In the past, manufacturing complex parts was inefficient and costly. Manufacturers either repeatedly change tools on one press or use multiple presses, each performing a single action to produce a part. This results in long loading times and high labor costs. WithProgressive The Stamping, manufacturers can eliminate all of this hassle and produce better quality parts faster and more cost-effectively.
In the following articles, we will comprehensively analyze this advanced metal forming process from the basic working principles, characteristics, application requirements and practical cases of progressive die stamping. It is hoped that through the introduction of this article, readers can have a deeperunderstanding of progressive die stampingand provide a useful reference for applications in actual production.
What is Progressive Die Stamping?
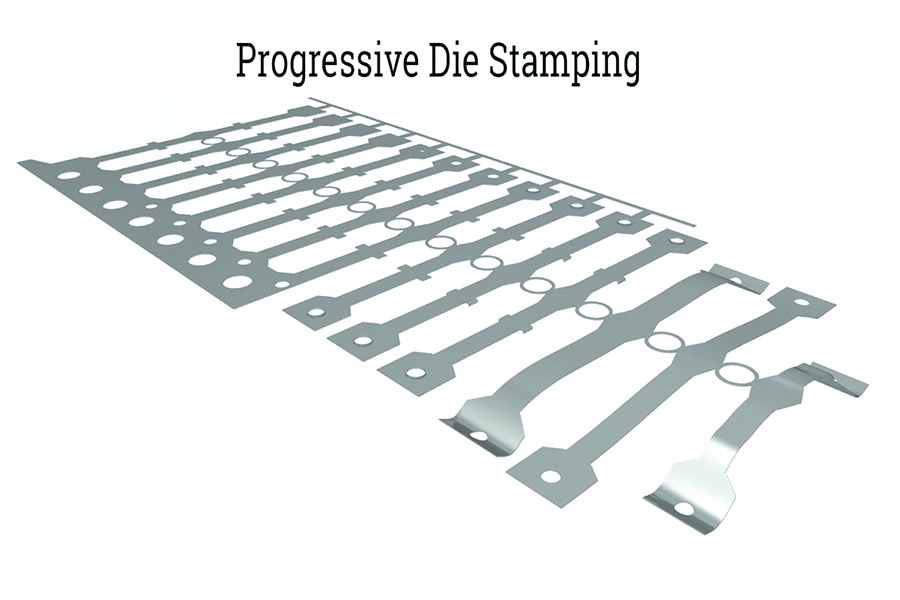
Progressive die stamping, as the name suggests, uses a complex mold structure to achieve multiple,multi-step stamping processingof metal sheets in a continuous process flow. This technology breaks the limitations of traditional single-station stamping, integrates multiple processes into one mold, and realizes continuous operations from material feeding, preliminary blanking, complex bending, stretch forming to final cutting. Every step of the operation is closely connected, like a precision automated machine, gradually transforming metal sheets into finished parts that meet the design requirements.
How Does progressive die stamping work?
The basic workingprinciple of progressive die stampingis to feed the material to be processed (usually a long sheet) into a reciprocating punch with a progressive die. The entire stamping process can be divided into the following steps:
- Feeding:Under the control of the automatic feeding mechanism, the material to be processed advances one by one according to the set step distance. The accuracy of feeding is crucial to the accuracy of the final product.
- Stamping:When the press of the punch press moves downward, the die is closed and the material to be processed is stamped. Each station is equipped with one or several basic stamping processes, such as punching, blanking, bending, trimming, drawing, etc.
- Shift:When the press of the punch press moves upward, the mold is opened, and the material to be processed moves horizontally one step along the next station to prepare for the next process.
- Continuous processing:The above feeding, punching and shifting steps are carried out continuously on multiple stations until all scheduled processes are completed, and a complete stamped workpiece is finally obtained.
- Separation:At the final station, the newly manufactured part is separated from the rest of the material, completing the entire stamping process.
What are the advantages and disadvantages of progressive die stamping?
As an efficient metal forming technology,progressive die stamping has wide applicationsin the manufacturing industry. The following are the mainadvantages and disadvantages of progressive die stamping:
Advantages
Progressive die stamping has several advantages over other stamping methods, such as four-slide or multi-slide machines.
- Less time to set up:Progressive die stamping takes 38% less time to set up than multi-slide stamping. This allows producers to generate smaller lot sizes and make manufacturing scheduling more flexible to produce what the client wants when they need it. It also reduces the labor involved in the production of parts.
