
Metal stamping design is central to precision OEM parts manufacturing, directly determining accuracy and cost. OEM manufacturers often face issues such as dimensional deviations and short mold lifespans. Many older design solutions, as discussed in previous articles on key design and engineering considerations, are no longer sufficient to meet current precision requirements down to 0.01mm. Over-reliance on post-processing calibration rather than early-stage engineering optimization is the root cause of uncontrolled costs.
LS Manufacturing, leveraging precision metal stamping engineering technology, offers scalable solutions superior to laser cutting services. Early-stage optimization can reduce costs by 30%+ and control scrap rates to ≤0.5%.
Quick Overview Of Core Answers In Metal Stamping
| Core Problems | Solutions | Customer Benefits | Key Technologies |
| High Costs | DFM Review + Scientific Layout | Material Loss Reduced by 30%+ | Metal Stamping Design |
| Substandard Dimensional Accuracy | Finite Element Analysis + 3D Compensation | Tolerance Control ±0.02mm | Precision Metal Stamping Engineering |
| High Mass Production Scrap Rate | Mold Sensor Integration Monitoring | Scrap Rate ≤0.2% | OEM Metal Stamping Service |
| Short Mold Life | Mold Material Optimization + Surface Treatment | Mold Life Increased by 5x | Stamping Design Optimization |
Here they turn their focus to the overall metal stamping process from turning the raw blank into finished part, identifying the main pain points and solutions at each stage. Joined by real case studies and information, it's helpful for OEM customers to learn the best road to cut costs, save time, and guarantee quality, mastering the core value of precision metal stamping.
Why Trust LS Manufacturing's OEM Metal Stamping Services? Experience In Precision Manufacturing
The selection of an integrated efficient metal stamping partner is vital for an OEM competitorexperiences, machinery and credentials are the essential elements. LS Manufacturing has specialized in high-precision metal stamping for 18 years, has engaged with over 500 global high end OEM customers, successfully provided over 10,000 customized products, has 92% core partial repurchase rate. We conformed to ISO 9001:2015 to make sure every product can reach international precision standards.
As concerns over dimensional accuracy and cost control, we have quantified evidence. For OEM metal stamping services for automotive electronics applications, we improved material utilization from 62% to 83%, saved $32 in unit cost, and over a million dollars in cost annually through stamping design optimization. For medical OEM applications, we achieved flatness of 0.03 mm and a scrap rate of 0.15%, and are ISO 13485 certified.
Our strongest point is that we are involved right from the beginning of metal stamping design, avoiding the risk involved in mass manufacturing. Pro stamping engineering is experienced in running fragile and difficult-to- machine materials (high-strength steel, titanium alloys, etc.), within ISO 14644-1 Class 8 clean room requirements, ensuring product consistency.
We offer flexible solutions from small-batch prototypes to large-scale mass production, balancing urgent needs with long-term cost optimization. If you are struggling with cost, precision, or mass production issues for precision OEM parts, contact our technical engineers for a free DFM assessment and unlock customized metal stamping solutions.

Why Is DFM Review In Metal Stamping Design Key To Controlling Part Cost?
DFM review in metal stamping design stage is most critical to cost control. Small change in the early design stage could be doubled or tripled in mass production, which only waste materials and increase scrap rate. Too many OEM manufacturers falling into cost control spirals for ignoring this step.
FLD Analysis: Preventing Forming Risks in Advance
Employ professional for FLD analysis to forecast the risk for material thinning and breakage in stamping, improve the metal stamping design and change the defect before mold opened, eliminate rework. Only for high strength steel stamping, the breakage's scrap rate will be cut down by 80%.
