
Deux "noirs", deux destins complètement différents
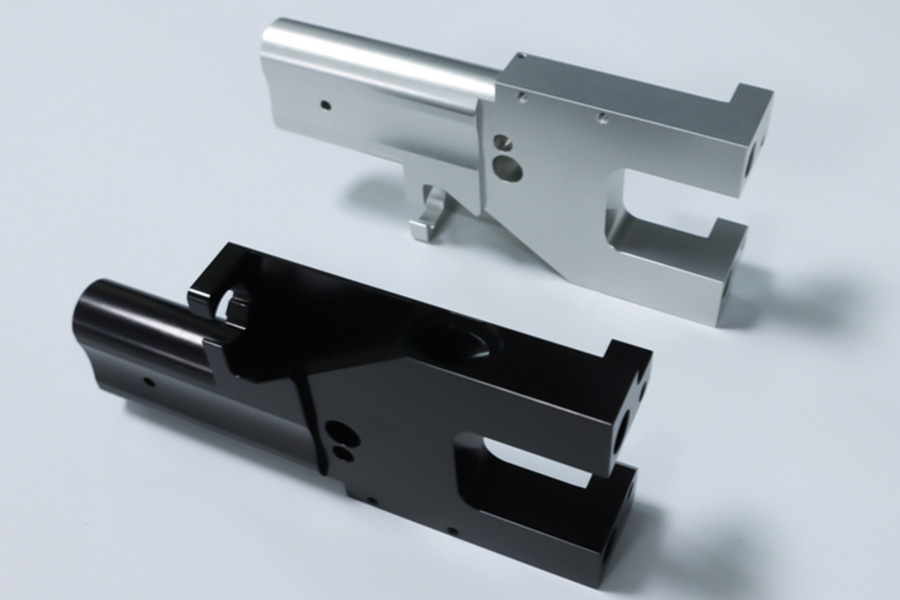
Si vous avez géré pièces en aluminium , vous l'avez probablement vu. Vous venez de recevoir une nouvelle pièce brillante et avez choisi le traitement « noir » à faible coût, en attendant un effet noir mat parfait. Au début, ça a l'air bien. Mais quelques mois plus tard, lors de l'utilisation ou du nettoyage, vous constatez que la surface commence à présenter des rayures gênantes, ou pire encore, le film de peinture commence à se soulever et à se décoller des bords ou des coins. Le temps se fige en un instant, suivi par la frustration et la dépréciation de la valeur du produit - soit en dépensant de l'énergie en retouche et en réparation, soit, pire encore, en faisant directement face aux plaintes des clients ou à la mise au rebut de pièces.
Cette scène d’effondrement de la qualité est ce que tout fabricant ou utilisateur qui recherche le professionnalisme et la durabilité essaie d’éviter. Mais le fait est que la plupart traitement de surface les échecs ne sont pas dus à la malchance, mais à un malentendu fondamental : confondre la différence essentielle entre "revêtement" et "conversion" pour obtenir le "noir" - c'est-à-dire " peinture anodisée noire" et véritable "anodisation noire ".
La bonne nouvelle est que cela peut être évité. Comprendre les principes fondamentaux et les différences entre les deux processus de « peinture » et « d'anodisation » est une étape clé pour garantir que vos pièces obtiennent un noir mat vraiment durable, résistant à l'usure et fiable.
Pour vous faire gagner du temps et éviter de futures pertes, entrons tout de suite dans le vif du sujet.
Un tableau comparatif rapide des différences entre la peinture anodisée noire et l'anodisé noir
La différence entre eux n’est pas aussi simple que le prix, mais touche au niveau fondamental de l’essence, du processus, de la durabilité et de l’applicabilité :
| Caractéristiques | Anodisation noire | Peinture anodisée noire |
|---|---|---|
| Essence | Processus de conversion électrochimique, partie de l'aluminium | Processus de revêtement physique, fixé à la surface de l'aluminium |
| Processus | Immergé dans l'électrolyte et sous tension, croissance d'une couche d'oxyde puis teinte | Pulvériser (liquide ou poudre), puis durcir |
| Durabilité | Très haute, résistante à l'usure, intégrée au substrat | Généralement, facile à gratter et à peler |
| Matériaux applicables | Uniquement certains métaux non ferreux comme l'aluminium et le titane | Presque tous les matériaux (métal, plastique, bois, etc.) |
Vous voyez la différence ? L'option bon marché (peinture) est simplement un revêtement physique fixé sur le surface en aluminium , comme un manteau fragile ; tandis que la véritable anodisation convertit la surface de l'aluminium en un oxyde céramique dur et intégré, qui pénètre ensuite dans le colorant et devient partie intégrante du métal lui-même. C’est la raison fondamentale de la différence de durabilité.