- Repeatability:The machines provide excellent repeatability with tight tolerances. They can generate large quantities of parts without compromising quality.
- High accuracy:Because each station performs a different operation, progressive die stamping is highly efficient and can be used to produce large quantities of parts with a high degree of accuracy.
- Generic Tooling:Because of the simple nature of the forming process, using only vertical pressure, it is possible to move tooling from one supplier to another without the need for a major retrofit. Generally if a press machine of the same tonnage and bed size is available a tool build to run on that bed size and tonnage will be able to run in a different press.
Disadvantages
While there are many advantages to using progressive die stamping for sheet metal fabrication, there are also some drawbacks to consider:
- Expense:One of the biggest disadvantages is the high initial investment cost. Die sets for progressive die stamping can be very costly, and businesses need to be sure that they can generate enough work to justify the expense.
- Limited operations:Progressive die stamping can only be used for certain projects. Some part features may not be possible to produce inside a progressive die.
- Continuity:Finally, progressive die stamping can be very complex and time-consuming (especially since setups have to be configured or reconfigured for each project). This makes it hard to switch between projects quickly.
- More waste:Progressive die stamping produces waste. Due to the fact that the part must be carried on the strip throughout the entire process there is inherent waste caused by the material needed to keep the part on the strip until the very last step. Although the waste material can be recycled, when working with material such as copper or brass this process can be less cost effective.
Progressive vs. Single punch vs. Compound vs. Transfer die
1.What is a single punch mold?
ASingle Punch Dieis composed of a concave die and a punch die or multiple concave dies and multiple punch dies. Since its structure and function are designed and manufactured for a specific process, each punch die only completes one punching hole or one type. Shape forming cannot be applied to other processes. Usually used for small-scale or medium-scale production, especially suitable for occasions where the punching position or shape needs to be changed frequently. It can be flexibly adjusted and replaced during the production process, and the manufacturing cost is low. It is suitable for small batch metal stamping production with relatively simple processes.
2.What is a composite mold?
Thecomposite moldis a stamping mold that completes the inner hole and outer shape processes at the same station of the mold (multiple stamping processes can be performed simultaneously in one stroke). Multiple processes can be completed in one stamping operation, including multiple punching or reshaping operations. The multi-process design combines theadvantages of single punch diesand progressive dies to a certain extent.
3.What is a transfer mold?
Transfer die stampingis similar to progressive die, but parts are transferred from one station to another via a mechanical transfer system. Mainly used where parts must be removed from the strip to allow operations to be performed in a free state. A transfer mold can be a single mold or multiple molds or machines arranged in a row to form a production line. Typically used to produce more complex parts, where each workstation can perform different operations such as punching, bending, stretching, etc.
|
Features |
Single-Station Die |
Progressive Die |
Compound Die |
Transfer The |
|
Working Principle |
Completes a single punching or forming process |
Different stations complete multiple stamping processes at the same time |
Completes multiple processes in one stroke |
Detached strip moving stamping |
|
Applicable Production Scale |
Small-batch production, frequent changes in punching positions or shapes |
Large-scale production, increased production efficiency |
Medium-batch production, provides some flexibility |
Medium-batch production, provides some flexibility |
|
Complexity and Flexibility |
Simple, relatively low flexibility |
Complex, moderate flexibility |
Moderate |
Have some flexibility |
|
Production Efficiency |
Slower |
High efficiency |
Between Single-Station and Progressive Dies |
Between Single-Station and Progressive Dies |
|
Design and Manufacturing Complexity |
Relatively simple |
Complex, higher manufacturing and maintenance costs |
Moderate, relatively easy to design and manufacture |
Moderate, needs to consider the design and manufacturing of moving parts |
|
Material Utilization |
Relatively low |
Higher, reduces waste production |
High and relatively environmentally friendly |
Higher, material utilization can be improved by completing multiple processes in one stroke |
|
Automation Level |
Low |
Highly automated |
Some level of automation |
Higher, can improve production efficiency by automatically controlling moving parts |
What are the applications of progressive die stamping?
Progressive die stamping is a type of stamping processing and is widely used in the production and processing of automated and large-volume stamping parts. Here are some specific application areas and examples:
- Aerospace:In the aerospace sector,progressive die stamping is used to produce a variety of precision spacecraft parts. These components require high precision and reliability to ensure the performance and safety of the spacecraft.