Scientific Layout Design: Reducing Material Waste
Layout design affects on how to used material. The layout design of our optimized metal stamping design compared to traditional laser cutting service could save over 30% of waste material in mass production. Coupled with the data in the table, minimizing the scrap cost to maximum extent.
| Process Type | Material Utilization | Material Cost per Unit (USD) | Annual Waste Cost (1 million units) |
| Traditional Laser Cutting Service | 65% | 2.8 | 980,000 |
| Optimized Metal Stamping Design Layout | 82% | 2.1 | 210,000 |
| Industry Average Stamping Layout | 73% | 2.5 | 625,000 |
| LS Manufacturing Optimized Layout | 85% | 2.0 | 150,000 |
Preliminary data shows that our scientific scheme of operation alone can improve material utilization from 65% to 85%, lower the volume per unit of cost of material from US$0.8, and reduce annual cost of US$730,000 for the productivity of 1 million units.
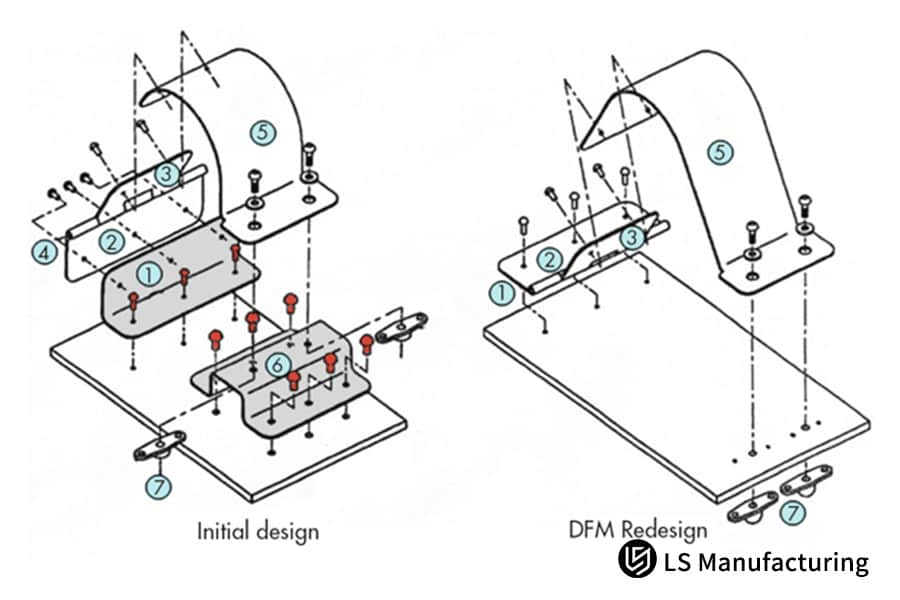
Figure 1: 3D model comparing a stamped part before and after DFM optimization.
How To Use Finite Element Analysis To Solve Springback Accuracy In Precision Metal Stamping Engineering?
Materials that are not easy to machine, e.g. titanium alloys or hard aluminum alloys, tend to springback during precision metal stamping engineering thus resulting in insuitable dimensional accuracy. This is not ideal when parts need to be post processed for correction.
Three-dimensional compensation technology (Overbend): Combating material springback
Three-dimensional compensation technology is utilized to predict the springback in advance and reverse compensation is implemented during the design process of the mould, which solves the problem of collapse fundamentally.
Different compensation parameters are defined according to the materials, which are:
- Specified high-strength aluminum alloy (6061-T6): R/t=1.5 when, the correction value is 0.8-1.2, so the angle after the springback deviation is 0.1°.
- Titanium alloy: Ti-6AL-4V. The bending radius R/t of R/t=2.0, the compensation amount of is 1.5 degrees-2.0 degrees, dimensional control R within 0.02mm.
Multi-Station Progressive Die: Enhancing Precision and Stability
Multi station progressive die is a type of high-precision stamping tool. It can carry out several processes per stroke minimizing handling factors and providing tight tolerance control of 0.02mm. Compared to laser cutting service, this process does not cause the heat-affected zone minimizing microstructure instability of the material and is thus ideal for manufacturing high-end precision parts.
