Оперативный риск предупреждение
мышечные части брюшной полости строго запрещены для медицинского использования Цель предотвращения воспаления, вызванного контактом с тканями человека. Сжигание ABS выпустит HCN и CO, а рабочие места должны быть оснащены огнетушителями класса B, такими как углекислый газ, для предотвращения пожара и взрывов. Процесс высокоскоростной резки: 8000 мм/мин. Технология воздушного охлаждения 6BAR
, разумно контролируя предварительное нагревание, лазерные параметры и выбросы, "> ">"> ">"> ">"> ">" 600 abt = "> abs> abs-abs-abs-solution для Automotive Interior Charts" width = "900" 900 "900".
полиэтилен (HDPE) - быстрое бурение резервуаров для хранения химических веществ
Ввиду требований к высокоэффективному открытию резервуаров для хранения HDPE, оборудование с ЧПУ имеет линейную скорость резания
UL 2809 Сертифицированный рециркуляемый раствор интеллектуальной обработки HDPE
Назначенные параметры разрезания для эко-циклеров, сертифицированных полиэтиленовых материалов:
30% -50%. Соединения: активируйте систему компенсации подавления вибрации
С помощью модуля обнаружения в реальном времени плотность материала скорость подачи и глубина резки будут автоматически соответствовать, чтобы обеспечить, чтобы прочность обработанной поверхности переработанного материала достигает более 95% сырья, избегая риска стратификации границы.
ASME B16.5 Стандартное фланцевое соединение точно формируется
Пятистная блокирующая система ЧПУ используется для достижения удивительной обработки:
Сканирование профиля лазерного профиля: Прогнозируя и автоматически компенсируйте ошибки поверхности танка
. Обратная связь данных яиц после обработки каждого отверстия
Плоская ошибка уплотнения фланца <0,08 мм, а толерантность к диаметру отверстия контролируется в пределах ± 0,1 мм, строго соблюдает стандарты сборки фланца на 150 фунтов ANSI и одновременно пройти тест на воздушную плоть.
Функциональный модуль интеллектуальной системы преобразования резервуаров
✅adaptive идентификация материала: Инфракрасная спектроскопия анализ доли переработанных компонентов материала
✅thermal Decormation Мониторинг: распределенная температурная датчика. База данных: 200 параметров обработки обработки HDPE
Типичная схема применения:
Открытие аварийного восстановления кислотных и щелочных резервуаров для хранения
Стандартизированное обновление границ раздела контейнеров для пищевых данных
Массовое производство пластиковых резервуаров
rebration oreversation systemcaler natudure
rebration usember rabraling intorment rabraler nustrucator. Может завершить 30 наборов стандартной обработки интерфейса DN80-DN400 в день, что повышает эффективность на 400% и снижает затраты на рабочую силу на 70% по сравнению с традиционными процессами.
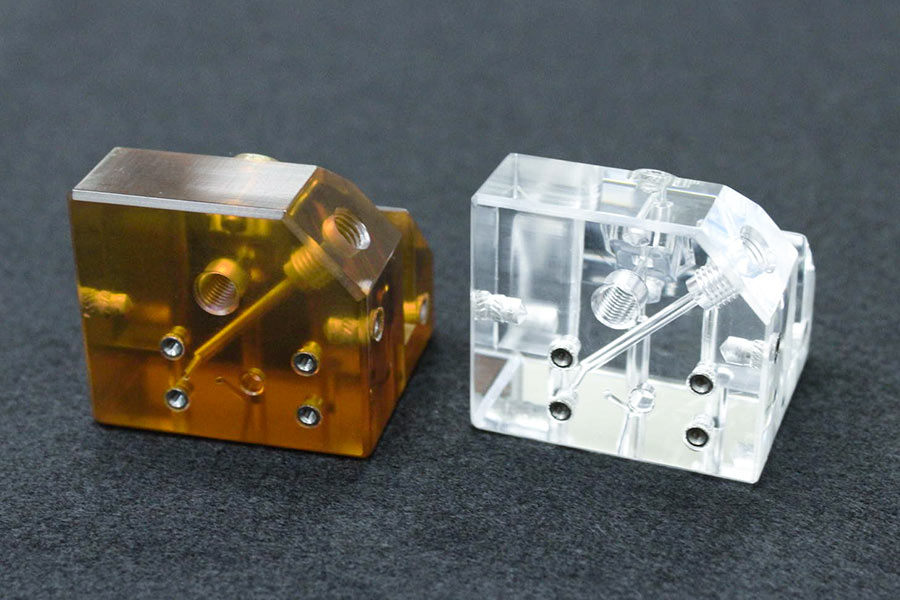
ptfe (тефлон) - холодная резка 5G микроволнового оборудования
Ультрафиолетовый лазер 355 нм. Технология ядра длины волны
Используйте кратковременную ультрафиолетовую лазерную систему (ширина импульса <15n), неконтактная холодная резка достигается с помощью длины волны 355 нм, область, подверженная нагреванию, является <10 мкм, а диэлектрическая потеря контролируется строго контролируется 00002 (IPC-4103). Для радиочастотного оборудования для военных коммуникаций он оснащен высокоразмерной системой стандартного позиционирования решетки для обеспечения точности обработки ± 5 мкм (MIL-PRF-55342 класс 3).
