

In der Vergangenheit war die Herstellung komplexer Teile ineffizient und kostspielig. Hersteller wechseln entweder wiederholt Werkzeuge an einer Presse oder verwenden mehrere Pressen, von denen jede eine einzige Aktion ausführt, um ein Teil herzustellen. Die Folge sind lange Ladezeiten und hohe Lohnkosten. MitProgressiv Das Stanzenkönnen Hersteller all diesen Ärger eliminieren und qualitativ hochwertigere Teile schneller und kostengünstiger produzieren.
In den folgenden Artikeln werden wir diesen fortschrittlichen Metallumformprozess anhand der grundlegenden Funktionsprinzipien, Eigenschaften, Anwendungsanforderungen und praktischen Fälle des Folgeverbundformens umfassend analysieren. Es ist zu hoffen, dass die Leser durch die Einführung dieses Artikels eine tiefereVerständnis für das Folgeverbundgestanzenund bieten eine nützliche Referenz für Anwendungen in der realen Produktion.
Was ist Folgeverbund-Stanzen?
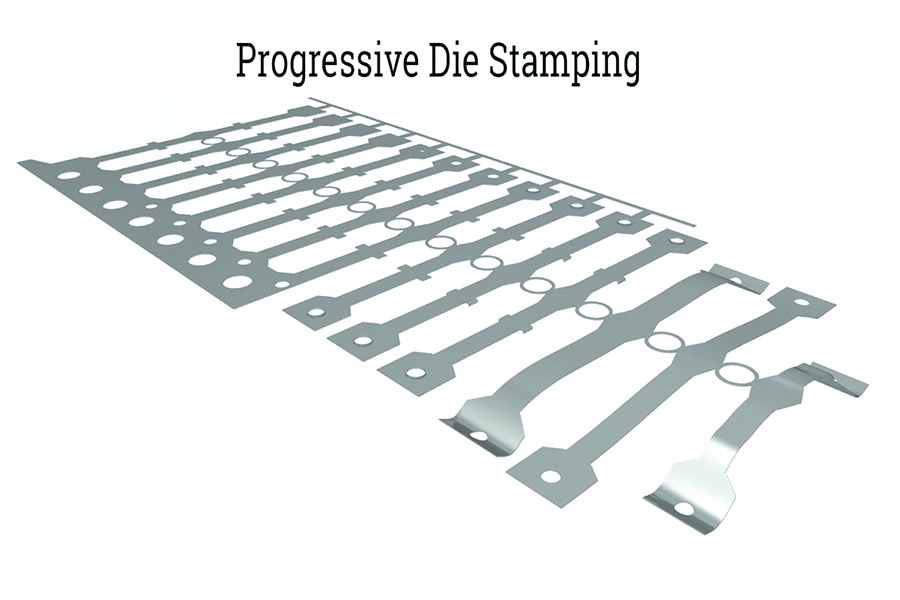
Beim Folgeverbund-Stanzen wird, wie der Name schon sagt, eine komplexe Werkzeugstruktur verwendet, um mehrfache,Mehrstufige Stanzabwicklungvon Blechen in einem kontinuierlichen Prozessablauf. Diese Technologie durchbricht die Grenzen des traditionellen Stanzens mit einer Station, integriert mehrere Prozesse in einer Form und realisiert kontinuierliche Abläufe von der Materialzuführung, dem Vorschneiden, dem komplexen Biegen, dem Streckformen bis hin zum Endschneiden. Jeder Schritt des Vorgangs ist eng miteinander verbunden, wie bei einer automatisierten Präzisionsmaschine, die Bleche nach und nach in fertige Teile umwandelt, die den Designanforderungen entsprechen.
Wie funktioniert das Folgeverbundstanzen?
