

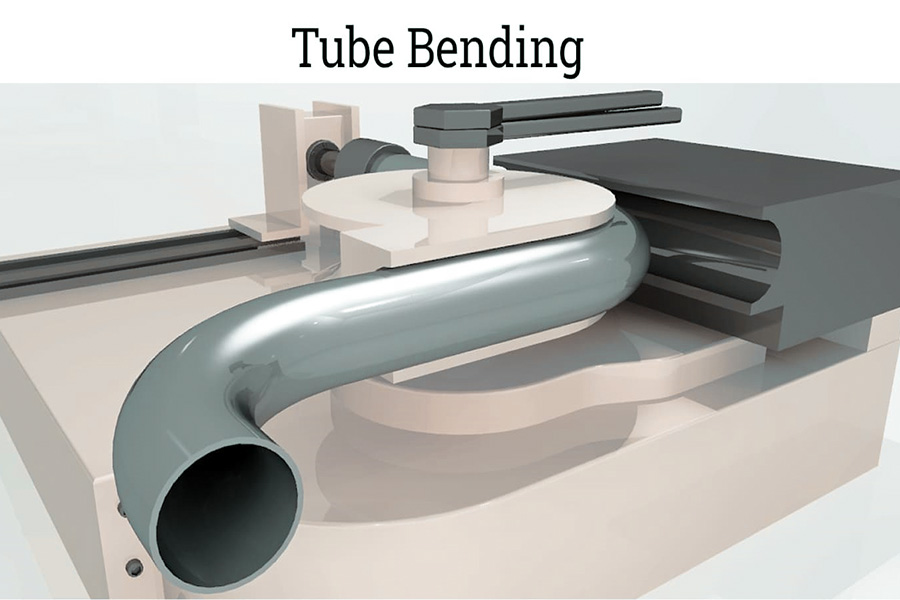
No sistema de precisão da fabricação moderna, A tecnologia de flexão de tubos é como um link entre imaginação e realidade . O sistema de exaustão ruindo de carros, os quadros de móveis firmemente suportados, as imponentes estruturas de construção e até as redes de oleodutos industriais cruzadas são todas inseparáveis do artesanato cuidadoso desse processo -chave. O design preciso da flexão não é apenas uma linha de defesa sólida para a qualidade do produto, mas também uma chave importante para abrir o canal para melhorar a eficiência da produção e alcançar a otimização de custos. Este artigo analisará profundamente as habilidades práticas do design de flexão de tubos e fornecerá aos engenheiros e designers um guia profissional para otimizar o design do produto.
o que causa o springback na flexão do tubo?
Springback após a flexão do tubo é um problema comum na indústria de fabricação , afetando a precisão dimensional e o desempenho da montagem. Uma profunda compreensão das causas do Springback e a tomada de medidas de controle científico pode melhorar significativamente a qualidade da moldagem. A seguir, é uma análise e solução detalhadas:
1. A causa central do Springback
(1) Recuperação de deformação elástica do material
① Lei de Hooke: quando curvando , o material passa por deformação elástica + plástico ao mesmo tempo, e a parte elástica se recupera após a descarga de parâmetros que influenciam
② Chave:
- Quanto maior o módulo elástico (e), maior o springback (por exemplo,
- Materiais com baixa resistência ao escoamento (σs) são mais propensos a deformação plástica
(2) liberação de estresse residual
① Distribuição de estresse desigual durante a flexão:
- Estresse de tração no exterior e estresse compressivo por dentro
- O reequilíbrio do estresse após a descarga leva a moldar Springback
② Caso típico:
- O ângulo de springback de 304 tubos de aço inoxidável após a flexão pode atingir 3 ° -5 ° (dados reais de GB/T 12777)
(3) Parâmetros de processo inadequados
① Bending Radius é muito pequeno :
- Quando r <2d, a deformação plástica é insuficiente e a taxa de springback aumenta em 30%+ (limiar de aviso ASME B16.49)
② Velocidade excessiva de formação:
- Quando a velocidade da imprensa hidráulica é> 5mm/s, a fluidez do material é fraca e o estresse está concentrado
2. Tecnologias-chave para controle de rebote
Método de compensação de curvas
(1) 6061-T6 Tubo de liga de alumínio:
- ângulo de pré-dobra = ângulo de destino 2 ° (ASTM B241 medido ideal)
- Tubos de paredes finas (t <2mm) requerem 0,5 ° adicionais
(2) Q235 Tubo de aço carbono:
- Ajuste da compensação de acordo com a relação diâmetro-espessura (d/t) (d/t> 1,5 ° em 20)
Tratamento térmico de alívio do estresse
(1) Otimização do tempo de temperatura:
- Redução de 82% na taxa de recuperação devido ao recozimento × 1h a 300 ° C (SAE AMS 2750 Standard)
- 500 ° C × 2H para ligas de titânio (especificação de tratamento térmico MIL-H-81200)
(2) Tecnologia de aquecimento local:
- Aquecimento preciso da zona de flexão pela bobina de indução (precisão do controle da temperatura ± 10 ° C)
Fortalecimento do sistema de molde
(1) Controle de pressão hidráulica:
- Redução de 15% no Springback em ≥45MPa (padrão de pressão ISO 12165)