План перфторированного токсического обработки газа
Четырехэтапная система фильтрации: химическая очистка с углеродным гепами plasma разложение
aleak-plasma-coutting "> Plasma deploseption
. Концентрация
Специальный скруббер: 99,99% эффективность захвата фторида
Нейлон (Пенсильвания) - Маркировка трубы двигателя
Лазерный лазер 1064-нм. <180 ° C
Определение характера: Точность ширины линии ± 0,05 мм (IATF 16949 6.3.1)
Особые требования для автомобильной промышленности
✅micro Значение HV0,3 в отмеченных областях сохраняет ± 5% от исходного значения
✅ Продолжая 85-й цикл. Моющие средства запрещены
pei (ultem®) - аэрокосмическая высокая температура
NAS 411 Сертифицированные параметры резки
| paramater item | Стандартное значение |
|---|---|
| laser power | 50w Ultraviolet laser |
| Скорость резки | 200 мм/мин |
| вспомогательный газ | 99,999% азота |
| Скорость удержания силы | 340 ℃ среда> 95% |
Ключевые моменты контроля затрат
- Толщина сырья предпочтительно составляет 1-3 мм (выход материала увеличивается на 40%)
- Используйте вложенное программное обеспечение для набора набора для сокращения отходов
- Мониторинг срока службы инструмента (обязательная замена каждые 500 метров)
писание - король медицинского имплантата Биосовместимость
ASTM F2026 Стандартная лазерная резка
Гарантия жизнеспособности ячейки: Импульсная энергия ≤0,8MJ, частота 100 кГц
Процесс завершения поверхности :
EDM Завершение после лазерной резки (RA < 0,8 мкм)
Активационная лечение плазмы
Медицинский этанол градиент очистка
Специальные требования для медицинского оборудования класса III
- FDA PMA Process Design Design Freeze Control
- Пакетная система отслеживания записывает лазерные колебания параметров
- Стандарт чистящей комнаты: Environment Class 7 Class
Обзор
В пластиковая лазерная резание , десять основных материалов, такие как акриловая кислота (PMMA), поликарбонат (ПК), PTFE и Peek, стали первым выбором в промышленности из-за их уникальных физических свойств и адаптируемости лазера. Точно соответствуя лазерным длинам волн (например, UV, Co₂, волокна) и термической чувствительности материала в сочетании с оптимизацией процесса, такой как защита азота и фильтрация выхлопных газов, можно рассмотреть снижение точности (± 5 мкМ), а также безопасность и защита окружающей среды (например, Zero PFOA PFOA PFOA). Будущие технологии будут сосредоточены на разработке составных лазерных источников и адаптивных систем AI, способствующих управлению термически затронутыми областями в высококачественных приложениях, таких как 5G-устройства связи и медицинские имплантаты, и создают новые экосистемы для эффективной и низкой точной обработки в сфере переработанных материалов и цифровых процессов.

📞tel: +86 185 6675 9667
📧email: info@longshengmfg.com
weebsite: https://lsrpf.com/
Отказ от ответственности
Содержание этой страницы предназначено только для информационных целей. LS-серия не имеет представления или гарантии точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Longsheng. Покупатель несет ответственность за запрос кавычки деталей для определения конкретных требований для этих частей. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
ls team
LS-ведущая отраслевая компания Основная на индивидуальные производственные решения. С более чем 5000 клиентов, мы сосредоточимся на высоком уровне обработка CNC ,,, Производство листового металла. href = "https://lsrpf.com/3d-printing"> 3D Printing ,,, Инъекционная формование
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами, ASO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то производство небольшого объема или крупномасштабная настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбор технология LS означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш веб -сайт: www.lsrpf.com