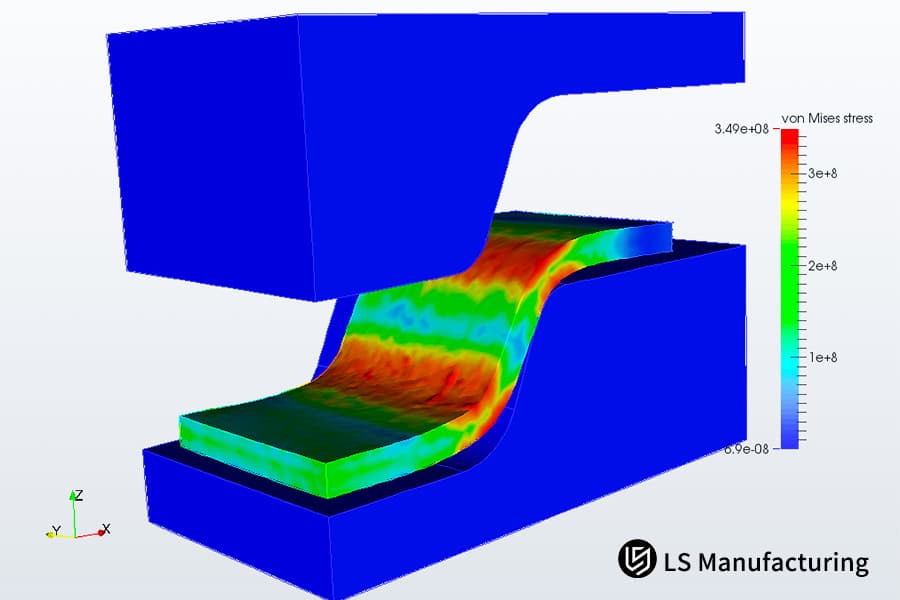
Figure 2: 3D FEA simulation showing stress distribution on a part during stamping.
How Can OEM Metal Stamping Service Achieve Zero-Defect Mass Production With Mold Sensors?
Zero-defect mass production is essential for high-end OEM customers. Traditional manual sampling can't provide fast response or high miss rate, so that it can't adapt for 500SPM high speed stamping.High quality OEM metal stamping service will integrate mold sensors to achieve real-time monitoring and prevent defect leakage.
Industry 4.0 Real-Time Monitoring System: Precisely Detecting Anomalies
Pressure and displacement sensors are installed in the continuous die to help enable real-time monitoring of the closing height and pressure curve of 500SPM high speed stamping. First abnormalities are caught, then an alarm occurs to shut down the machine, thus avoiding batch defects. Please, refer to the table for detailed comparative data.
| Monitoring Method | Missed Inspection Rate | Response Time | Daily Monitoring Cost (USD) | Applicable Stamping Speed |
| Manual Sampling Inspection (50 pieces per hour) | 8.3% | ≥10 minutes | 120 | ≤200 SPM |
| Automated Sensor Monitoring | 0.05% | ≤0.1 seconds | 45 | ≤600 SPM |
Flexible Adaptation: Quality Balance Between Small and Large Batch Production
For small-batch prototyping, laser cutting service for trimming has been adopted to cut down on the investment in mold, while mass production in large-batches is made to have such features as product compliance and zero-defects mass production by way of sensor monitoring and the established quality control system.
Automated monitoring can reduce the missed inspection rate, save labor costs, and ensure mass production consistency. For information on how your product can be adapted to a sensor monitoring solution, please contact us for free technical consultation and customized quality control solutions.
How Do Stamping Engineering Service Balance Lubrication & Surface Roughness In Deep Drawing?
Deep drawing is the main manufacturing process of complex precision component. In stamping engineering service, we should find the best balance between lubrication ability and surface roughness. Poor lubrication will cause damage easily, the over lubricate will influence next process and cost more.
Deep Drawing Process Parameters: Controlling Sidewall Thinning Rate
- The deep drawing ratio coefficient (m value) is calculated using the formula m = D/d (where D is the blank diameter and d is the diameter of the drawn part). The parameter serves as the main factor which determines how difficult drawing work will be.
- The drawing process becomes more difficult when the m value decreases because this leads to increased sidewall thinning. The needs of material properties which should be set for this purpose should be maintained within the range of 0.55 to 0.75.
