

Dans l’industrie manufacturière,Les tôles d’acier inoxydable sont utilisées dans un large éventail d’applications. Sa qualité de coupe joue un rôle décisif dans la précision et l’aspect du produit. La technologie de découpe laser est devenue un excellent choix pour l’usinage de l’acier inoxydable en raison de son efficacité élevée, de sa précision et de sa petite zone affectée par la chaleur. Cependant, il existe de nombreux types d’équipements de découpe laser sur le marché, ce qui est vertigineux, comment choisir le modèle le plus adapté aux plaques d’acier inoxydable ? Ensuite, cet article parlera de la façon de choisir l’idéalmachine de découpe laser en acier inoxydablepour vous à partir d’un certain nombre d’aspects clés.
Qu’est-ce qui définit une découpeuse laser en acier inoxydable ?
LeLa machine de découpe laser en acier inoxydable utilise un faisceau laser à haute énergiepour irradier la plaque en acier inoxydable, afin que la plaque puisse être rapidement fondue, vaporisée ou atteindre le point d’allumage. Dans le même temps, la masse fondue est soufflée par un flux d’air à grande vitesse coaxial avec le faisceau pour terminer la tâche de coupe. CeciLa méthode de coupe a une grande précision et une vitesse élevée, cordon de coupe étroit, petite zone affectée par la chaleur et surface de coupe très lisse, particulièrement adaptée au traitement de matériaux métalliques tels que l’acier inoxydable.
Analyse des indicateurs de base
Lors du choix d’une machine de découpe laser en acier inoxydable, il y a plusieurs indicateurs clés sur lesquels se concentrer.
1. Type de laser
| Index | Laser à fibre (1μm) | Laser CO₂ (10,6 μm) |
|---|---|---|
| Absorptivité | 40-50 % (acier inoxydable) | 5-15 % (acier inoxydable) |
| Efficacité de coupe | Avantage de la vitesse de la feuille (3 mm ou moins) | Avantage de la qualité de la plaque (>6 mm) |
| Efficacité de conversion photoélectrique | 25% | 10% |
| Matériaux applicables | À base de métal (cuivre découpable) | Métallique ou non métallique |
| Frais de fonctionnement | Faible (consommation d’énergie + maintenance) | Élevée (consommation de gaz + entretien) |
Suggestions de sélection :
- Pourusinage de précision de plaques minces(moins de 3mm d’épaisseur), les lasers à fibre sont privilégiés.
- Pour l’usinage de tôles épaisses (épaisseurs supérieures à 10 mm), envisagez d’utiliser des lasers CO₂ de haute puissance.
- Si vous devez couper du cuivre, vous devez utiliser un laser à fibre.
2. Exigences en matière d’alimentation
La puissance du laser a un impact significatif sur la capacité de coupe. Lors de la découpe de plaques en acier inoxydable, différentes épaisseurs ont les exigences suivantes en matière de puissance :
- La découpe de plaques en acier inoxydable de 1 mm d’épaisseur nécessite une puissance laser d’au moins 500 W.
- La découpe de tôles d’acier inoxydable de 10 mm d’épaisseur nécessite une puissance laser d’au moins 6 000 W.
- Le choix de la bonne puissance laser peut non seulement garantir l’efficacité et la qualité de la coupe, mais aussi éviter le gaspillage d’énergie et réduire les pertes d’équipement.
3. Norme de précision de coupe
Selon la norme ISO 9013:2018 :
- Précision de positionnement : La précision de positionnement de l’axe X/Y est de ±0,03 mm.
- Répétabilité : jusqu’à ±0,02 mm.
- Rugosité de la surface de coupe : Ra ne dépasse pas 6,5 μm en cas d’utilisation d’azote.
- Perpendicularité : Lorsque leEpaisseur de la plaqueest inférieur ou égal à 10 mm, l’écart de verticalité ne dépasse pas 0,1 mm.
4. Technologie d’assurance de précision :
- Système d’entraînement par moteur linéaire avec accélération de 2G et au-delà.
- Système d’asservissement de commande en boucle fermée, fréquence de réponse d’au moins 1 kHz.
- Tête de coupe autofocus, temps de réponse dynamique inférieur ou égal à 50 ms.
Quel est le principe de fonctionnement de la machine de découpe laser en acier inoxydable ?