Electronic products: Metal shells, connectors and other components commonly found in electronic products are often produced by progressive die stamping. This production method can ensure the precision and consistency of the components, and improve the quality and competitiveness of the product. - Automotive industry:The automotive industry is one of the important application areas for progressive die stamping. From the panels of the car body to the metal structural parts inside, many parts are produced by progressive die stamping. This production method can significantly improve production efficiency, reduce production costs, and ensure the accuracy and reliability of parts.
- Medical devices:In the field of medical devices,progressive die stamping is used to produce a variety of precision medical device parts. These components require high precision and cleanliness to ensure the performance and safety of medical devices.
- Agriculture:Agricultural machinery and equipment also require a large number of metal parts, which can also be produced by progressive die stamping. This production method ensures the accuracy and consistency of parts and components, and improves the performance and reliability of agricultural machinery.

FAQs
1.What is a progressive die?
Progressive, also known as multi-station progressive die, continuous die or skip die, is a complex stamping die. It is divided into a number of equidistant stations in a mold according to the workpiece being processed, and one or several basicstamping processesare set up on each station to complete the processing of a certain part of the stamped workpiece.
2.What is the basic process of progressive die stamping?
Thebasic process of progressive die stampingincludes the following steps: ① Material preparation: The material to be processed is processed into strips of a certain width in advance. When the material is thicker and the production batch is small, it can be cut into strips; when the production batch is large, roll material is chosen because the roll material can be automatically fed and collected. ②Feeding: The strip is fed one step at a time through a certain feeding method. Feeding methods include manual feeding (suitable for small batch production), automatic feeder feeding (suitable for roll materials), and setting up a homemade feeding device on the mold (commonly used by wedges and small sliders, rarely used).③ Stamping processing: In one stroke of the punch machine, the strip undergoes different stamping processes at each station, such as punching, bending, drawing, forming, etc. Each station completes different processing in sequence, and finally obtains a complete stamping workpiece. ④Finished product output: After punching at all stations, the finished product is output from the mold and can be processed for subsequent processing or quality inspection.
3.Under what circumstances is it suitable to use progressive die?
Situations suitable for using progressive moldsinclude: Part output and batch size are large enough: Progressive molds are suitable for large-scale production and can significantly improve production efficiency and reduce costs. Parts with complex shapes: For parts with complex shapes that are difficult to position after punching, it is most ideal to use a multi-station continuous mold. Requires high precision: Although the material utilization rate of the progressive die is relatively low, the accuracy of its finished products is relatively high, making it suitable for parts with higher precision requirements.
4.What are the material requirements for progressive die stamping?
The material requirements for progressive die stampinginclude: Stable mechanical properties: The mechanical properties of stamping materials must be relatively stable, because intermediate annealing cannot be performed during the continuous die stamping process, which makes it difficult to increase lubrication during processing. Strict dimensional requirements: There are high requirements on the width and thickness tolerance of the strip used, as well as the straightness of the edge, because they will directly affect the punching effect and the feeding of the strip. Suitable material shape: The materials of the progressive die are all long strips, and the width cannot be too large or too small, otherwise the positioning and feeding effects will be affected.
Summary
Progressive die stamping is an efficient, high-precision, and easy-to-automate stamping processing method. Through a series of orderly related work stations, multiple different stamping processes are completed in one stroke of the punch press. The progressive die can produce complex stamping parts, greatly improving production efficiency and material utilization. However, progressive die stamping also places higher requirements on materials, equipment, design and maintenance. Therefore, when selecting progressive die stamping, various factors need to be considered comprehensively to ensure the best results in practical applications.
Disclaimer
The content on this page is for reference only.LSdoes not make any express or implied representation or warranty as to the accuracy, completeness or validity of the information. No performance parameters, geometric tolerances, specific design features, material quality and type or workmanship should be inferred as to what a third party supplier or manufacturer will deliver through the Longsheng Network. It is the responsibility of the buyerseeking a quote for partsto determine the specific requirements for those parts.Pleasecontact usfor moreinformation.
LS Team
This article was written by multiple LS contributors. LS is a leading resource in the manufacturing sector, withCNC machining,sheet metal fabrication,3D printing,injection molding,metal stamping, and more.