- The m value needs to be adjusted for different materials: the m value for high-strength steel is controlled between 0.65 and 0.75, while the m value for ordinary carbon steel can be as low as 0.55 to 0.65.
- The process uses multiple stretching passes to decrease the m-value while maintaining sidewall thinning at 8% to avoid part breakage.
Environmentally Friendly Extreme Pressure Lubricant: Balancing Lubrication and Surface Quality
We select suitable environmentally friendly extreme pressure lubricants based on the part's coating requirements, balancing lubrication effectiveness and surface quality. The part achieves a Ra value which stays below 0.8 thus creating smoother stamped edges which laser cutting service produces, this leads to a 30% decrease in grinding time and delivery time.
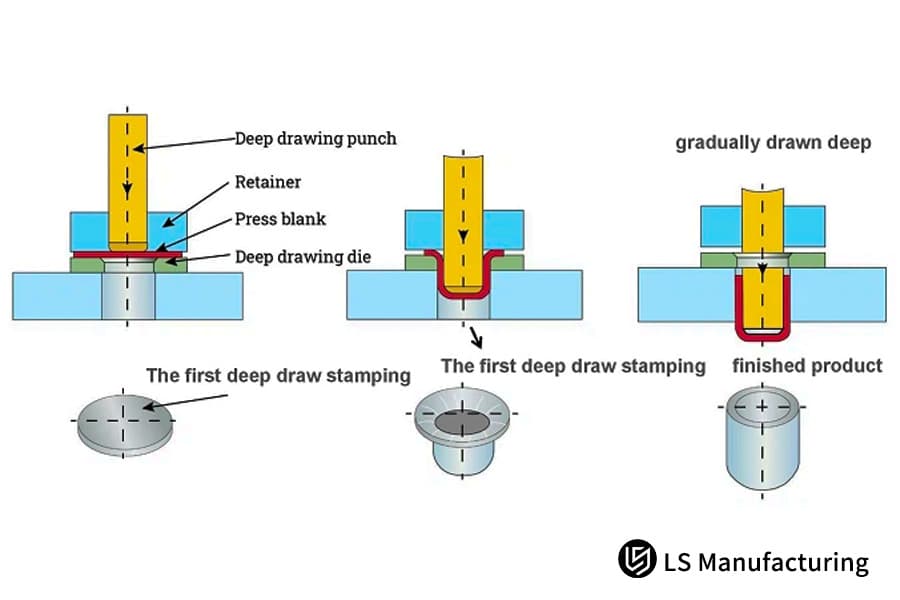
Figure 3: Diagram showing the deep-drawing stamping process steps to form a cylindrical part.
Why Must Stamping Design Optimization Consider Mold Material & Heat Treatment Impact?
Stamping design optimization in the beginning stages should take into serious consideration part design, mold materials and heat treatment processes. Moreover, the lifespan of a mold will have a huge influence on part cost and quality. A great number of OEMs contribute to higher unit costs by ignoring optimization of mold.
Mold Material Selection: Adapting to Different Stamping Needs
- DC53 Mold Steel: It provides high-strength steel stamping capability through its HRC62-64 hardness rating which enables excellent protection against wear and impacts.
- SKD11 Die Steel: The material provides an economical solution to stainless steel stamping problems by preventing material stripping and burring during the stamping process.
- Carbide Die Steel: The material enables high-precision stamping work through its three-to-five-times longer lifespan compared to standard die steel.
By matching the die steel to the hardness of the stamping material and the stamping speed, the die lifespan together with the part accuracy experience substantial enhancements.