Les machines de découpe laser pour l’acier inoxydable s’appuient sur un faisceau laser à haute densité d’énergie pour couper l’acier inoxydable avec précision, et le flux de travail est le suivant :
1. Génération laser
Le laser est le noyau, produisant un faisceau laser à haute densité d’énergie. Il a une bonne directionnalité et monochromaticité, et l’énergie énergétique est très concentrée, fournissant une base d’énergie pour une coupe efficace, et produisant en continu un laser stable pour promouvoir leProcessus de coupe.
2. Focalisation du faisceau
Grâce au système optique composé de miroirs et de lentilles, leLe faisceau laser est focalisé sur un très petit point, et la densité d’énergie est considérablement améliorée. Le faisceau laser focalisé est extrêmement chaud suffisamment chaud pour fondre ou même vaporiser instantanément l’acier inoxydable, et l’optique est calibrée avec précision pour garantir que le faisceau laser tombe précisément sur le site de coupe.
3. Chauffage du matériau
Le faisceau laser focalisé à haute énergie irradie lesurface de la plaque en acier inoxydable, la plaque absorbe rapidement l’énergie lumineuse et la convertit en énergie thermique, la température augmente brusquement jusqu’au point de fusion ou au point d’ébullition en peu de temps, le matériau commence à fondre ou à se vaporiser, et l’énergie laser interagit avec le matériau pour changer son état physique.
4. Enlèvement de matière
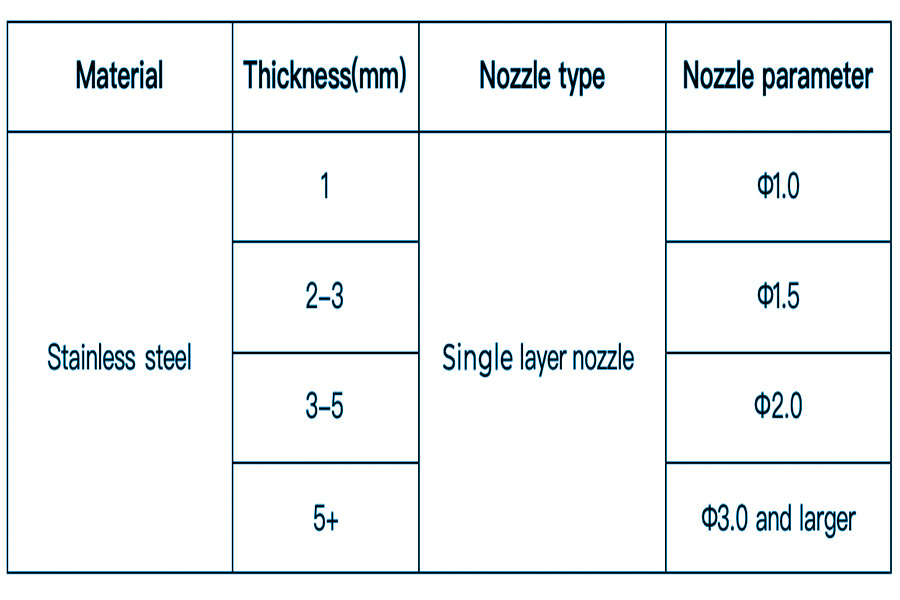
Une fois que l’acier inoxydable est fondu ou gazéifié, il forme une masse fondue ou un oxyde, et le gaz auxiliaire (azote, oxygène, etc.) est soufflé dans la zone de coupe à grande vitesse à travers une buse spéciale, soufflant ces substances et formant une fente. L’oxygène peut augmenter la vitesse de coupe grâce à la réaction d’oxydation, ce qui convient aux scénarios avec des exigences de vitesse élevées ; L’azote, en tant que gaz inerte, peut protéger la surface de coupe de l’oxydation et est principalement utilisé dans les cas où la qualité de surface doit être élevée,en fonction des caractéristiques du matériau et du processus de coupe.
5. Contrôle du mouvement
La commande numérique (CNC) est essentielle pour contrôler avec précision la tête laserou table pour se déplacer le long d’une trajectoire prédéfinie afin d’obtenir une découpe de forme complexe. Le système a une grande précision et une vitesse rapide, assurant la précision de la trajectoire de coupe et améliorant laefficacité de coupe, l’opérateur saisit le modèle et les paramètres de coupe, et le système contrôle automatiquement le mouvement des pièces pour terminer la coupe précise.