Die grundlegende FunktionsweisePrinzip des Folgeverbundstanzensbesteht darin, das zu verarbeitende Material (in der Regel ein langes Blech) mit einem Folgeverbundwerkzeug in einen Säbelstempel einzubringen. Der gesamte Stanzprozess kann in folgende Schritte unterteilt werden:
- Fütterung:Unter der Steuerung des automatischen Vorschubmechanismus bewegt sich das zu verarbeitende Material nach und nach entsprechend des eingestellten Schrittabstands. Die Genauigkeit der Zuführung ist entscheidend für die Genauigkeit des Endprodukts.
- Einstampfend:Wenn sich die Presse der Stanzpresse nach unten bewegt, wird die Matrize geschlossen und das zu bearbeitende Material gestanzt. Jede Station ist mit einem oder mehreren grundlegenden Stanzprozessen ausgestattet, wie z.B. Stanzen, Stanzen, Biegen, Besäumen, Ziehen usw.
- Umschalten:Wenn sich die Presse der Stanzpresse nach oben bewegt, wird die Form geöffnet und das zu bearbeitende Material bewegt sich horizontal einen Schritt entlang der nächsten Station, um den nächsten Prozess vorzubereiten.
- Kontinuierliche Verarbeitung:Die oben genannten Zuführ-, Stanz- und Verschiebeschritte werden kontinuierlich auf mehreren Stationen durchgeführt, bis alle geplanten Prozesse abgeschlossen sind und schließlich ein vollständig gestanztes Werkstück erhalten wird.
- Trennung:An der Endstation wird das neu gefertigte Teil vom restlichen Material getrennt, wodurch der gesamte Stanzprozess abgeschlossen ist.
Was sind die Vor- und Nachteile des Folgeverbundstanzens?
Als effiziente UmformtechnologieDas progressive Stanzen von Gestanzen hat vielfältige Anwendungenin der Fertigungsindustrie. Im Folgenden sind die wichtigstenVor- und Nachteile des Folgeverbundstanzens:
Vorteile
Das Folgeverbundstanzen hat mehrere Vorteile gegenüber anderen Stanzverfahren, wie z. B. Vier- oder Mehrschlittenmaschinen.
- Weniger Zeit für die Einrichtung:Das Rüsten mit Folgeverbundstanzen erfordert 38 % weniger Zeit als das Stanzen mit mehreren Schlitten. Dies ermöglicht es den Produzenten, kleinere Losgrößen zu generieren und die Fertigungsplanung flexibler zu gestalten, um das zu produzieren, was der Kunde will, wenn er es braucht. Es reduziert auch den Arbeitsaufwand, der mit der Herstellung von Teilen verbunden ist.
- Wiederholbarkeit:Die Maschinen bieten eine hervorragende Wiederholgenauigkeit mit engen Toleranzen. Sie können große Stückzahlen produzieren, ohne Kompromisse bei der Qualität einzugehen.
- Hohe Genauigkeit:Da jede Station einen anderen Vorgang ausführt, ist das Folgeverbundstanzen hocheffizient und kann zur Herstellung großer Stückzahlen mit hoher Genauigkeit eingesetzt werden.
- Generische Werkzeuge:Aufgrund der einfachen Natur des Umformprozesses, bei dem nur vertikaler Druck verwendet wird, ist es möglich, Werkzeuge von einem Lieferanten zum anderen zu bewegen, ohne dass eine größere Nachrüstung erforderlich ist. Wenn eine Pressmaschine mit der gleichen Tonnage und Bettgröße verfügbar ist, kann ein Werkzeug, das für diese Bettgröße und Tonnage gebaut wurde, in der Regel in einer anderen Presse laufen.
Benachteiligungen
Während der Einsatz des Folgeverbundgestanzes für die Blechbearbeitung viele Vorteile mit sich bringt, gibt es auch einige Nachteile, die zu berücksichtigen sind:
- Kosten:Einer der größten Nachteile sind die hohen Anschaffungskosten. Werkzeugsätze für das Folgeverbundstanzen können sehr kostspielig sein, und Unternehmen müssen sicher sein, dass sie genügend Arbeit generieren können, um die Kosten zu rechtfertigen.