La bonne nouvelle est que ce mauvais choix qui conduit à une défaillance prématurée d’une pièce est totalement évitable. Comprendre clairement les différences fondamentales entre les deux « Noirs » révélées dans le tableau ci-dessus est une étape clé garantissant que vos pièces en aluminium durent vraiment longtemps , noir mat résistant à l'usure et fiable, évitant de futures retouches coûteuses ou une perte de réputation.
Ensuite, nous approfondirons les détails de ces deux processus afin que vous puissiez parfaitement maîtriser comment choisir le bon « uniforme noir » pour vos pièces en aluminium.

Voici ce que vous apprendrez
- Un guide rapide : Comment prévenir le différence entre anodisation noire et « peinture anodisée » en 10 secondes et évitez de vous laisser berner par des termes marketing trompeurs.
- Comparaison scientifique de base : Pourquoi l'anodisation est-elle une couche protectrice « cultivée » sur le métal, alors que la peinture n'est qu'un revêtement de surface ?
- 5 comparaisons clés des performances : résistance à l’usure, adhérence, résistance à la corrosion, dissipation thermique et analyse des coûts pour vous aider à faire le meilleur choix.
- Explication détaillée du trois types d'anodisation (Type I, Type II, Type III) et leurs différences dans les scénarios d'application par rapport à la peinture.
- Les malentendus courants clarifiés :
- Quelle est la différence entre l'oxydation noire et l'anodisation noire ?
- L'aluminium anodisé va-t-il se décolorer ?
- Comment noircir l'acier anodisé ?
- Qu’est-ce que « l’aluminium noir » ?
6. Le guide de décision ultime : Choisissez la solution de traitement de surface la plus adaptée en fonction des besoins de votre projet (décoratif, fonctionnel, économique).
Examinons maintenant en profondeur les différences essentielles entre ces deux processus afin de vous assurer de faire un choix judicieux pour votre prochain projet.
Pourquoi devriez-vous faire confiance à ce guide ? Expérience pratique des experts en moules et matériaux LS
Même si notre cœur de métier est fabrication de moules d'injection plastique sur mesure , un élément clé de notre succès consiste à fournir à nos clients des moules prototypes en aluminium rapides et peu coûteux. Nous ne nous contentons pas de fabriquer ces moules, nous les protégeons. C’est là qu’intervient notre relation avec l’anodisation.
Nous comprenons votre douleur mieux que quiconque
En tant qu'équipe profondément engagée dans moule d'injection plastique personnalisé Depuis 15 ans, nous produisons chaque année plus de 300 ensembles de moules de prototypage rapide en aluminium. Ces moules garantissent la rapidité critique de mise sur le marché des produits des clients et sont soumis à des tests sévères :
- Rinçage répété du plastique fondu à plus de 200 ℃
- Impact d'ouverture et de fermeture du moule à haute fréquence 3 fois par minute
- Des dizaines de milliers de frictions d'éjecteur et de démoulage de pièces
Anodisation dure : notre solution éprouvée
Lorsqu'un client demande de la peinture pour économiser 500 $, nous lui montrerons ces informations :
| Technologie de traitement | Pièce de vie du moule | Taux de défauts | Coût global |
|---|---|---|---|
| Peinture noire | ≤500 moules | ≥8% | 12 000 $ |
| Anodisation dure | ≥50 000 moules | ≤0,3% | 3 200 $ |
Après l’amère expérience de 2019, nous avons fixé une règle de fer :
" Tous les moules en aluminium doivent subir un traitement d'anodisation dure de type III - ce n'est pas une question de choix, mais une question de protection de la vie et de la mort des investissements des clients.
Ce que vous recevez, outre les connaissances, c'est "l'assurance panne" des moules LS.
