

低圧鋳造は鋳造プロセスです溶融金属を再利用可能な金型に低圧で注入します。この鋳造技術は、高品質で正確かつ効率的であるため、複雑な形状と高い表面仕上げを必要とする部品に最適です。
LS は、国際的なハイエンド OEM/ODM メーカーとして、私たちは20年近くの開発経験を持っています。私たちは、自動車、自動化、医療、航空宇宙、ロボット工学など、さまざまな業界のさまざまな顧客にサービスを提供してきましたし、現在もサービスを提供しています。当社の主力製造サービスには、CNC機械加工、板金加工、スタンピングが含まれます。また、金型製作、射出成形、3D印刷、プラスチック印刷、および完全なターンキープロジェクトに能力を拡大しました。当社は、すべての鋳造ニーズに対応するワンストップショップです.
低圧鋳造とは?
低圧鋳造は、ガス圧を駆動力として使用して溶融金属を押し出し、金型キャビティをスムーズかつ均一に充填し、制御された環境条件下で凝固プロセスを完了する金属成形プロセスです。この技術は通常、密閉型鋳造システムで実施されます。ガス圧の大きさと時間を正確に調整することで、溶湯の充填速度や凝固過程を細かく制御することができます。
低圧鋳造は、金型充填中の溶融金属によって引き起こされる乱流、酸化、細孔などの欠陥を効果的に回避できるだけでなく、鋳物の密度、機械的特性、表面品質も向上します。そこで航空宇宙、自動車製造で広く使用されています、電力機器、精密機器。ハイエンド製造分野での幅広い用途があります。
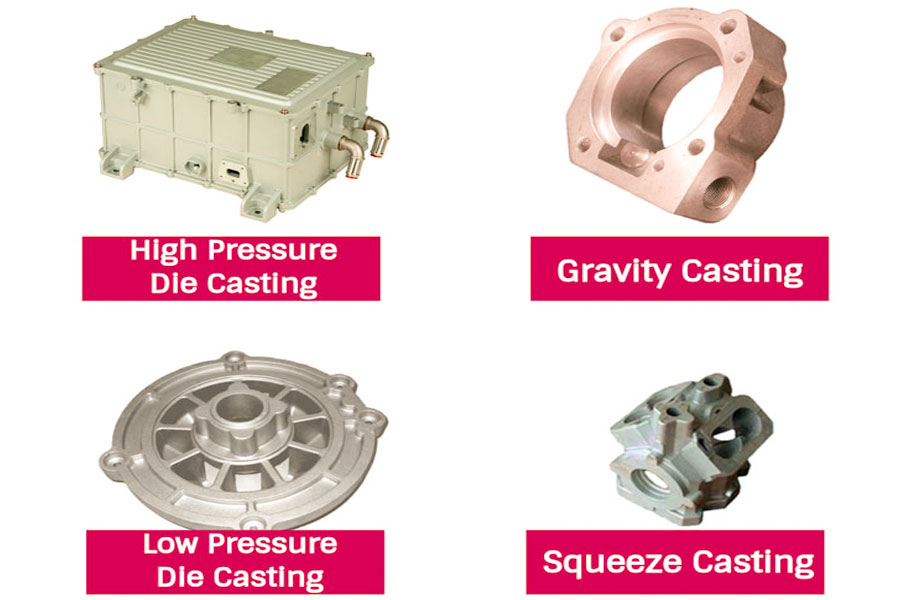
低圧鋳造と高圧鋳造の違いは何ですか?
低圧鋳造と高圧鋳造は、2つの異なる金属鋳造プロセスですは、多くの点で大きく異なります。次の表は、2 つの鋳造プロセスの主な違いを比較したものです。
| プロジェクト | 低圧鋳造 | 高圧鋳造 |
|---|---|---|
| 推進 | ガス圧(気圧) | 油圧シリンダー駆動(油圧) |
| 圧力範囲 | 一般的に低く、空気圧は0~2Kg/cm²です | 高、油圧を使用 |
| 充填速度 | 遅く、ガスが排出されるのを助けます | より速く、生産効率を向上 |
| 鋳造品質 | 高品質、高精度、緻密なティッシュ | 表面品質は良好で、内部に毛穴がある場合があります |
| 鋳造タイプ | 複雑な形状、高精度の要求 | 大規模、薄肉鋳物用に大量生産 |
| アプリケーション分野 | 自動車部品、航空宇宙部品など | 家電製品、ハードウェア製品など |
| 設備費 | 比較的低い | 金型の製造サイクルが長くなるほど長くなります |
| 生産性 | 一般的に、凝固速度は遅くなります | 高く、大量生産に適しています |
| 金型材料 | モールディングサンド、レジンサンド、金属、セラミックなど | それはあなたの特定のニーズに依存します |
| 利 | 構造は緻密で、機械的特性は良好で、機械化と自動化が容易です | 生産効率が高く、薄肉鋳物に適しています |
| 欠点 | 生産性の低下と鋳造サイクルの長期化 | 内部に毛穴があり、鋳物が密集していない場合があります |
低圧鋳造ではどのような金属が一般的に使用されていますか?