6. Frais et propre
Au moment où la coupe est terminée, en raison de la bonne dissipation thermique de l’acier inoxydable et du refroidissement naturel de l’environnement, la plaque est rapidement refroidie et le tranchant est lisse et plat.La précision de la découpe laser est élevée, la zone affectée par la chaleur est petite et, dans la plupart des cas, le matériau coupé n’a pas besoin d’être retraité et peut être directement utilisé pour un traitement ou une utilisation ultérieurs, améliorant ainsi l’efficacité de la production et réduisant les coûts.
Quel type de laser coupe plus rapidement ?
DansDécoupe laser de l’acier inoxydable, les découpeuses laser à fibre coupent généralement plus rapidement que les découpeuses laser CO₂. Voici une analyse des avantages des machines de découpe laser à fibre en termes de vitesse de coupe :
L’avantage de la vitesse de la machine de découpe laser à fibre
Traitement de réflectance : Les lasers à fibre pénètrent l’acier inoxydable (40 %) jusqu’à 3 fois plus efficacement que les lasers CO₂. Cela signifie que lors de la découpe de l’acier inoxydable, le laser à fibre peut pénétrer plus efficacement la surface du matériau, améliorant ainsi l’efficacité de la coupe.
Comparaison de la vitesse : Si l’on prend l’exemple d’une feuille de 1 mm, la vitesse de coupe de la machine de découpe laser à fibre peut atteindre 25 m/min, tandis que la vitesse de coupe de laMachine de découpe laser CO₂n’est que de 8m/min. Ces données montrent directement que dans la même épaisseur de découpe de plaques d’acier inoxydable, la vitesse de la machine de découpe laser à fibre est nettement plus rapide.
Limites des découpeuses laser CO₂
Jaunissement et oxydation de la surface de coupe : Lors de la découpe d’acier inoxydable d’une épaisseur supérieure à 8 mm, la surface de coupe de la machine de découpe laser CO₂ est sujette au jaunissement et à l’oxydation. Cela affecte non seulement la qualité de la coupe, mais peut également causer des désagréments au traitement ultérieur.
| Index | Lasers à fibre | Laser CO₂ |
|---|---|---|
| Avantage de la vitesse | Feuille (≤6 mm) | Plaque (>8mm) |
| Qualité de coupe | Coupe lisse (Ra≤6,5 μm) | Coupe grossière (Ra≥25μm) |
| Problèmes d’oxydation | Pas de couche d’oxyde | Les plaques épaisses sont sensibles au jaunissement et à l’oxydation |
| Frais de fonctionnement | Faible (consommation d’énergie + maintenance) | Élevée (consommation de gaz) |
| Matériaux applicables | À base de métal (cuivre découpable) | Métallique ou non métallique |
Suggestions de sélection :
1. Option laser à fibre :
- Traitement de l’acier inoxydableavec une épaisseur ≤ 8 mm
- Exigence de coupes de haute précision et non oxydées (telles que des pièces de précision, des équipements médicaux)
- Besoin de couper du cuivre ou des matériaux hautement réfléchissants
2. Considérez le laser CO₂ :
- Usinage de l’acier inoxydable d’une épaisseur > 12 mm (ponçage ultérieur nécessaire)
- Besoin de couper des non-métaux (comme le bois, le plastique) en même temps
- Le budget est limité et l’exigence de qualité de coupe n’est pas élevée

Comment l’épaisseur du matériau affecte-t-elle le choix ?
Dans la découpe laser de l’acier inoxydable, leL’épaisseur du matériau est la clé pour déterminer le choix de l’équipement de coupe.Les plaques en acier inoxydable de différentes épaisseurs présentent différents avantages pour différents équipements d’adaptation.
| Gamme d’épaisseur | Équipement recommandé | Paramètres clés | Méthode de coupe |
|
Feuille (0,5-3 mm) |
Laser à fibre 500-1 500W | Longueur d’onde 1μm, taux d’absorption 35-40 % Efficacité de conversion photoélectrique 25 % |
L’azote protège la coupe |
|
Plaque moyenne et lourde (4-15 mm)
|
Laser à fibre 4 000 W+ | Oxygène assisté, vitesse augmentée de 50 % Diamètre du spot0.1-0.3mm |
Découpe réactive à l’oxygène |
|
Plaque extra épaisse (>15 mm) |
Lasers à disque de 6kW ou plus | Qualité du faisceau M²<1.3 Profondeur de pénétration > 25 mm |
Haute luminosité grâce à la découpe |
Quel système de refroidissement est critique ?