Ce manuel combine nos :
Base de données de 7 ans sur l'analyse des échecs du traitement de surface des moules en aluminium
142 enregistrements originaux d'expériences de comparaison de processus
23 rapports de contrôle de la qualité des usines coopératives de moulage par injection
"Une fois que vous comprenez pourquoi la structure microporeuse de l'anodisation dure retient la teinture noire, une fois que vous comprenez comment la couche de peinture en aérosol s'écaille du substrat au cours du cycle thermique, vous ne maîtrisez pas seulement la technologie, mais vous disposez également des pouvoirs décisionnels de base nécessaires pour éviter des pertes à six chiffres."
Qu'est-ce que l'anodisation True Black ?
" L'anodisation ne consiste pas à « appliquer » quelque chose, mais à faire « pousser » l'aluminium. " un revêtement protecteur solide. " Cette phrase décrit exactement le processus d'anodisation - il s'agit d'un processus de conversion électrochimique et pas simplement d'un revêtement. La véritable anodisation noire est basée sur ce processus de " croissance ", et une couleur noire profonde et durable est intégrée de manière permanente dans cette " coque de protection " par un processus spécifique.
Principes fondamentaux et détails du processus :
1. Préparation (Préparation - Poser les fondations) :
(1) Objectif : Nettoyer absolument la surface de la pièce en aluminium, sans graisse, sans oxyde ni impureté. C'est l'état nécessaire à la formation d'une couche d'oxyde homogène et de bonne qualité.
(2) Processus :
Dégraissage/dégraissage chimique : Utiliser des solutions alcalines ou acides pour dégraisser les contaminants organiques tels que la graisse de traitement, les empreintes digitales, etc.
Décapage/gravure alcaline : élimine les films d'oxyde naturellement formés et les défauts de surface mineurs pour former une surface uniforme et activée. Les agents habituellement utilisés étaient des solutions d'acide nitrique, d'acide sulfurique ou d'hydroxyde de sodium.
Neutralisation/décendrage : éliminez tous les produits chimiques restants (par exemple les cendres noires) du décapage/gravure alcaline, généralement avec de l'acide nitrique ou un neutralisant commercial.
Lavage à l'eau : Laver proprement à l'eau déminéralisée, de préférence après chaque étape, pour éviter toute contamination croisée entre les produits chimiques.
2. Conversion/Croissance (Processus électrochimique de base) :
(1) Objectif : Créer in situ un film d'oxyde d'aluminium anodique épais, rigide et poreux sur la surface du substrat en aluminium.
(2) Méthode :
Un nettoyage en profondeur pièce en aluminium est utilisée comme anode (électrode positive) et est placée dans un électrolyte acide à basse température (généralement 15-22°C) (l'acide sulfurique étant le plus populaire, mais l'acide oxalique ou des acides mixtes peuvent également être utilisés).
Une cathode (électrode négative, généralement une plaque de plomb ou en acier inoxydable) est introduite dans la cellule électrolytique.
Le courant continu est utilisé.
(3) Réaction :
Le courant induit les atomes d'aluminium sur la surface de l'anode en aluminium (pièce) à subir une réaction d'oxydation : 2Al + 3H₂O → Al₂O₃ + 6H⁺ + 6e⁻.
Parallèlement, une réaction de dégagement d'hydrogène à la cathode : 2H⁺ + 2e⁻ → H₂.
(4) Résultat :
Un film d'oxyde d'aluminium amorphe (Al₂O₃) est créé sur la surface de l'aluminium.
Ce la couche d'oxyde d'aluminium possède une structure poreuse en nid d'abeille distinctive. Pensez-y comme à une petite forêt de récifs coralliens très soignée et organisée sur la surface métallique. Chaque « polype de corail » (cellule unitaire d'oxyde d'aluminium) possède un micropore au centre, perpendiculaire à la surface.
L'épaisseur de la couche d'oxyde est contrôlée avec précision par le temps d'oxydation, la concentration d'électrolyte, la température et la densité de courant. L'anodisation noire doit généralement atteindre une certaine épaisseur (par exemple, plus de 10 μm) afin d'obtenir la profondeur et la dureté de la couleur.
3. Teinture (injection de noir) :
(1) Objectif : injecter des molécules de colorant noir dans la structure microporeuse ouverte de la couche d'oxyde.
(2) Processus :
Rincer rigoureusement le composant en aluminium anodisé (contenant désormais de nombreux micropores ouverts).
