

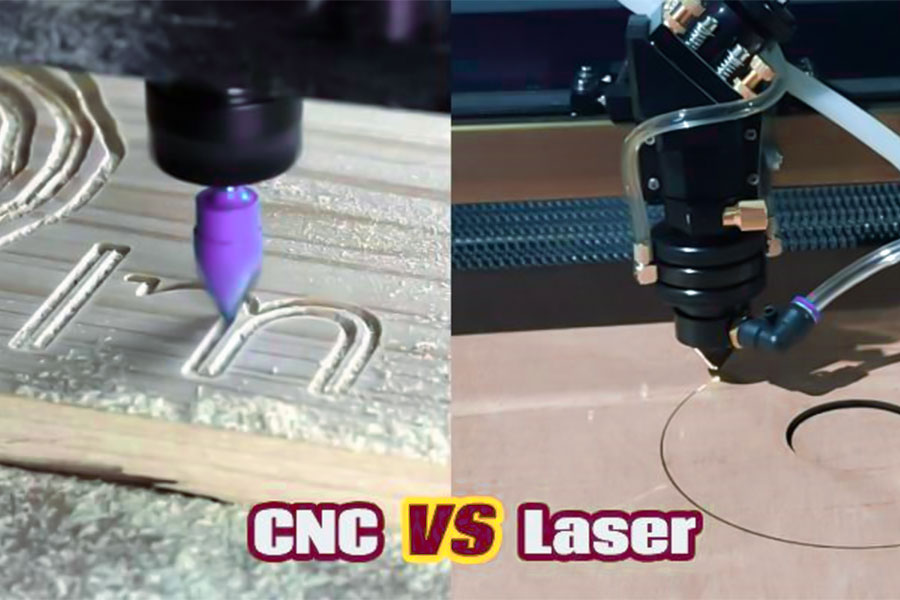
木製加工業界では、 CNC切断とレーザー切断は、2つの主流の切断技術であり、それぞれが独自の特性を持つ重要な位置を占めています。 2つの作業原則は非常に異なり、彼らが示す利点も異なり、該当するシナリオはさらに異なります。木材処理の実践者の場合、CNC切断とレーザー切断の違いを明確に理解することは、処理効率、製品品質、コスト管理に直接関連する使用方法を決定する上で決定的な役割を果たします。次に、この記事では、特定の木材処理アプリケーションでのCNC切断とレーザー切断の違いを解き、ヘルプ実務家がより正確な技術的選択を作成します。
どの基本原則がCNCとレーザー木材切断を分離しますか?
木製切断の分野では、 cnc(コンピューター数値制御)とレーザー切断は、異なる物理的原理に基づいて材料処理を実現する2つの完全に異なる技術です。以下は、CNCおよびレーザー木材切断の基本原則の違いの詳細な概要です。
1。アクションの原理の違い cnc切断 2。処理方法の違い cnc切断 レーザー切断 3。材料応答の違い CNC切断 レーザー切断 4。該当するシナリオの違い cnc切断 レーザー切断 5。コスト対効率の違い cnc切断 レーザー切断 細かい木工の分野では、耐性は、処理精度を測定するためのコアインジケーターですは、製品のアセンブリパフォーマンスと審美性に直接影響します。以下は、 CNCおよびレーザー切断の許容範囲制御機能を体系的に比較します。の3次元、ポジショニング精度、エッジ品質、および次元の一貫性を組み合わせて、CNCおよびレーザー切断の技術的特性を組み合わせたものです。
1。ポジショニングの精度 CNC切断 The three-dimensional positioning accuracy of CNC cutting can reach ±0.1mm, and the ideal state can reach ±0.05mm according to ISO standards, which isほこりやほぼジョイントや彫刻などの複雑な構造に適しています。ただし、ツールの摩耗は、ポジショニングに影響を与える可能性があり、したがって耐性が切断されます。 レーザー切断 平面位置の精度は±0.08mmまでの精度、±0.03mmという低いビーム配置。熱変形は最先端をシフトさせるのが簡単であり、短い焦点距離レンズなどの最適化プロセスは、位置決めの精度に対する熱効果の干渉を減らすためによく使用されます。 2。エッジ品質 CNC切断 切断手当は0.1-0.3 mm、熱罹患ゾーンなしで、表面粗さはRA3.2-6.3μmであり、材料構造
レーザー切断 最先端には0.3-0.8mmの炭化層があり、2回サンディングする必要があります。エッジの垂直性は89.5°から90.5°の間で変動し、アセンブリの精度に影響します。 3。寸法一貫性 CNC切断 バッチ処理の寸法偏差≤±0.15mm、木材の水分含有量(8-12%が望ましい)、およびツールの摩耗は寸法の一貫性に影響し、機器を定期的に調整する必要があります。