Dans les machines de découpe laser, les systèmes de refroidissement par eau sont essentiels pour les équipements de haute puissance. Voici les principales exigences et avantages d’un système refroidi à l’eau :
Principales exigences :
- Débit d’eau : au moins 4 litres par minute par kilowatt de puissance pour éviter que la lentille ne surchauffe et ne se déforme, etpour assurer la précision de coupe.
- Contrôle de la température de l’eau : Il est nécessaire de maintenir un contrôle précis de ±0,5°C pour éviter que le brouillard de condensation n’affecte la stabilité du chemin optique.
Avantage:
- Dissipation thermique efficace : l’eau en circulation évacue la chaleur pour assurer le fonctionnement stable de l’équipement, et l’efficacité de dissipation thermique est supérieure à celle du système refroidi par air.
- Haute stabilité : contrôle précis de la température, réduction des fluctuations de performance etAméliorer la stabilité de la qualité de coupe.
- Durée de vie prolongée : dissipation efficace de la chaleur, réduction du stress thermique et prolongation de la durée de vie de l’équipement.
Limites des systèmes refroidis par air :
- Plage de puissance limitée : uniquement pour les petits appareils de puissance jusqu’à 1 kW.
- Faible efficacité de dissipation thermique : Il est difficile de dissiper rapidement de grandes quantités de chaleur.
Scénarios d’application :
- Découpe haute puissance : Le système refroidi à l’eau assure le fonctionnement stable de l’équipement sous des charges élevées.
- Usinage de précision : Fournit un environnement stable et améliore la précision de coupe.
LeLe système de refroidissement par eau est indispensable dans les machines de découpe laser haute puissancepour assurer une dissipation efficace de la chaleur et des performances stables.

Quelles sont les normes de sécurité à respecter ?
Àrépondre à ces normes de sécurité, vous devez commencer par la conception de l’équipement, les spécifications de fonctionnement, la protection individuelle et la gestion de l’environnement, et voici une introduction détaillée :
Aspects de la sécurité laser
Pour se conformer à la norme CEI 60825 - 1 classe de protection 1, il est nécessaire de s’assurer que leL’équipement laser dispose de mesures de contrôle des émissions, des verrouillages de sécurité, des marquages clairs de la classe de sécurité laser sur l’équipement et que l’opérateur est formé à la sécurité laser.
Traitement des gaz d’échappement
Conformément à la norme EN 1093-3 sur les émissions de poussières métalliques, il est nécessaire de disposer d’un système de collecte des gaz d’échappement efficace et bien scellé, d’utiliser un équipement de traitement des gaz d’échappement approprié et d’installer un équipement de surveillance des émissions pour s’assurer que les normes d’émission sont respectées.
Aspects de la protection opérationnelle
Équipé de lunettes de protection spéciales de longueur d’onde, sa densité optique doit atteindre OD7+, et l’opérateur doit le porter de manière standardisée tout au long de l’opération.
Fournissez une cabine de travail entièrement fermée, qui peut isoler efficacement plus de 90 dB de bruit, et la cabine de travail doit avoir une bonne structure d’étanchéité et des matériaux d’isolation acoustique, et installez un équipement de surveillance du bruit.

Comment choisir la découpeuse laser idéale pour les tôles d’acier inoxydable ?
1. Définissez vos besoins
- Épaisseur du matériau :Le laser à fibre est sélectionné pour la plaque mince (1-6 mm), etLaser CO₂ ou fibre haute puissanceest considéré pour les tôles épaisses (>6mm).
- Exigences de précision :Le laser à fibre (petit point) pour les pièces de précision, et le traitement ordinaire peuvent équilibrer l’efficacité et le coût.
- Echelle de production :Des fonctions d’automatisation (telles que l’autofocus, l’imbrication intelligente) sont nécessaires pour les grandes quantités.
2.Comparaison des types d’appareils
- Laser à fibre :Convient aux plaques minces, à grande vitesse, sans entretien, mais avec une diminution de la qualité des plaques épaisses.
- Laser CO₂ :Découpe stable de plaques épaisses, mais consommation d’énergie et entretien élevés.
3. Paramètres clés
- Pouvoir:Estimé par l’épaisseur × facteur (40-60) (par exemple 3000-3600W pour 6mm).
- Foyer:La plaque mince se concentre sur la surface et la plaque épaisse est abaissée de manière appropriée.
- Gaz:l’oxygène pour améliorer l’efficacité, l’azote pour assurer la qualité.
4. Coût et après-vente
- Investissement initial :L’équipement à fibre optique est cher mais permet d’économiser de l’énergie à long terme, le CO₂ est bon marché mais comporte de nombreux consommables.