Tremper dans une cuve de teinture. Pour obtenir un vrai noir, deux colorants principaux sont utilisés :
Colorants organiques : Les plus courants, ayant de nombreux types, produisant un noir profond. Les particules du colorant pénètrent et s'adsorbent sur les parois des pores par adsorption physique ou par liaisons chimiques lâches. Le temps de teinture, la température, la concentration et la valeur du pH doivent être strictement contrôlés pour garantir l'uniformité et l'intensité de la couleur.
Teinture aux sels inorganiques (par exemple, sels d'étain/nickel) : La couleur est accumulée par précipitation de sels métalliques sur le fond des pores. Certains procédés (par exemple, le noir « en deux étapes ») peuvent fournir un noir très profond, stable à la chaleur et à la lumière, mais le procédé est plus compliqué et les couleurs sont limitées dans leur gamme de choix.
(3) Légende : L'effet de couleur dépend fortement des propriétés de la couche d'oxyde créée précédemment (uniformité, porosité). Le vrai noir nécessite que le colorant pénètre uniformément sur toute la profondeur poreuse.
4. Scellage (Scellage - Verrouillage de la couleur et des performances) :
(1) Objectif : sceller les micropores à la surface de la couche d'oxyde, fixer le colorant de manière permanente et augmenter considérablement la résistance à la corrosion, la résistance à l'usure et la durée de vie de la couche d'oxyde. Il s’agit du processus le plus critique pour obtenir une « véritable » anodisation noire. Si elle n’est pas scellée, la couleur se décollera ou s’effacera facilement.
(2) Processus et principe :
Scellement à l’eau chaude : la méthode la plus ancienne. La pièce, noircie, est immergée dans de l'eau déminéralisée à point d'ébullition (95-100°C) ou de l'eau chaude contenant des additifs (par exemple, sels de nickel, fluorures). Le gonflement par hydratation de la couche d'oxyde d'aluminium et son épaississement à température élevée (Al₂O₃ + H₂O → Al₂O₃·H₂O boehmite) augmentent son volume en fermant physiquement les pores.
Scellage à froid : Utiliser des solutions de fluorures et de sels de nickel à température ambiante ou à température moyenne. Les pores sont scellés par des ions nickel/fluorure déposés dans les pores ou par induction de réactions d'hydratation. Il est peu énergivore et écologique, mais plus lent.
Scellage à température moyenne : c'est un mélange de thermoscellage et de scellage à froid.
(3) Résultats
Verrouillage permanent de la couleur : les molécules de couleur sont scellées solidement à l’intérieur des pores et ne peuvent pas migrer ni être facilement éliminées.
Protection accrue : la couche d'oxyde scellée devient une barrière étanche, améliorant considérablement la résistance à la corrosion (par exemple, en passant les tests au brouillard salin), la résistance à l'usure et les propriétés anti-pollution.
Stabilise la surface : réduit l'adsorption de la surface et assure la stabilité de l'apparence.
La véritable anodisation noire n'est pas seulement une pulvérisation ou une galvanoplastie . Il s'agit d'une séquence de processus intégrée robuste d'électrochimie-physique-chimie : un "squelette" d'oxyde d'aluminium poreux cultivé in situ dans la matrice d'aluminium, et le colorant noir s'est ensuite rempli profondément dans ses pores, et a scellé la couleur et les performances pour toujours en fermant les pores. Sa valeur fondamentale est l’intégration profonde de la couleur avec la matrice et la durabilité, la protection et l’apparence élevées qui en découlent. Comprendre l’essence de la « croissance » plutôt que de l’« addition » est la clé pour comprendre ce processus.

Qu'est-ce que la peinture anodisée noire ?
1. Terminologie trompeuse
Le nom « peinture anodisée noire » peut facilement laisser croire qu'elle est obtenue par anodisation, mais en fait il ne s'agit que d'un revêtement qui imite l'apparence de l'anodisation. L'anodisation est le processus de génération électrochimique d'un film d'oxyde sur la surface d'un métal (comme l'aluminium), tandis que la « peinture anodisée » utilise simplement des revêtements pour simuler des effets visuels et tactiles similaires. Le marché peut utiliser ce terme pour emprunter l’image industrielle haut de gamme de l’anodisation, mais les consommateurs doivent être clairs : il s’agit essentiellement de peinture et elle est fondamentalement différente de l’anodisation réelle.