低圧鋳造技術は、しばしばと呼ばれます。アルミ低圧鋳造アルミニウム合金に幅広く適用できるため、このプロセスは他のさまざまな材料にも同様に適用できます。以下はそのいくつかです低圧鋳造で一般的に使用される材料:
1.アルミニウム
プロセス中にスムーズに流れ、金型のすべてのコーナーを埋めます。さらにアルミニウムは製造業に特に適しています肉厚が5mmを超える薄肉鋳物。これらの特性は、アルミニウムの軽量性と高強度と相まって、多くの産業分野での広範な使用を決定しています。
2.銅
銅合金は、低圧鋳造プロセスにも対応しています、その高い引張強度のおかげです。鋳造プロセス中、銅合金は固化して急速に冷却され、鋳造品の亀裂を回避する細粒構造を形成します。耐久性や熱伝導率など、銅合金の他の固有の特性も、さまざまな業界で広く使用されています。ただし、銅は融点が高いため、プロセスエネルギー消費量の増加とコストの増加につながることに注意してください。
3.マグネシウム
マグネシウムは低圧鋳造に理想的な材料ですその高い鋳造性と良好な流動性によるものです。金型をシームレスに充填し、鋳物が多孔質に見えないようにします。マグネシウムの高い強度対重量比と耐食性も人気の理由です。
4.亜鉛
亜鉛は低圧鋳造でも優れた性能を発揮します.優れたキャスタビリティ、低融点、高い凝固率を備えているため、一流の低圧鋳造材料となっています。高圧鋳造と比較して、低圧亜鉛鋳造はサイクルレートを上げ、コストを削減できます。さらに、亜鉛は金型への摩耗性が低いため、工具の寿命を延ばすことができます。亜鉛の高い引張強度と耐食性は、さまざまな分野での応用の可能性も提供します。

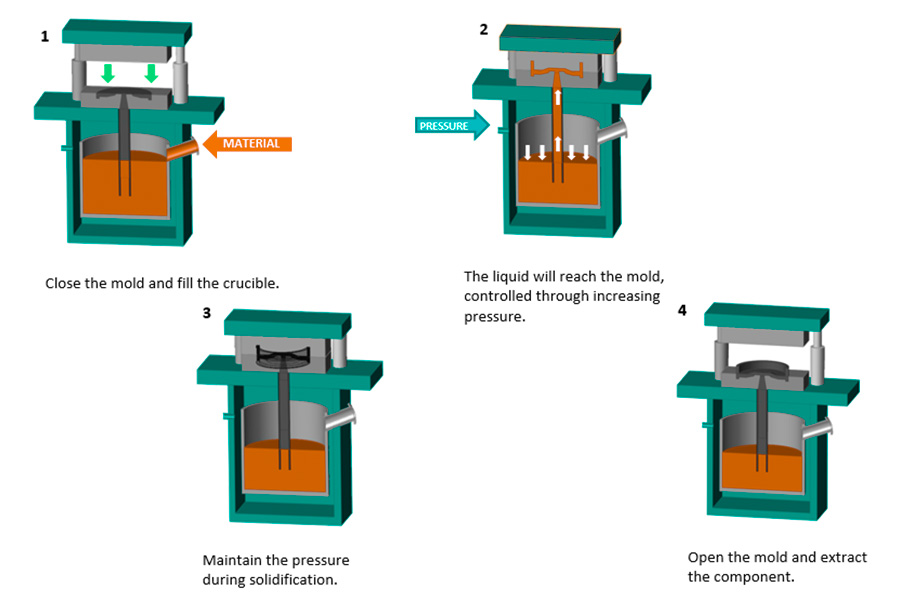
低圧鋳造プロセスのステップは何ですか?