- Service:Choisissez une marque avec une réponse rapide et suffisamment de pièces de rechange.
Résumé
Choisir une machine de découpe laser en acier inoxydabledoit suivre la logique suivante : « La demande détermine les paramètres, et les paramètres déterminent l’équipement ». Il est recommandé de vérifier les performances de l’équipement par le biais d’une coupe d’essai, et de donner la priorité aux fournisseurs ayant des capacités d’itération technique. À l’avenir, avec la popularisation des lasers de 10 000 watts, l’efficacité de la découpe de plaques épaisses sera encore améliorée et les entreprises pourront sélectionner de manière flexible des modèles en fonction de leurs propres plans de développement.
Démenti
Le contenu de cette page est fourni à titre informatif seulement.Série LSAucune déclaration ou garantie de quelque nature que ce soit, expresse ou implicite, n’est faite quant à l’exactitude, l’exhaustivité ou la validité des informations. Il ne faut pas en déduire les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité des matériaux et le type ou la fabrication que le fournisseur ou le fabricant tiers fournira par l’intermédiaire du réseau Longsheng. Ceci est de la responsabilité de l’acheteurDemander un devis pour des piècesdéterminer les exigences spécifiques applicables à ces pièces.s’il vous plaîtContactez-nousEn savoir plusEFOrmation.
L’équipe LS
LS est une entreprise leader de l’industrieConcentrez-vous sur les solutions de fabrication sur mesure. Avec plus de 20 ans d’expérience au service de plus de 5 000 clients, nous nous concentrons sur la haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,emboutissage métal,et d’autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d’usinage 5 axes à la pointe de la technologie et est certifiée ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu’il s’agisse d’une production à faible volume ou d’une personnalisation de masse, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie LSC’est faire le choix de l’efficacité, de la qualité et du professionnalisme.
Pour en savoir plus, veuillez consulter notre site Web :www.lsrpf.com
Foire aux questions
1.Quelle intensité laser est nécessaire pour couper l’acier inoxydable ?
L’intensité laser (puissance) nécessaire pour couper l’acier inoxydable dépend de l’épaisseur de l’acier inoxydable et des exigences de qualité de coupe. D’une manière générale, la puissance peut être d’environ 1600W pour couper de l’acier inoxydable de 2 mm ; la puissance peut avoir besoin d’atteindre 2200 W ou plus pour couper de l’acier inoxydable de 3 mm. Dans les applications pratiques, il est également nécessaire d’ajuster en fonction de paramètres tels que la vitesse de coupe, la position de mise au point et le type de gaz.
2. Le CO2 peut-il découper l’acier inoxydable au laser ?
Oui. Les machines de découpe laser CO2 peuvent couper de manière stable l’acier inoxydable, particulièrement adapté pour couper l’acier au carbone dans un rayon de 20 mm, l’acier inoxydable dans un rayon de 10 mm et les alliages d’aluminium dans un rayon de 8 mm. La longueur d’onde du laser CO2 est de 10,6 um, ce qui convient également à la découpe de matériaux non métalliques.
3.Comment choisir une machine de découpe laser en fonction de l’épaisseur de la plaque d’acier inoxydable ?
L’épaisseur de la plaque en acier inoxydable est un facteur de référence important pour sélectionner la puissance de la machine de découpe laser. D’une manière générale, pour couper des plaques d’acier inoxydable de moins de 2 mm, une machine de découpe laser d’une puissance d’environ 1000W peut être sélectionnée ; pour couper des plaques d’acier inoxydable de 3-6 mm, la puissance doit atteindre plus de 2000W ; Pour couper des plaques d’acier inoxydable plus épaisses, un appareil plus puissant doit être sélectionné.
4. Comment équilibrer la précision de coupe et la vitesse ?
La précision et la vitesse de coupe sont deux indicateurs de performance importants des machines de découpe laser. Dans la découpe de plaques d’acier inoxydable, si la précision de coupe est élevée, comme la production de métiers d’art, vous devez choisir un équipement de haute précision et de bonne stabilité ; Si vous accordez plus d’attention à la vitesse de coupe pour améliorer l’efficacité de la production, vous pouvez faire attention aux paramètres de vitesse de coupe de la machine de découpe. Dans les applications pratiques, il est nécessaire de trouver un équilibre entre précision et vitesse en fonction des besoins spécifiques.
Ressource