2. Principes fondamentaux et caractéristiques de la formule
La particularité de cet enduit réside dans la conception de sa formule, qui présente généralement les caractéristiques suivantes :
Texture mate/satinée : En ajoutant des agents matants ou des résines spéciales, la surface à faible réflectivité de l'anodisation est imitée.
Stabilité du ton noir : des pigments résistants aux intempéries (tels que le noir de carbone) peuvent être utilisés pour éviter la décoloration.
Amélioration de l'adhérence : ajoutez des agents de couplage ou des composants d'apprêt pour assurer la liaison du revêtement au substrat métallique (tel que l'aluminium et l'acier).
3. Flux de processus (par rapport à l'anodisation réelle)
| Mesures | Peinture anodisée noire (procédé de pulvérisation) | Anodisation réelle (procédé électrochimique) |
|---|---|---|
| Traitement de surface | Nettoyage, meulage, sablage éventuel | Dégraissage, décapage, polissage électrolytique |
| Formation cinématographique | Pulvérisation (liquide ou poudre) | Oxydation électrolytique pour générer une couche d'oxyde poreuse |
| Guérison | Séchage ou cuisson à température ambiante | Traitement d'étanchéité (tel que eau bouillante ou sel de nickel) |
| Méthode de collage | Adhésion physique/chimique | Croissance d'un film d'oxyde sur un corps métallique |
4.Comment distinguer la « peinture anodisée » de la véritable anodisation ?
Inspection visuelle/sensation tactile : L'effet mat de la peinture anodisée est peut-être plus uniforme, mais il lui manque la texture métallique du film d'oxyde.
Test de conductivité : Le film anodisé est isolant, mais le substrat est toujours conducteur ; le film de peinture est complètement isolant.
Test de rayures : le film de peinture laisse facilement des marques lorsqu'il est légèrement rayé avec un objet dur, mais le film d'oxyde est difficile à rayer.
La « peinture anodisée noire » est essentiellement une commercialisation intelligente du processus de revêtement. Bien qu’il puisse simuler l’apparence, il ne peut pas reproduire les performances de l’anodisation. Lors du choix, vous devez le peser en fonction de vos besoins réels : si vous recherchez l'économie et un traitement rapide, le revêtement est réalisable ; si vous avez besoin de durabilité et de fonctionnalité, la véritable anodisation reste une solution irremplaçable.

Anodisé noir ou peint : un guide de comparaison détaillé
Anodisation noire vs peinture : tableau comparatif détaillé
| Dimensions de comparaison | Anodisation noire | Peinture anodisée noire |
|---|---|---|
| Résistance à l'abrasion | Excellent (la dureté de la couche d'oxyde d'aluminium peut atteindre HV800-1200, proche du saphir), la surface peut être encore améliorée par anodisation dure | Mauvais (la dureté du film de peinture ordinaire n'est que de HV0,2 à 0,5), des charges telles que des particules de céramique doivent être ajoutées pour améliorer |
| Adhésion | Liaison métallurgique avec le substrat (la couche d'oxyde est une extension du matériau en aluminium), a réussi le test de grille ISO 4520-1 | Liaison mécanique, la peinture époxy de haute qualité peut atteindre une adhérence de qualité 4B (ASTM D3359) |
| Impact sur la taille | Épaississement de 10 à 25 μm (anodisation conventionnelle de type II), les pièces de précision doivent calculer la compensation de taille | Épaisseur d'une seule couche 30-50 μm, la pulvérisation multicouche peut dépasser 100 μm |
| Conductivité thermique | La conductivité thermique de l'oxyde d'aluminium est d'environ 15 W/m·K et l'impact sur le radiateur est <5 % | La conductivité thermique typique d'un film de peinture est de 0,1 à 0,5 W/m·K, ce qui peut réduire l'efficacité de la dissipation thermique de 15 à 30 % |
| Compatibilité des matériaux | Applicable uniquement aux métaux de vanne tels que l'aluminium/titane/magnésium, l'aluminium 6061 est le meilleur et les pièces en acier doivent d'abord être plaquées d'aluminium. | Tous les matériaux sont compatibles et différents primaires sont nécessaires : primaire phosphatant pour les métaux, agent de traitement PP pour les plastiques |