レーザー切断 寸法偏差≤0.1mm、および熱変形は薄いプレートに大きな影響を与えます。特に木材の水分含有量が12%を超える場合、寸法の一貫性を簡単に破壊するのは簡単です。 4。該当するシナリオ CNCの利点 3次元の複雑な構造を扱うのが得意です。材料の利用率と低い二次処理コストは、家具製造、木彫りの手工芸品、その他のフィールドに適しています。 レーザーの利点 平面精度が高い、薄いプレートの効率的な切断、および良好なエッジ垂直性。
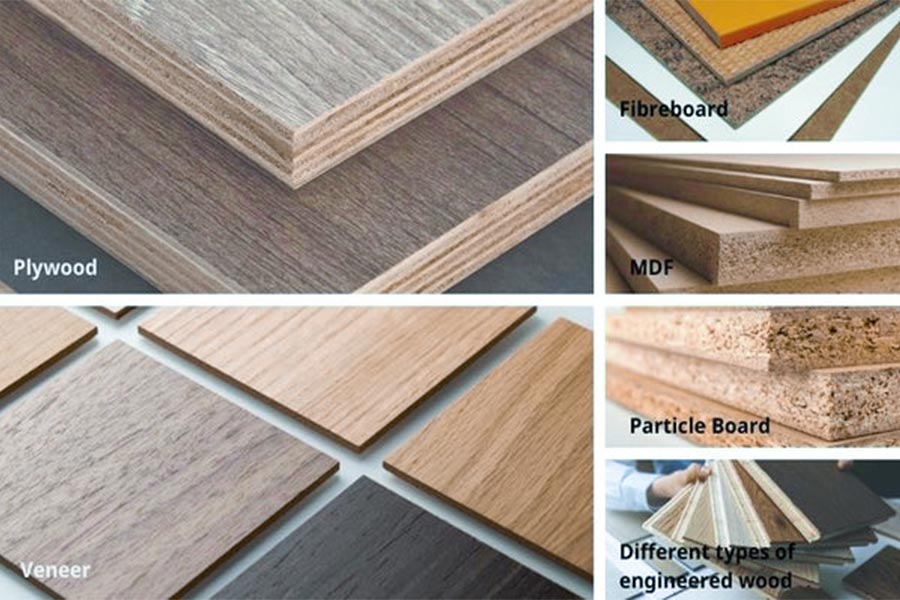
建具では、希望する結果を達成するために、木材のさまざまな特性に特定の処理技術が必要です。いくつかの一般的な特別な森を処理するための重要なポイントは次のとおりです。 高樹脂含有量を備えた木材処理(例:松、スプルース) このタイプの木材は、処理中に樹脂の揮発とナイフが問題に固執する傾向があります。レーザー切断の場合、樹脂揮発物によって引き起こされる火災を防ぐために、クラスIV防火システムを装備する必要があります。 CNC機器の場合、CNC機器の場合、圧縮空気でチップを継続的に清掃し、レジンが効果的に継続的に予防するためにテフロンをコーティングする特別なツールを選択する必要があります。
人工パネルの処理の重要なポイント(例:MDF、OSBパネル) ホルムアルデヒド接着剤の存在により、これらの材料は処理中に粉塵爆発のリスクがあります。 レーザー切断は、水冷却された切断テーブルと、ホルムアルデヒド放出を大幅に削減できる活性炭ろ過装置と併用することをお勧めします。 cnc加工には、ATEXコンプライアンスと効率的なダスト収集システムの設置が必要です。
高密度の広葉樹(たとえば、チーク、オーク)を処理するための技術 このタイプの木材には、機器の処理には高い硬度と厳密な要件があります。タングステン炭化物コーティングされた特別なナイフは、 cncカットに選択する必要があります。 レーザー切断には150ワット以上の高出力機器が必要です酸素などの補助ガスを使用してください。
特別な構成の木材の加工(例:マホガニー、camp脳) このタイプの木材には、天然の油または芳香族物質が含まれており、加工中に酸化と変色を受けやすいです。レーザー切断は、窒素保護された環境で実施することをお勧めします。これにより、材料の酸化を効果的に防ぐことができます。 cnc加工は、限られた空間で実行する必要があります テクノロジー選択の中核原則 処理技術を選択する場合、次の要因を考慮する必要があります: 処理技術の科学的選択を通じて、製品の品質を確保するだけでなく、生産の安全性を確保し、最良の処理効果を達成できます。実際には、最初にサンプルテストを実施し、大量生産前にプロセスパラメーターを確認することをお勧めします。 さまざまな厚さプレートの処理技術の選択 シート処理(厚さ6mm未満) レーザー切断プロセスパフォーマンス: 切断速度の利点は重要であり、オークなどの材料は最大3 m/min スコーチマークの除去により、営業時間が10-20%増加するため、フォローアップ処理時間に注意してください。 