- Eingeschränkter Betrieb:Das Folgeverbundstanzen kann nur für bestimmte Projekte eingesetzt werden. Einige Teilemerkmale können möglicherweise nicht in einem Folgeverbundwerkzeug hergestellt werden.
- Kontinuität:Schließlich kann das Folgeverbundstanzen sehr komplex und zeitaufwändig sein (zumal die Aufspannungen für jedes Projekt konfiguriert oder neu konfiguriert werden müssen). Das macht es schwierig, schnell zwischen Projekten zu wechseln.
- Mehr Abfall:Beim progressiven Stanzen entsteht Abfall. Aufgrund der Tatsache, dass das Teil während des gesamten Prozesses auf dem Band transportiert werden muss, entsteht inhärenter Abfall, der durch das Material verursacht wird, das benötigt wird, um das Teil bis zum letzten Schritt auf dem Band zu halten. Obwohl das Abfallmaterial recycelt werden kann, kann dieses Verfahren bei der Arbeit mit Materialien wie Kupfer oder Messing weniger kostengünstig sein.
Progressive vs. Einzelstempel vs. Compound- vs. Transfermatrize
1.Was ist eine Einzelstanzform?
EinEinzelstempel-Matrizebesteht aus einem konkaven Stempel und einem Stempel oder mehreren konkaven Stempeln und mehreren Stempeln. Da Aufbau und Funktion für einen bestimmten Prozess konzipiert und gefertigt werden, vervollständigt jede Stanzmatrize nur ein Stanzloch oder einen Typ. Die Formgebung kann nicht auf andere Prozesse angewendet werden. Wird in der Regel für kleine oder mittlere Serien verwendet, besonders geeignet für Situationen, in denen die Stanzposition oder -form häufig geändert werden muss. Es kann während des Produktionsprozesses flexibel angepasst und ausgetauscht werden, und die Herstellungskosten sind gering. Es eignet sich für die Herstellung von Metallstanzen in kleinen Chargen mit relativ einfachen Prozessen.
2.Was ist eine Verbundform?
DasVerbundformist eine Stanzform, die die Prozesse des inneren Lochs und der äußeren Form an der gleichen Station der Form abschließt (mehrere Stanzvorgänge können gleichzeitig in einem Zug durchgeführt werden). Mehrere Prozesse können in einem Stanzvorgang durchgeführt werden, einschließlich mehrerer Stanz- oder Umformvorgänge. Das Multiprozess-Design kombiniert dieVorteile von Einzelstempelwerkzeugenund progressiv stirbt bis zu einem gewissen Grad.
3.Was ist eine Transferform?
Stanzen von Transfermatrizenähnelt dem Folgeverbundwerkzeug, jedoch werden die Teile über ein mechanisches Transfersystem von einer Station zur anderen übertragen. Wird hauptsächlich dort eingesetzt, wo Teile aus dem Band entfernt werden müssen, um Vorgänge in freiem Zustand durchführen zu können. Bei einer Transferform kann es sich um eine einzelne Form oder mehrere Formen oder Maschinen handeln, die in einer Reihe angeordnet sind, um eine Produktionslinie zu bilden. Wird in der Regel zur Herstellung komplexerer Teile verwendet, bei denen jeder Arbeitsplatz unterschiedliche Vorgänge wie Stanzen, Biegen, Strecken usw. ausführen kann.