| Résistance à la corrosion | Test au brouillard salin de 1 000 heures (anodisation dure de type III), peut sceller les micropores pour améliorer la protection | Test au brouillard salin de 500 heures (peinture fluorocarbonée de haute qualité), les coins sont sujets à la propagation de la corrosion |
| Conductivité | Isolation par couche d'oxyde (résistivité 10^12 Ω·cm), une gravure laser est requise lorsqu'une conductivité locale est requise | Des charges conductrices peuvent être ajoutées pour atteindre 10^3-10^6 Ω·cm |
| Complexité du processus | 12-15 étapes (dégraissage → gravure → anodisation → teinture → scellement), traitement des eaux usées requis | 3 à 5 étapes (prétraitement → pulvérisation → durcissement), contrôle des émissions de COV |
| Facteurs de coût | Prix unitaire 3-8 $/dm² (peut être réduit à 1,5 $/dm² après production en série), quantité minimum de commande élevée | Prix unitaire 0,5-2 $/dm², pas de limite de quantité minimale |
| Options d'apparence | Texture métallique mate, la couleur est limitée au spectre de couleurs anodisé (noir/or/rouge, etc.) | Réglable à n'importe quel numéro de couleur Pantone, effet flash brillant/mat/métallique en option |
| Protection de l'environnement | Utilisez des produits chimiques tels que l'acide sulfurique/l'acide oxalique, les eaux usées de métaux lourds doivent être traitées | La peinture à l'eau est plus respectueuse de l'environnement, la pulvérisation de poudre permet de recycler 97 % de l'excès de peinture |
| Applications typiques | Fixations aérospatiales, boîtiers d'instruments de précision, équipements militaires | Electronique grand public, pièces décoratives automobiles, mobilier d'extérieur |
Critères clés de sélection :
Choisissez l'anodisation : applications de protection permanente, usure des contacts, dissipation thermique ou adaptation spéciale
Choisissez la peinture : assemblages multi-composants, géométries complexes, production en faible volume ou exigences de couleurs particulières

Toutes les anodisations ne sont pas égales : les trois principaux types d'anodisation
Il existe trois types typiques de processus d'anodisation : Anodisation à l'acide chromique de type I, anodisation à l'acide sulfurique de type II et anodisation dure de type III. Les trois méthodes diffèrent considérablement en termes d’épaisseur de couche d’oxyde, de caractéristiques et d’applications.
1. Anodisation de type I (anodisation à l'acide chromique)
Électrolyte : Acide chromique (CrO₃)
Épaisseur de la couche d'oxyde : 1,8 ~ 5,1 μm (la plus fine)
Couleur : gris clair à gris foncé (généralement non teint)
Caractéristiques:
- Il est fin, mais plus dense et résistant à la corrosion (que le type II).
- Il a un effet minimal sur la résistance à la fatigue du substrat en aluminium et peut être utilisé sur des pièces soumises à de fortes contraintes (par exemple, des pièces structurelles pour l'aviation).
- Il ne peut pas être teint et est généralement utilisé comme couche de base pour la peinture ou l'adhésion (pour améliorer l'adhérence).
- Il manque de protection de l'environnement (chrome hexavalent Cr⁶⁺, nécessitant un traitement rigoureux des eaux usées).
Applications typiques :
- Composants aérospatiaux (fuselages d'avions et poutres d'ailes)
- Équipement militaire (où la résistance à la corrosion est une exigence maximale et les propriétés mécaniques du matériau ne peuvent être compromises)
- Appareils de précision (pour lesquels un mince film d'oxyde est requis et la précision dimensionnelle ne peut être sacrifiée)
2. Anodisation de type II (anodisation à l'acide sulfurique)
Électrolyte : Acide sulfurique (H₂SO₄)
Épaisseur du film d'oxyde : 5~25 μm (variable)
Couleur : gris clair ou transparent (peut être teint dans une grande variété de couleurs, noir, or, bleu, etc.)
Principales caractéristiques :
- Le film d'oxyde est épais et modérément dur (HV 300~500) avec une bonne résistance à la corrosion.
- Il est particulièrement adapté à la teinture, et des couleurs vives peuvent être obtenues en utilisant des colorants organiques ou une coloration électrolytique (par exemple, le noir de la coque en alliage d'aluminium de l'iPhone).