大規模な標準化された生産に適しています CNC加工プロセス機能: 処理速度は比較的遅く、約0.8 m/min 高精度製品の小さなバッチに適しています 厚いプレート処理(厚さ25 mm) 1つのステップで成形できます ツールオーバーハング比は1:5であり、それでも精度が良好です 材料は順応性があり、さまざまな材料に適しています 多層スキャンが必要であるため、効率が低下します 高出力機器(500W以上)のコストが急上昇しています 切断深さと熱の影響を受けたゾーンの問題は、品質に影響します 隠されたコストは事業運営に隠されていますが、大きな影響を与え、常に利益率に影響を与えます:
機械的切断の原理に基づいて、炭化物カッター(例えばco₂レーザービーム 300〜800°Cに鋭く、熱分解、ガス化、さらには木材成分の燃焼さえ、切断チャネルを形成します。
それは接触機械加工であり、ツールは木材の構造を破壊するための物理的な力に依存してチップをもたらし、ツールを変更してチップを定期的に清掃して、処理の連続性と精度を確保する必要があります。
非接触、レーザービームは、空気によって木材に適用されます。
チップは、厚さ0.1〜0.3 mmのバンドまたはフラグメントの形であり、加工表面は粗くて砂があり、熱罹患ゾーンはなく、木材の構造はよく維持されています。
最先端に0.5〜1mmの炭化層があり、縁の周りに1〜2mmの熱に影響を受けたゾーンを備えた、木材は変色して弱くなる可能性があります。薄いプレートは高精度で切断され、厚いプレートは非効率的で剥離が簡単です。
厚いプレート、固体木材、家具構造部品や彫刻などの3次元表面処理に適しています。
薄いプレート、精密パターン、およびベニヤの寄木細工やモデル作成など、材料の厚さと水分含有量に敏感な速度、高精度、敏感な薄い変形の需要シナリオに適しています。
10-500,000元の機器コストは低く、ツールの損失と人件費は高く、小さなバッチと多価生産に適しています。
機器のコストは50〜200万元であり、加工効率と自動化の程度は高く、大量および高精度の生産に適しています。
細かい木工では、寛容の切断がどのように比較されますか?
どの木材タイプが厳格な技術選択を必要としますか?
生産速度は厚さによってどのように変化しますか?
隠れたコストは利益率に影響しますか?
、機器の定期的なメンテナンスコスト、頻繁な発生、正確な会計の困難、利益率の侵食。
表面仕上げは製品値にどのように影響しますか?
- 美学の強化:滑らかな表面は視覚的に魅力的であり、製品に高品質の感覚を与え、消費者が購入したいという欲求を刺激し、市場価値を高めます。
- 最適化されたパフォーマンス:摩擦係数を減らし、製品の寿命を延ばし、エネルギー消費を減らし、実用的な価値と競争力を高めることができます。
- 便利な清掃とメンテナンス:染色は遵守するのが困難であるため、清掃とメンテナンスは容易になり、コストと困難を削減します。
- 安全:食品接触材料の場合、滑らかな表面は細菌の成長を減らし、衛生基準を満たし、健康を保護します。
- コーティング効果を強化する:それはコーティングの均一な接着を助長し、抗腐食と装飾の機能に完全な遊びを与え、保護と外観の質感を改善します。
- 残高費用対効果:フィニッシュを改善するとコストが増加しますが、高価格と市場認識はそれを補うことができ、利点はバランスが取れます。
交渉不可能な安全基準はどれですか?