|
Funktionen |
Ein-Stationen-Matrize |
Progressive Die |
Zusammengesetzte Matrize |
Übertragen Sie die |
|
Funktionsprinzip |
Führt einen einzigen Stanz- oder Umformprozess durch |
Verschiedene Stationen erledigen mehrere Stanzvorgänge gleichzeitig |
Erledigt mehrere Prozesse in einem Zug |
Losgelöster Streifen, der das Stanzen bewegt |
|
Anwendbarer Produktionsmaßstab |
Kleinserienfertigung, häufige Wechsel der Stanzpositionen oder -formen |
Großserienproduktion, gesteigerte Produktionseffizienz |
Produktion in mittleren Serien, bietet eine gewisse Flexibilität |
Produktion in mittleren Serien, bietet eine gewisse Flexibilität |
|
Komplexität und Flexibilität |
Einfach, relativ geringe Flexibilität |
Komplexe, moderate Flexibilität |
Mäßig |
Seien Sie flexibel |
|
Produktionseffizienz |
Langsamer |
Hoher Wirkungsgrad |
Zwischen Einzelstationen und Folgeverbundwerkzeugen |
Zwischen Einzelstationen und Folgeverbundwerkzeugen |
|
Komplexität von Design und Fertigung |
Relativ einfach |
Komplexe, höhere Herstellungs- und Wartungskosten |
Mäßig, relativ einfach zu entwerfen und herzustellen |
Mittel, muss das Design und die Herstellung von beweglichen Teilen berücksichtigen |
|
Materialausnutzung |
Relativ niedrig |
Höher, reduziert die Abfallproduktion |
Hoch und relativ umweltfreundlich |
Eine höhere Materialausnutzung kann verbessert werden, indem mehrere Prozesse in einem Zug ausgeführt werden |
|
Automatisierungsgrad |
Niedrig |
Hochgradig automatisiert |
Ein gewisses Maß an Automatisierung |
Höher, kann die Produktionseffizienz verbessern, indem bewegliche Teile automatisch gesteuert werden |
Was sind die Anwendungen des Folgeverbundstanzens?
Das Folgeverbundstanzen ist eine Art der Stanzbearbeitung und wird häufig bei der Herstellung und Verarbeitung von automatisierten und großvolumigen Stanzteilen eingesetzt. Hier sind einige konkrete Anwendungsbereiche und Beispiele:
- Luft- und Raumfahrt:In der Luft- und RaumfahrtDas progressive Stanzen wird zur Herstellung einer Vielzahl von Präzisionsteilen für Raumfahrzeuge verwendet. Diese Komponenten erfordern eine hohe Präzision und Zuverlässigkeit, um die Leistung und Sicherheit des Raumfahrzeugs zu gewährleisten.
Elektronische Produkte: Metallgehäuse, Steckverbinder und andere Komponenten, die häufig in elektronischen Produkten zu finden sind, werden häufig durch Folgeverbundstanzen hergestellt. Diese Produktionsmethode kann die Präzision und Konsistenz der Komponenten sicherstellen und die Qualität und Wettbewerbsfähigkeit des Produkts verbessern. - Automobilindustrie:Die Automobilindustrie ist eines der wichtigen Anwendungsgebiete für das Folgeverbundgestanzen. Von den Verkleidungen der Karosserie bis hin zu den metallischen Strukturteilen im Inneren werden viele Teile im Folgeverbundgestanzverfahren hergestellt. Diese Produktionsmethode kann die Produktionseffizienz erheblich verbessern, die Produktionskosten senken und die Genauigkeit und Zuverlässigkeit der Teile gewährleisten.
- Medizinprodukte:Im Bereich der MedizinprodukteDas progressive Stanzen wird zur Herstellung einer Vielzahl von Präzisionsteilen für medizinische Geräte verwendet. Diese Komponenten erfordern eine hohe Präzision und Sauberkeit, um die Leistung und Sicherheit von Medizinprodukten zu gewährleisten.
- Landwirtschaft:Landwirtschaftliche Maschinen und Geräte benötigen zudem eine große Anzahl an Metallteilen, die ebenfalls durch Folgeverbundstanzen hergestellt werden können. Dieses Produktionsverfahren gewährleistet die Genauigkeit und Konsistenz von Teilen und Komponenten und verbessert die Leistung und Zuverlässigkeit von Landmaschinen.