- Processus mature et peu coûteux, appliqué dans plus de 80 % des traitements d’anodisation décorative utilisés.
- La couche d'oxyde est poreuse et nécessite généralement un traitement de scellement (eau chaude, scellement à froid ou scellement au sel de nickel) pour améliorer la résistance à la corrosion.
Applications typiques :
- Electronique grand public (téléphones mobiles, étuis pour ordinateurs portables)
- Profilés architecturaux en aluminium (portes, fenêtres, murs-rideaux)
- Composants décoratifs automobiles (calandres, baguettes intérieures)
- Produits quotidiens (tasses, lampes, ustensiles de cuisine)
3. Anodisation de type III (anodisation Hardcoat)
- Électrolyte : acide sulfurique (H₂SO₄) ou acide mixte (par exemple, acide oxalique, mélange d'acide sulfurique)
- Épaisseur de la couche d'oxyde : 25 ~ 150 μm (la plus épaisse)
- Couleur : gris foncé à noir (difficile à teindre, conserve généralement la couleur d'origine)
Principales caractéristiques :
- La couche d'oxyde est extrêmement dure (HV 500~900, proche de l'acier trempé) et présente la meilleure résistance à l'usure.
- Nécessite une basse température (0 ~ 10 °C) et une densité de courant élevée, ainsi qu'un contrôle strict du processus.
- Résistance à la corrosion améliorée par rapport au type II, mais plus cassante et moins adaptée à une utilisation à fort impact.
- Très bonne isolation (tension de claquage jusqu'à plus de 500V).
Applications typiques :
- Pièces d'usure industrielles (piston hydraulique, alésages de cylindres)
- Pièces militaires/aérospatiales (pièces de canon, pièces de structure de drone)
- Fabrication de moules (substitution de l'acier aux pièces de moules à injection plastique)
- Pièces nécessitant une isolation élevée (radiateur d'équipement électronique)
Résumé de trois types de comparaison d'anodisation
| Caractéristiques | Type I (acide chromique) | Type II (acide sulfurique) | Type III (dur) |
|---|---|---|---|
| Épaisseur de la couche d'oxyde (μm) | 1,8 ~ 5,1 | 5~25 | 25~150 |
| Dureté (HV) | 200~400 | 300~500 | 500~900 |
| Résistance à la corrosion | ★★★★★ | ★★★★ | ★★★★☆ |
| Teinture | Pas possible | Excellent | Très difficile |
| Principales utilisations | Industrie aéronautique et militaire | Décoration, nécessités quotidiennes | Pièces industrielles résistantes à l'usure |
Propositions de sélection
- Nécessite une résistance élevée à la corrosion + un revêtement mince → Type I (acide chromique)
- Besoin d'une belle apparence + teinture → Type II (acide sulfurique)
- Besoin d'une dureté ultra-élevée + résistance à l'usure → Type III (dur)
Chaque processus d'anodisation a ses avantages uniques , et le choix correct dépend du scénario d'application spécifique et des exigences de performances.
FAQ - Réponses à toutes vos questions sur le traitement de surface
Quelle est la différence entre l'oxydation noire et l'anodisation noire ?
L'oxydation noire (traitement de noircissement) et l'anodisation noire sont deux procédés de traitement de surface complètement différents. . L'oxydation noire est un processus de génération d'un film d'oxyde noir sur la surface métallique par des méthodes chimiques (telles que l'oxydation alcaline ou l'oxydation acide). Il est principalement utilisé pour l'acier. La couche de film est fine (environ 0,5 à 1,5 μm) et joue principalement un rôle dans la prévention de la rouille et l'esthétique. L'anodisation noire est un processus électrochimique. Il génère une couche poreuse d'oxyde d'aluminium à la surface de l'aluminium par électrolyse, puis la teint pour la sceller. La couche de film est épaisse (5-25 μm) et présente une excellente résistance à l'usure et à la corrosion. La couleur est formée par la pénétration du colorant dans les pores de la couche d'oxyde.
L'aluminium anodisé va-t-il se décolorer ?