工業生産では、これらの安全基準を妥協することはできません:
(1)レーザーシステムの安全性の鉄法
- 連動安全ドアの高速応答: 安全性ゲート応答時間は50ms未満であり、これにより、人員が誤ってレーザービームと接触することを即座に妨げる可能性があります。
- CO濃度の正確な監視: 作業領域のCO濃度が50ppmを超えると、レーザーシステムが自動的にシャットダウンして、有害なガスが人員を危険にさらすのを防ぐ。
(2)CNCワークショップの安全ガイドライン
- 強いダストコレクションを備えたダストコレクションシステム: 各機器には、1000cfmを超える空気量を備えたダストコレクションシステムが装備されています。
- 堅牢で信頼できるツールの粉砕保護: ガードのテスト圧力は50kpaを超えており、破片のスプラッシングをブロックし、人員の安全性を保証します。
CNCとレーザー切断木材の違いは何ですか?
ここにCNC木材切断とレーザー木材切断の違いに関するテーブルがあります:
<テーブルスタイル= "ボーダーコラプス:崩壊;境界線:#000000;" border = "1">ビジネススケールに基づいて選択する方法?
l ow- olum data-bm = "5306"> ustomization ( l 1 00 p ieces p m onth) :
l utting i < data-bm = "5329"> t he p f または <5337 "> l ow- < data-bm = "5340"> olume c ustomization data-bm = "5346"> a dvantages ase s イグナフィクション: f data-bm = "5352"> irst、 t here o n eed <5362 "> t o < data-bm = "5364"> c hange t oools o f ixtures f recalent。 data-bm = "5376"> aser c uting o nly n eeds q uickly a djust <"> <"> <"> <クラスdata-bm = "5392"> he c utting nd p span> <5401 "> i n data-bm = "5403"> t he s oftware、 c an m eet ourious d esign eeds data-bm = "5421"> w hich g t ime a nd e < data-bm = "5432"> nergy s pent hanging t ools <5441 "> a nd f ixtures。 d esign i s e xtremely e asy <5459 "> t s 魔女。 h igh f lexibility < data-bm = "5473"> nd p recision o f l aser c utting 、 span> < data-bm = "5487"> c an q b etgeen d ifferent < data-bm = "5498"> esigns、 w h hich i erfectly a dapted <5508 "> t o < data-bm = "5510"> t he d c hanging d esign r equirements o f l v olume c ustomization usiness。 h owever、 <5536 "> it s b e n t he l aser c utting p rocess rone t o <5558 "> t span d eformation o f <スパンデータ-bm = " w orkpiece d ue < data-bm = "5571"> o t hermal t それから、 w hen a rranging p roduct、 e nterprise s hould r eserve en very p span> <5599 ">( s < data-bm = "5601"> uch a s 0% o f t he s > < data-bm = "5612"> crap r ate ake u p <5621 "> f t he p e ffects o f hermal d eformation。
h igh- p roduction s cenarios < data-bm = "5647"> m ore t han 、 0 00 <5655 "> p ieces p er m onth) e ntering t he h igh- v span> <5670 "> p s tage、 c nc m f ull a dvantages < data-bm = "5686"> n t erms f e a s p u p、 c nc m a chieve s ingificant r eductions i n c osts ( a <スパンクラス= "データ-bm =" 5723 "> < data-bm = "5724"> 4 0% in p ractice) f inely o ptimizing < data-bm = "5737"> rocess p arameters <5740 "> a m aximizing p roduction fficiency。 i n t o f mprove p data-bm = "5761"> e a nd r c osts、 i span < data-bm = "5775"> s i nevitable nvet data-bm = "5780"> i n a t ool c hange s < data-bm = "5791"> ystem i n ass p span> <5800 " data-bm = "5803"> for cnc 機器 、 span = "data-bm =" 5816 data-bm = "5818"> change system data-bm = "5828"> 16 tool ポジション can < data-bm = "5838"> reduce tool change < data-bm = "5847">、 keep 効率的に 、 および <5859 ">さらに cost 、 happing エンタープライズ < data-bm = "5871">達成 higher 利益 in < data-bm = "5880"> - スケール 生成 。

要約