Häufig gestellte Fragen
1.Was ist eine Folgeverbundmatrize?
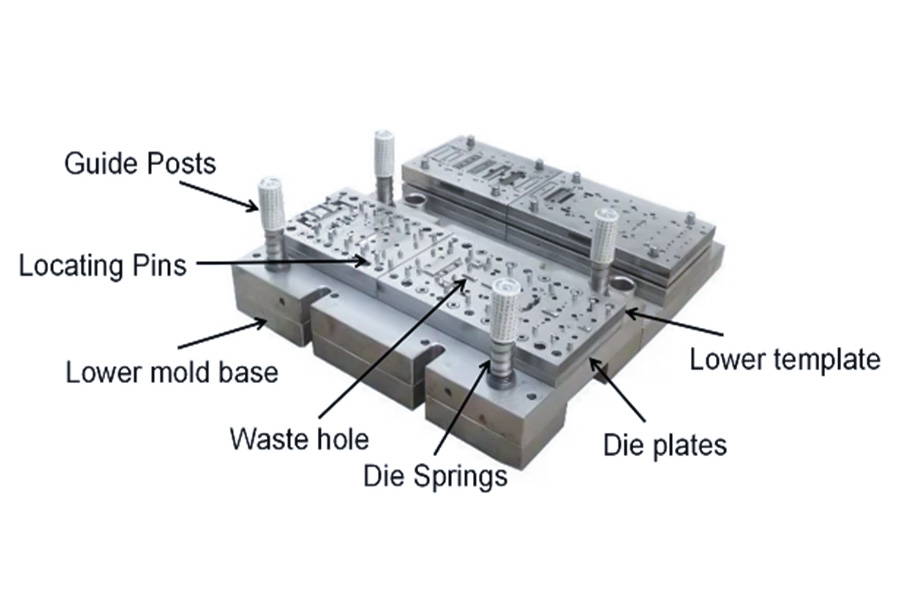
Progressiv, auch bekannt als Multi-Stationen-Folgeverbundmatrize, Endlosmatrize oder Skip-Stanze, ist ein komplexes Stanzwerkzeug. Es ist unterteilt in eine Anzahl von äquidistanten Stationen in einer Form, je nach dem zu bearbeitenden Werkstück, und eine oder mehrere GrundstationenStanzverfahrenwerden an jeder Station eingerichtet, um die Bearbeitung eines bestimmten Teils des gestanzten Werkstücks abzuschließen.
2.Was ist der grundlegende Prozess des Folgeverbundstanzens?
DasGrundprozess des Folgeverbundstanzensumfasst folgende Schritte: (1) Materialaufbereitung: Das zu verarbeitende Material wird im Vorfeld zu Streifen einer bestimmten Breite verarbeitet. Wenn das Material dicker und die Produktionscharge klein ist, kann es in Streifen geschnitten werden. Wenn die Produktionscharge groß ist, wird Rollenmaterial gewählt, da das Rollenmaterial automatisch zugeführt und gesammelt werden kann. (2)Fütterung: Der Streifen wird Schritt für Schritt durch eine bestimmte Fütterungsmethode zugeführt. Zu den Zuführmethoden gehören die manuelle Zuführung (geeignet für die Produktion kleiner Chargen), die automatische Zuführung (geeignet für Rollenmaterialien) und die Einrichtung einer hausgemachten Zuführvorrichtung an der Form (häufig von Keilen und kleinen Schiebern verwendet, selten verwendet).(3) Stanzverarbeitung: In einem Hub der Stanzmaschine durchläuft das Band an jeder Station verschiedene Stanzprozesse, wie z. B. Stanzen, Biegen, Ziehen, Umformen, etc. Jede Station führt nacheinander unterschiedliche Bearbeitungen durch und erhält schließlich ein komplettes Stanzwerkstück. (4)Ausgabe des fertigen Produkts: Nach dem Stanzen an allen Stationen wird das fertige Produkt aus der Form ausgegeben und kann für die nachfolgende Verarbeitung oder Qualitätsprüfung verarbeitet werden.