Exclusive Surface Treatment Technology: Extending Die Life
We possess exclusive die surface treatment technologies such as PVD coating and TD treatment, which solve the material stripping and burring issues common in stainless steel stamping while increasing the time between required die maintenance. The table presents quantitative data that shows optimization results before and after the process.
| Mold Type | Surface Treatment | Maintenance Cycle (Punches) | Unit Mold Amortized Cost (USD) |
| Standard Mold (SKD11) | No Surface Treatment | 200,000 cycles | 0.35 |
| Optimized Mold (SKD11) | PVD Coating | 1,000,000 cycles | 0.08 |
| Standard Mold (DC53) | No Surface Treatment | 300,000 cycles | 0.28 |
| Optimized Mold (DC53) | TD Treatment | 1,200,000 cycles | 0.07 |
In the data, we can see that the mold maintenance cycle increase from 200,000 to above 1,000,000 cycles after optimization, the unit mold amortized cost drop down to 77%. Selecting a R D active supplier is necessary to reduce parts production cost fundamentally.
Mold optimization can reduce maintenance costs and unit costs, and improve mass production stability. For a free calculation of mold optimization cost savings, please contact us for a customized stamping design optimization solution.
How To Evaluate Process Layout In Precision OEM Stamping Service For Continuous Dies?
The efficiency of stamping operations together with their accuracy depends on how multi-feature integrated progressive dies with 30 or more stations operate while this aspect serves as the primary standard to assess precision OEM stamping service. The implementation of proper layout designs results in substantial operational enhancements which simultaneously decrease expenditures.
Strip Layout Strategy: Achieving High-Efficiency Integration
- Initial Planning: The part specifications which require multiple holes and bends need to establish their respective punching and flanging and tapping and riveting sequence.
- Station Layout: The progressive die system will operate through 32 processes after the team developed a layout which achieves optimal station distances while minimizing handling mistakes.
- Precision Control: The system requires locating pins at every station to maintain process link accuracy which prevents multiple hole misalignment and bending angle deviations.
- Efficiency Improvement: The "one-piece-one-out" integrated mode enables all processes to finish through a single operation which results in major reductions of processing duration.
Efficiency Comparison: Stamping vs. Laser Cutting Service
The stamping process provides output which surpasses laser cutting service output by more than 15 times every hour. The multi-hole precision stent example demonstrates that laser processing achieves a daily output of 800 pieces which costs $12 each while our continuous stamping process produces 12,000 pieces daily at a cost of $5.8 each which results in greater return on investment.

Figure 4: Stamping machine with multiple heads processing a metal strip in a continuous-die setup.
LS Manufacturing Manufacturing Case: High Difficulty Customization Of Medical Grade 316L Stainless Steel Precision Shielding Cover
Demanding precision shields of medical grade 316L stainless steel cover the global medical device manufacture by a tailored metal stamping solution to mass production. Such medical grade stainless steel 316L stainless steel precision shields demand extremely tight tolerances and surface quality, and issues with cracking and poor flatness can arise.
Customer Challenges
Manufacturer of a well known medical device was testing new development of a pacemaker shielding cover when they encountered a 15% radius crack rate and a flatness of <0.05mm. Conventional laser cutting service to produce the component failed inspection due to thermal distortion.
LS Manufacturing Solutions
- Mold Material Optimization: The combination of DC53 mold steel and PVD coating provides a mold lifespan that exceeds 1 million operational cycles.
- Sensor Integration: The installation of pressure and displacement sensors within continuous dies allows for the continuous tracking of unusual developments throughout the stamping operation.
- Prototype Verification: The Laser cutting service enables quick prototype development which takes only two weeks to complete prototype testing and process optimization.
- Precision Control: The system achieves flatness control at 0.05mm through the combination of a hydraulic elastic edge clamping system and a servo press.
Results and Value
The company achieved a scrap rate below 0.2% while reducing processing costs for single pieces by 45% which enabled them to successfully complete the ISO 13485 audit. The client established a three-year agreement for product delivery.
For detailed technical parameters of this case study, please contact us to obtain a case manual. Submitting 3D drawings entitles you to a free DFM assessment. We can provide customized solutions for various high-difficulty medical-grade precision parts.

How Does Design For Stamping Manufacturing Accelerate Prototype To Mass Production?