- A precisão do controle de circuito fechado do motor servo ± 0,1MPA
(2) Nova estrutura de molde:
- Molde composto com bloco de almofada elástica (design patenteado para compensação de rebote)
- flexão progressiva de vários rolos (processo especial para condutos de aviação)
3. Comparação de dados de aplicativos do setor
4. Recomendações de solução final
① Prioridade de simulação numérica:
- Use AutoForm/Dynaform para prever Springback, erro <0,5 °
② Sistema de compensação inteligente:
- Digitalização a laser Feedback em tempo real + correção automática de robô (configuração da linha de produção da indústria 4.0)
Como os tubos de parede fina evitam o colapso?
tubos de paredes finas (espessura da parede/relação de diâmetro <0,05) são propensas a colapso, rugas e outros defeitos quando dobrados. ls System combs as estratégias anti-colapso eficazes comprovadas do setor , cobrindo a seleção de hastes, controle de processos e tecnologias inovadoras de suporte.
1. Mandrel System Optimization Solution
(1) correspondência precisa do mandril elástico
① Fórmula de cálculo de diâmetro:
- Diâmetro do mandril de poliuretano = diâmetro do tubo × 0,92 (valor ideal da patente CN113634765A)
- O mandril de silicone é adequado para tubos finos com d <10mm (dureza em terra 70a é a melhor)
② Design de combinação de vários estágios:
- Seção frontal Guia de carboneto Cabeça (HRC55)
- Módulo Anti-Wrinkle da seção do meio
- Dispositivo de compensação da pressão do ar da seção da cauda (0,2-0,5mpa)
(2) Tratamento especial de Metal Mandrel
① 304 Mandrel de aço inoxidável :
- revestimento de teflon de superfície (coeficiente de atrito <0,1)
- Groove axial aberto (pressão lubrificante para o óleo ≥ 15bar)
2. Controle preciso dos parâmetros do processo
(1) Gerenciamento de velocidade e temperatura
① Especificação de velocidade de alimentação:
- Espessura da parede 1-2mm: ≤5mm/s
- Espessura da parede <1mm: ≤3mm/s (EN 10305-4 obrigatória)
② Aquecimento Assistido por flexão:
- liga de alumínio 200-250 ℃ (6061-t6)
- Aço inoxidável 850-900 ℃ (Proteção de argônio necessária)
(2) Melhoramento do sistema de molde
① Otimização de molde de criação de perfil:
- tolerância à cavidade ± 0,02 mm (padrão ISO 12164-2)
- Adicione o bloco de rolagem lateral (pressão anti-ruga ajustável)
3. Aplicação de tecnologias inovadoras de suporte
(1) Método de enchimento de meio sólido
① Características de pó de NaCl:
- Ponto de fusão 801 ℃ (adequado para tubos de liga de alta temperatura)
- 80-120 Tamanho da partícula de malha (fluidez ideal)
② Pontos de operação:
- Densidade de preenchimento ≥ 95%
- Dissolva -se em água quente após a flexão (processo ecológico)
(2) Suporte de liga de baixo ponto de fusão
① Fórmula de liga de madeira:
- BI50%/PB27%/SN13%/CD10%(ponto de fusão 70 ℃)
- Aplicável a tubos de liga de cobre-níquel
4. Estratégia de resposta de material especial
5. Método de verificação da qualidade
① Detecção de TC industrial:
- Resolução ≤ 10μm (padrão ASTM E1695)
- Análise de reconstrução 3D da taxa de redução da espessura da parede
② Teste de fluido:
- Teste de passabilidade do medidor de diâmetro (GB/T 26080)
- Teste de pressão do ar 1,5 vezes a pressão de trabalho

Qual é o ângulo máximo de curva para tubos sem costura vs soldados?