3.Unter welchen Umständen ist es geeignet, Folgeverbundmatrize zu verwenden?
Situationen, die für den Einsatz von Folgeverbundformen geeignet sindEnthalten: Teileleistung und Losgröße sind groß genug: Folgeverbundwerkzeuge eignen sich für die Großserienproduktion und können die Produktionseffizienz erheblich verbessern und die Kosten senken. Teile mit komplexen Formen: Für Teile mit komplexen Formen, die nach dem Stanzen schwer zu positionieren sind, ist es am idealsten, ein kontinuierliches Werkzeug mit mehreren Stationen zu verwenden. Erfordert hohe Präzision: Obwohl die Materialausnutzung des Folgeverbundwerkzeugs relativ gering ist, ist die Genauigkeit seiner Endprodukte relativ hoch, wodurch es für Teile mit höheren Präzisionsanforderungen geeignet ist.
4.Was sind die Materialanforderungen für das Folgeverbundstanzen?
Die Materialanforderungen für das FolgeverbundgestanzenZu den stabilen mechanischen Eigenschaften gehören: Die mechanischen Eigenschaften von Stanzwerkstoffen müssen relativ stabil sein, da während des kontinuierlichen Stanzprozesses kein Zwischenglühen durchgeführt werden kann, was es schwierig macht, die Schmierung während der Verarbeitung zu erhöhen. Strenge Maßanforderungen: Es gibt hohe Anforderungen an die Breiten- und Dickentoleranz des verwendeten Bandes sowie an die Geradheit der Kante, da sie sich direkt auf die Stanzwirkung und den Vorschub des Bandes auswirken. Geeignete Materialform: Die Materialien der Folgeverbundmatrize sind alle lange Streifen, und die Breite darf nicht zu groß oder zu klein sein, da sonst die Positionierungs- und Vorschubeffekte beeinträchtigt werden.
Zusammenfassung
Das Folgeverbundgestanzen ist ein effizientes, hochpräzises und leicht zu automatisierendes Stanzverarbeitungsverfahren. Durch eine Reihe von geordneten, aufeinander abgestimmten Arbeitsplätzen werden mehrere verschiedene Stanzprozesse in einem Hub der Stanzpresse abgeschlossen. Das Folgeverbundwerkzeug kann komplexe Stanzteile herstellen, was die Produktionseffizienz und die Materialausnutzung erheblich verbessert. Das Folgeverbundstanzen stellt aber auch höhere Anforderungen an Material, Ausrüstung, Konstruktion und Wartung. Daher müssen bei der Auswahl des Folgeverbundstanzens verschiedene Faktoren umfassend berücksichtigt werden, um in der Praxis die besten Ergebnisse zu erzielen.
Verzichtserklärung
Der Inhalt dieser Seite dient nur als Referenz.LSgibt keine ausdrückliche oder stillschweigende Zusicherung oder Gewährleistung hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen ab. Es sollten keine Leistungsparameter, geometrischen Toleranzen, spezifischen Designmerkmale, Materialqualität und -art oder Verarbeitung darauf abgeleitet werden, was ein Drittanbieter oder Hersteller über das Longsheng-Netzwerk liefern wird. Es liegt in der Verantwortung des KäufersSuche nach einem Angebot für Teileum die spezifischen Anforderungen für diese Teile zu ermitteln.Bittekontaktieren Sie unsfür mehrInfOrmation.
LS Team
Dieser Artikel wurde von mehreren LS-Mitwirkenden geschrieben. LS ist ein führender Rohstoff im verarbeitenden Gewerbe mitCNC-Bearbeitung,Blechbearbeitung,3D-Druck,Spritzgießen,Stanzen von Metallund vieles mehr.