cncとレーザーカット木材には、それぞれ独自の利点がありますおよびアプリケーションシナリオ。 cncテクノロジーは、3D加工、厚い材料の取り扱い、複数のプロセスの組み合わせを必要とするプロジェクトに適していますが、レーザーカットは2Dパターンマッキンズの薄いパターンのカットアウトデザインに優れています。経済的な観点からは、CNCの運用コストは比較的低くなりますが、初期投資は高くなる可能性がありますが、レーザーシステムは小さなバッチの多様化においてより柔軟です。
適切な技術を選択する場合は、材料特性、製品設計要件、生産量、予算の制約、環境要因の組み合わせを考慮する必要があります。技術が進むにつれて、2つのテクノロジーの境界がぼやけており、ハイブリッドシステムは木材加工の将来により多くの可能性を提供します。プロのユーザーの場合、両方のシステムを一緒に生産の柔軟性を最大限に活用することができます。予算の初心者またはユーザーの場合、選択は主な製品のニーズに基づいている必要があります。
Regardless of the technology chosen, mastering the correct operating methods and optimizing the processing parameters is the key to achieving a high-quality finished product.選択した技術が特定の生産ニーズと品質基準を満たすことを保証するために、実際の試運転前に完全な技術的評価とサンプルテストを実施することをお勧めします。

免責事項
このページの内容は、情報目的のみを目的としています。サードパーティのサプライヤーまたはメーカーがLongShengネットワークを通じて提供するパフォーマンスパラメーター、幾何学的許容範囲、特定の設計機能、材料品質と種類または出来事は推測すべきではありません。これはバイヤーの責任ですこれらのパーツの特定の要件を決定するために、パーツの引用を求めてください。
lsは、業界をリードする会社ですカスタム製造ソリューションに焦点を当てています。 5,000人以上の顧客にサービスを提供している20年以上の経験により、高精度 cnc machining 、 LSチーム
詳細については、href = "https://lsrpf.com/"> www.lsrpf.com
FAQS
1.What is the basic principle of CNC cutting wood and laser cutting wood?
CNC cutting wood is a pre-programmed program that controls a high-speed rotating cutter to cut wood along a specific path. This cutting method is similar to traditional mechanical cutting, but with a higher degree of precision and automation. Laser cutting wood uses a high power density laser beam to irradiate the surface of the wood, so that the wood heats up and vaporizes rapidly, and at the same time, the air flow is used to blow the melted wood away to form a cutting joint.
2。 What is the difference in accuracy between CNC cut wood and laser cut wood?
The precision of CNC cutting wood is usually high, depending on the precision of the equipment and the quality of the knives. CNC切断は物理的切断の方法を使用するため、その精度はツール摩耗、振動などのさまざまな要因の影響を受けます。レーザー切断木材の精度も非常に高く、主にレーザービームの焦点と位置の精度に応じて。 The accuracy of laser cutting is usually not affected by factors such as material hardness and thickness, so laser cutting is more advantageous in some occasions that require extremely high precision.
3。 What is the difference in cutting speed between CNC cut wood and laser cut wood?
CNC cutting wood is usually medium to high speed, depending on the tool, the type of wood, and the cutting parameters.場合によっては、ナイフの摩耗や木材の硬度の影響により、切削速度が低下する場合があります。一方、レーザー切断木材は非常に高速です。特に、レーザー出力が高く、切断タスクをすぐに完了することができます。 Therefore, laser cutting is more advantageous in situations where large quantities of wood need to be cut quickly.
4。 What is the difference between CNC cut wood and laser cut wood in terms of cutting surface quality?
CNC-cut wood has a higher surface finish, but may leave knife marks or minor blemishes.これらの欠陥は通常、サンディング、研磨などのその後の治療によって排除できます。レーザーカット木材の表面仕上げも非常に良好で、狭く均一な切断線がありますが、色素沈着または炭化がある可能性があります。これらの現象は、レーザーパラメーターを調整したり、特別なプロセスを採用したりすることで、多くの場合緩和または回避できます。
リソース