Existem diferenças significativas nos limites de flexão de diferentes processos de fabricação de tubos, e um entendimento correto dessas limitações é fundamental para a segurança dos projetos de pipeline. Os seguintes são especificações técnicas detalhadas compiladas de acordo com os padrões internacionais:
1. Especificação de limite de flexão do tubo de aço sem costura
(1) tubo de aço inoxidável geral
① ASTM A269 estipula padrão:
- ângulo máximo de flexão permitido: 180 ° (completamente dobrado)
- Restrição-chave: somente quando a relação diâmetro/espessura d/t ≥ 15 pode ser implementada
- Aplicação típica: Sistema de oleoduto limpo na indústria farmacêutica
② Requisitos especiais de condições de trabalho:
- 316L CIPE DE GRADE MÉDICO : a rugosidade da superfície interna AR após a flexão deve ser garantida como ≤ 0,8μm
- Ambiente de baixa temperatura (-196 ℃): O raio de flexão deve ser ≥ 8D (ASME B31.3 Requisitos suplementares)
(2) tubo sem costura para caldeiras de alta pressão
① ASME SA106 Especificação:
- ângulo máximo de flexão do tubo de aço carbono: 120 °
- Fórmula de compensação da espessura da parede: Para cada aumento de 10 ° no ângulo, a espessura da parede deve aumentar em 5%
2. Restrições de flexão de tubos de aço soldados
(1) tubo soldado de costura reta (erw)
① API 5L Requisitos padrão:
- Limite básico: 90 ° (grau de aço abaixo de x60)
- Especificações de tratamento de solda:
- 600 ℃ × 2h O recozimento é necessário antes de dobrar (para eliminar o estresse de soldagem)
- O eixo de flexão deve estar em um ângulo de 45 ° para a solda
② Disposições especiais para oleodutos e gasodutos:
- Tubos para ambientes ácidos: o ângulo máximo é reduzido para 60 °
- A taxa de deformação por flexão a frio é controlada para ≤3% (requisitos de anticorrosão NACE MR0175)
(2) tubos soldados em espiral
① Asme B36.10m Proibição:
- A flexão a frio superior a 45 ° é estritamente proibida
Requisitos de processo de flexão quente:
- Temperatura de aquecimento: 900 ± 20 ℃ (Material Q235)
- Os testes de soldagem UT são necessários simultaneamente
3. Análise comparativa de principais fatores de influência
4. Recomendações de prática de engenharia
(1) Seleção do processo de flexão do tubo
① cenários aplicáveis para flexão a frio:
- Tubo sem costura: d/t ≥ 15 e ângulo ≤ 180 °
- ERW tubo soldado: ângulo ≤ 90 ° após recozimento
② Situações onde a flexão quente deve ser usada:
- flexão do tubo soldado em espiral em qualquer ângulo
- Tubo de tubulação de alta qualidade (x70 e acima)
(2) Método de verificação da qualidade
① Pontos-chave dos testes não destrutivos:
- tubo sem costura: taxa de desbaste da espessura da parede externa no lado da flexão (≤ 15%)
- Tubo soldado: Teste de penetração na área de solda (PT)
② Teste de propriedade mecânica:
- Aumento da dureza após flexão ≤ 30HV (padrão ISO 6507)
- Desvio de redondeza ≤ 5% (requisito de GB/T 19830)
5. Informações adicionais sobre materiais especiais
Tubo de aço inoxidável duplex:
- Pipe sem costura 2205: Máximo 150 ° (tratamento de solução necessário)
- Tubo soldado 2507: limite 60 ° (Evite σ precipitação da fase)
- Gr.2 sem costura: Limite de flexão a frio 120 ° (AMS 4943)
- Gr.5 soldado: Proibida de flexão a frio (850 ℃ Formação quente necessária)
Por que o design do mandril afeta o acabamento da superfície?
(1) Distribuição desigual da tensão de contato
① Mandrel segmentado: a estrutura dobrada de 8 segmentos reduz a flutuação do estresse em 70%, a rugosidade da superfície AR < 3.2μm (ISO 1302 Standard)
② Controle de pressão: a pressão frontal é mantida em 25 mPA e a pressão traseira)
② Controle de pressão:
(2) Controle do coeficiente de atrito
(3) Gerenciamento de campo de temperatura
- Mandrel de resfriamento de nitrogênio líquido: controle de temperatura <150 ° C Quando dobra a liga de titânio para evitar a precipitação da fase α (AMS 4943)
- Sistema de aquecimento de indução: flutuação de temperatura ± 5 ° C para garantir o fluxo de material uniforme
Como evitar enrugamentos ao dobrar grandes diâmetros?