The technology original equipment manufacturer sector uses time to market as the main factor which determines its competitive ability. The "Design for Stamping Manufacturing" concept enables a rapid leap from prototype to mass production which reduces research and development time while helping businesses to capture market opportunities.
Rapid Tooling: Achieving a Smooth Transition from Prototype to Mass Production
- Timing of Intervention: The "Design for Stamping Manufacturing" expert team begins its work at the concept drawing stage which provides complete design support for manufacturing.
- Parallel Tooling Design: The design process for both rapid tooling and mass production tooling occurs simultaneously which prevents the need for further changes after testing confirms their effectiveness.
- First Sample Verification: The company uses its Laser Cutting service to create quick samples which allow them to check design correctness and execute necessary design changes.
- Parameter Debugging: The system performs debugging of process parameters which enables swift transition to full-scale production.
Concurrent Engineering Mode: Improving R&D Efficiency
Our organization implements simultaneous engineering because it enables us to conduct first sample verification and tooling design work together with process debugging activities which results in a 40% reduction of product development time and enables customers to enter markets sooner.
FAQs
Q1: Do you provide a mold flow analysis service for your metal stampings?
Yes, We supply a full CAE simulation analysis report prior to the normal mold opening to predict in advance the risk of material thinning and cracking and to optimize the first metal stamping design and avoid rework at a later stage.
Q2: How has the Quality of Material maintained throughout different batches of Precision Metal Stamping Engineering?
Within we carry out strict incoming material hardness and grain size testing, sampling test on each batch of material, we optimize the pressure parameters of the servo press on-line in response to the actual yield strength of the batch.
Q3: Is there any minimum order quantity limitation for your OEM metal stamping?
We do not have strict minimum order quantity requirements, but can provide flexible solutions ranging from pilot tests of thousands of pieces to mass production of millions of pieces. Small batch parts can be matched with laser cutting services to help customers save mold costs. Upload drawings to obtain quotes and enjoy customized services.
Q4. How does the Stamping Engineering service control part weight?
Utilizing for parts a steel with high yield strength, through the implementation of locally enhanced ribs, we obtain a weight saving of more than 15% while keeping the strength of the part.This leads also to reduction of material and transportation costs (product competitiveness.
Q5: Is the stamping design optimization offered through the LS manufacturing process capable of forming complex geometries?
Yes, we are very good at multi-stage deep drawing and complicated side-punching structure, because more of integrated working need in normal manufacturing.Integrated forming can be realized by mold designing optimization.
Q6.What is the common mold life span of Precision OEM stamping service?
Our standard carbide molds are capable of running for 5 to 10 million stamping cycles before a re polish is necessary, depending upon the material.We also provide the full lifecycle maintenance of the carbide molds, which increases the time between replacement costs.
Q7: How are edge burrs on parts handled by Custom metal stamping design service?
As strictly control the mold clearance (generally 5%~10% of the width of the plate), through micron level of grinding, the ratio of satin stripe of stamping parts is more than 60%, and solves the problem of edge burr, resulting in the shorter subsequent grinding.
Q8: How does stamping, as opposed to laser cutting service, respond to accuracy and stability?
Stamping is a physical cold forming process that removes the heat affected zone (HAZ) caused by laser processing.This avoids alterations to the metallographic structure, which consequently, exhibit more stable geometrical tolerances and metallographic structure and better precision consistency.
Summary
Precision metal stamping is primarily a combination of general design optimization associated with stamping combined with a multidisciplinary approach. Precision metal stamping focuses on cost reduction, efficiency and quality improvement for OEM customers.
Are you ready to optimize your precision OEM parts? Whether you are in the prototype development stage of a new product or looking for a production solution that can reduce costs and increase efficiency, LS Manufacturing's team of technical experts is ready.
- Click here: [Upload your 3D drawings for free DFM evaluation]
- Contact us: Call our technical hotline to obtain a custom metal stamping design service quotation.
- Comparative advantage: Request our 'Stamping vs Laser Cutting Service: Economic Analysis Report on Large Scale Production'.
📞Tel: +86 185 6675 9667
📧Email: [email protected]
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