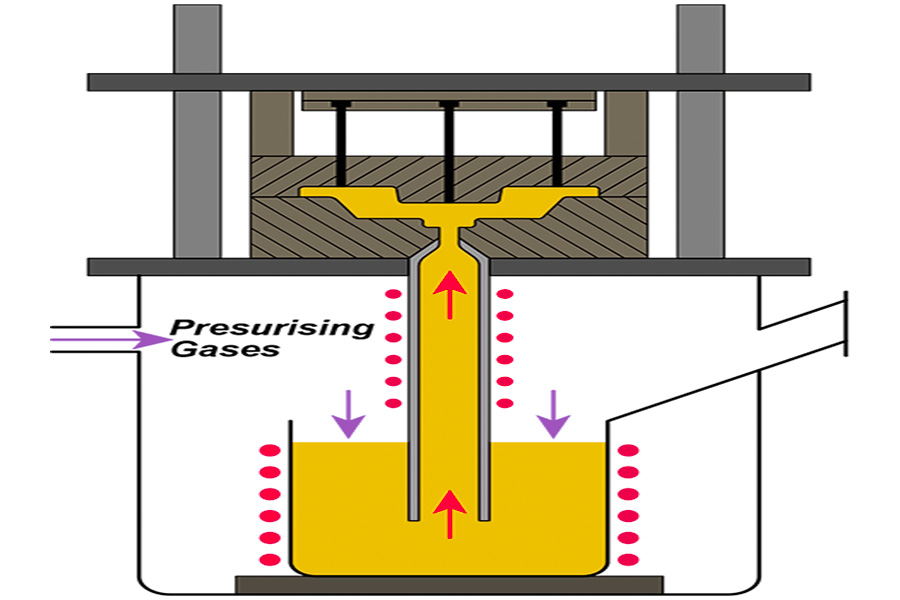
基本的な低圧鋳造の原理ガス圧を使用して溶融金属を押し込み、金型をスムーズに充填し、圧力下で固化できるようにすることです。鋳造プロセス中、るつぼ内の溶融金属はガス圧の影響を受け、液体ライザーを介して下から上に鋳造キャビティに流れ込みます。ザ低圧鋳造プロセス主に次の手順が含まれます。
- 金型の準備:このプロセスは、金属部品の最終的な形状を定義する金型の準備から始まります。ダイは、鋳造される金属の融点よりわずかに低い温度に予熱されます。
- 溶融金属注入:溶融金属(多くの場合、アルミニウムまたは亜鉛)は、ダイの下にある保持炉に注がれます。溶融金属は、比較的低い圧力で金型に射出されます。つまり、溶融金属に圧力が加わり、ライザーチューブとダイキャビティに押し上げられます。
- 凝固:金属が完全に固まるまで圧力が保持されます。金属はキャビティの形をしています。
- イジェクト:金属が固まった後、型が開きます。新規キャスト商品が発売されます。
- トリミングと仕上げ:余分な材料(フラッシュ)が除去されます。品質基準を満たすために、追加の仕上げプロセスが適用される場合があります。余分な材料や廃棄された部品は、多くの場合、将来の使用のためにリサイクルされます。
低圧鋳造の主な利点は何ですか?
低圧鋳造には多くの利点がありますこれにより、複数の業界に適したダイカスト工法となっています。このプロセスの利点のいくつかを次に示します。
高精度
低圧鋳造を使用して製造された部品は、正確かつ精密です。これは、一定の温度と圧力でダイがゆっくりと充填されるためです。このプロセスに関連するこの高い寸法精度は、製造後に組み立てが必要な小さな鋳物の製造において重要です。
高純度の鋳物を形成します
このプロセスは低圧で行われ、ゆっくりとダイに充填されるため、スラグの形成がないため、非常に純粋な鋳造物が形成されます。液体金属の表面でのスラグ形成は、他のダイカストプロセス、特に高圧鋳造.しかし、鋳造物は上向きの動きを使用するため、金属をポンプで送るときにスラグは保持炉を離れません。
成形性に優れています
低圧鋳造は成形性が良好ですひび割れや変形のない金属部品を製造します。そのため、複雑な形状やデザインの部品の製造に適しています。
晶化
適切な熱分布と凝固時の圧力供給により、最終部品の結晶化につながります。結晶化により、より細かい粒度でより強いピースが生成されます。その結果、低圧鋳造は用途に適しています衝撃とストレスに対する耐性が不可欠な場合。
グリーン
低圧鋳造は環境に優しいプロセスです.他の鋳造プロセスと比較すると、エネルギー効率が高くなります。さらに、廃棄物の発生も最小限に抑えられ、リサイクルが可能です。環境にやさしいため、低圧ダイカストは運用コストを節約します。
低圧鋳造の欠点は何ですか?