(1) Otimização do sistema de mandril
① Mandrel de suporte hidráulico: Quando o diâmetro é ≥200 mm, a pressão interna é mantida em 15-20MPa (en 10305-4)
② Multi-Ball: 5-Ball Design, Pacacamento = 1.5D (DiRESSE DIANTE (DIANTE (Diâmetro)
② Multi-Ball: 5-Ball, Pacacamento = 1.5d (Diâmetro (DiSiE é a Tube (DiS-DiBe) (DiS-Ball).
(2) Controle de parâmetros do processo
(3) fortalecimento do molde
- Conjunto de rolos de criação de perfil: 3 conjuntos de rolos auxiliares, gradiente de pressão aumentando (10/15/20MPA)
- Bloco de pressão lateral: impedir que a ovalidade de seção transversal exceda a tolerância (GB/T 19830 requer ≤3%)
(1) Materiais de alta resistência espessura do limite de flexão frio t = 3mm (AMS 4943) Temperatura de flexão quente 750-900 ℃ (MIL-DTL-32567) (2) Tubos de paredes grossas Aço inoxidável: espessura da parede > 12mm requer aquecimento local de indução (3) Condições de trabalho especiais (1) Detecção de dimensão tolerância ao ângulo ± 0,5 ° (grau ISO 2768-m) Segurança ≤0,1mm/300mm vá/não-go-bitle passam taxa 100% (GB/T 26080) (2) Qualidade da superfície tomografia computadorizada industrial: Resolução 20μm, detecte rugas internas (3) Teste de desempenho Ao integrar o design do mandril segmentado, o controle inteligente de temperatura e pressão e otimização precisa dos parâmetros de processo, combinados com padrões internacionais como modelos de previsão de ISO/ASTM e IA, a tecnologia de flexão de tubo moderna supera com sucesso problemas da indústria como defeitos de superfície e a vantagem e a altura da forma de altura e a formação de altura-rei-rei, como a formação de altura e a altura da forma de altura e a formação de altura-rei. taxa de sucata dentro de 0,5%. Em conjunto com a TC industrial e os sistemas de inspeção completa de três coordenadas, um ecossistema de qualidade de circuito fechado da simulação de design à fabricação inteligente foi construída, fornecendo uma solução econômica e confiável para processamento de tubos complexo. 📞 Telefone: +86 185 6675 9667 O conteúdo desta página é apenas para fins informativos. Não se deve inferir que os parâmetros de desempenho, tolerâncias geométricas, recursos específicos de design, qualidade e tipo de material ou mão de obra que o fornecedor ou fabricante de terceiros fornecerá através da rede Longsheng. Essa é a responsabilidade do comprador peça uma cotação para peças para determinar os requisitos específicos para essas partes.
LS é uma empresa líder do setor Concentre-se em soluções de fabricação personalizadas. Com mais de 20 anos de experiência atendendo a mais de 5.000 clientes, nos concentramos em alta precisão usinagem cnc , Fabrication 
Dimensão de flexão
Taxa de desgaste da matriz
Carga do sistema hidráulico
plano único
1x
100%
três aviões
2,5x
180%
Quais materiais precisam ser dobrados?
① liga de titânio:
② Inconel 718: Deve ser uma taxa de rachaduras de flexão a frio e a frio 100%
Aço carbono: T/D > 0,1 precisa ser aquecido para 600-800 ℃
Material
limite de flexão a frio
Especificação de flexão quente
aço inoxidável duplex
r < 5d requer flexão quente
ASTM A790 850 ℃ ± 20 ℃
liga de alumínio 7075
qualquer curva requer flexão quente
AMS 2772G 200-250 ℃
Como verificar efetivamente a qualidade de flexão?
① Medição de três coordenadas:
② vá/não-go-gay Detecção:
Detecção de rugosidade: Ra≤3,2μm (tubo médico requer RA0.8μm)
Tipo de teste
Método padrão
ÍNDICE QUIFICADO
teste de pressão
1,5 vezes a pressão de trabalho
Mantenha a pressão por 10 minutos sem vazamento
Análise metalográfica
ASTM E3
deformação de grãos ≤30%
teste de fadiga
10^6 ciclos
nenhuma extensão de crack
Resumo
📧 E -mail: info@longshengmfg.com
🌐 Site: https://lsrpf.com/
Isenção de responsabilidade
Equipe LS