L'aluminium anodisé traité par des procédés formels ne se décolore pas facilement, mais il existe une possibilité de décoloration. Les pièces teintes anodisées à l'acide sulfurique de type II peuvent s'estomper légèrement (en particulier les couleurs vives telles que le rouge et le bleu) sous une exposition prolongée au soleil, tandis que le noir de la coloration électrolytique et de l'anodisation dure est plus stable. La décoloration dépend principalement de la qualité du colorant, de l'intégrité du processus de scellement et de l'environnement d'utilisation. Produits anodisés de haute qualité peut être utilisé à l’extérieur pendant 10 à 15 ans sans décoloration significative. Il est recommandé de choisir un processus de coloration électrolytique ou des colorants avec des stabilisants UV pour améliorer les performances anti-décoloration.
Comment noircir l'acier anodisé ?
L'acier ne peut pas être véritablement anodisé, mais les méthodes suivantes peuvent être utilisées pour obtenir un effet similaire à l'anodisation noire : 1) Enduire d'abord une couche d'aluminium ou de zinc puis anodiser (le processus est compliqué et le coût est élevé) ; 2) Utiliser un traitement de phosphatation noire (film de conversion de phosphate) ; 3) Traitement QPQ (traitement composite de nitruration + oxydation) ; 4) Traitement de noircissement à haute température. Parmi eux, le traitement QPQ a le meilleur effet, qui permet d'obtenir un aspect noir tout en améliorant la dureté de surface (HV500-1000) et la résistance à l'usure, et est largement utilisé dans les pièces et outils automobiles.
Qu’est-ce que « l’aluminium noir » ?
« Aluminium noir » fait généralement référence à des matériaux en alliage d'aluminium anodisés en noir, que l'on trouve couramment dans les murs-rideaux de construction (tels que les profilés 6063-T5), les produits électroniques (tels que les boîtiers 6061-T6) et les équipements industriels. Selon différents procédés, il peut être divisé en : 1) aluminium teinté en noir (coloré avec des colorants organiques après anodisation de type II) ; 2) aluminium noir électrolytique (coloration électrolytique au sel d'étain, plus durable); 3) aluminium noir dur (noir naturel issu d'une anodisation de type III). Le véritable « aluminium noir » doit être obtenu grâce à l'anodisation, qui est essentiellement différente des traitements de surface noirs tels que la pulvérisation et le placage, et présente les caractéristiques d'une texture métallique forte, d'absence de pelage et de résistance aux rayures.
Résumé
L'anodisation noire est une transformation qui pénètre en profondeur dans la texture du métal , tandis que la « peinture anodisée » n'est qu'un déguisement fixé à la surface. Le premier offre une durabilité et une fonctionnalité à long terme, tandis que le second offre un faible coût et une beauté à court terme. Votre choix doit être déterminé par l’utilisation finale et les exigences de qualité de votre produit.
Lorsque vous envisagez les options de traitement de surface pour votre projet, en particulier lors de la conception de moules prototypes en aluminium pour la production, il est crucial de choisir le bon processus. Les ingénieurs LS peuvent non seulement vous aider à optimiser la conception des pièces en plastique , mais également fournir des conseils professionnels sur les matériaux de moulage et leur traitement de surface. Contactez-nous maintenant pour obtenir une solution de fabrication complète pour votre projet, y compris nos conseils professionnels sur les matériaux de moule et les processus de traitement, ainsi qu'un prix transparent pour le moulage par injection !

📞 Téléphone : +86 185 6675 9667
📧 E-mail : info@longshengmfg.com
🌐 Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Série LS Aucune représentation ou garantie d'aucune sorte, expresse ou implicite, n'est faite quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire que les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication que le fournisseur ou fabricant tiers fournira via le réseau LS. C'est la responsabilité de l'acheteur Demandez un devis pour les pièces pour déterminer les exigences spécifiques à ces pièces. veuillez nous contacter En savoir plus .
L'équipe LS
LS est une entreprise leader dans son secteur Concentrez-vous sur les solutions de fabrication personnalisées. Avec plus de 20 ans d'expérience au service de plus de 5 000 clients, nous nous concentrons sur la haute précision Usinage CNC , Fabrication de tôles , impression 3D , Moulage par injection , l'emboutissage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d’usinage 5 axes de pointe et est certifiée ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en faible volume ou d'une personnalisation de masse, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisir Technologie LS C’est choisir l’efficacité, la qualité et le professionnalisme.
Pour en savoir plus, veuillez visiter notre site Web : www.lsrpf.com