低圧鋳造技術は、正確な製造目標を達成するための好ましいソリューションと見なされていますが、いくつかの制限も伴います。
1.長い生産サイクルと高コスト
に関わる圧力が低いため、生産サイクルが比較的遅い低圧鋳造限界単位時間あたりに製造できる部品の数が、1つの部品のコストを押し上げます。
2.金属部品は腐食しやすい
で低圧鋳造操作、機器の金属部品は溶融金属との直接接触により腐食しやすく、特にアルミニウム金型は損傷を受けやすくなります。これにより、特に大規模な生産ラインではメンテナンスコストが増加するだけでなく、金属部品が浸透する可能性があるため、液体金属の性能が低下する可能性もあります。
3.薄肉部品の製造は限定的
低圧鋳造技術が達成できる最小鋳造肉厚は約3mmです。この制限は、薄肉部品の製造において高圧鋳造よりも利点がないことを意味します。
鋳造メーカーとしてLSを選ぶ理由
何としても鋳造プロセスサービスの種類あなたが必要です、私たちは助けるためにここにいます。当社の専門知識と業界をリードする技術により、最高品質の鋳物を提供できます。
- マルチマテリアル加工:私たちはさまざまな材料を処理する能力を持っており、どの材料を処理する必要があるかに関係なく、専門的なソリューションを提供できます。
- カスタマイズされたサービス:供給する顧客の設計要件に基づくカスタマイズされたソリューションそして、鋳物が彼らのユニークなニーズを満たすことを保証するための仕様。
- 競争力のある価格:私たちは、競争力のある価格と費用対効果の高いソリューションを提供し、お客様がコスト管理において最大の利点を得られるようにします。
- 短納期:効率的な生産プロセスと柔軟な生産計画を備えているため、お客様の注文をタイムリーに提供し、緊急のプロジェクトニーズを満たすことができます。
LSは、ISO 9001:2015、ISO 9001:14001、およびIATF16949を通じて鋳物の品質を保証します。LSでは、鋳鉄、鋼、ニッケル合金など、お客様のビジネスニーズに合わせて鋳物を製造できます。ここをクリックして、今日お問い合わせください。
よくあるご質問(FAQ)
1.低圧鋳造とは何ですか?
低圧鋳造は金属鋳造プロセスですこれは、ガス圧を使用して溶融金属をるつぼ内に押し込み、鋳造物が完全に固まるまでライザーチューブを介して下から上に金型キャビティにスムーズに流れ込みます。このプロセスでは、鋳造の品質と性能を確保するために、溶融金属のガス圧と充填速度を正確に制御する必要があります。
2.低圧鋳造の動作原理は何ですか?
低圧鋳造プロセスでは、乾燥した圧縮空気または不活性ガスが密閉されたるつぼに導入され、溶融金属表面の圧力に作用することにより、ライザーチューブに沿って金型を下から上にスムーズに充填します。充填圧力は一般に20~60kPaであり、溶融金属の上昇高さはるつぼ内のガスの圧力に正比例し、溶融金属の密度に反比例します。鋳物は圧力下で結晶化して固化し、緻密な構造の鋳物が得られます。
3.低圧鋳造の主な利点は何ですか?
メイン低圧鋳造の利点含める:鋳造品質は良いです:溶融金属は加圧下でスムーズに充填されるため、酸化スラグやガスの関与が減少し、鋳物の純度と組織のコンパクト性が向上します。金属の高い利用率ライザーは不要で、ライザーチューブ内の未固化金属をるつぼに戻し、再利用できるため、溶融金属の歩留まりが向上します。適応さまざまな合金材料や鋳造材料に適しており、小ロットまたは大規模生産のニーズを満たすために、大、中、小の鋳物を製造できます。鋳造は寸法的に正確です:加圧凝固した鋳物は、高い寸法精度と形状安定性を備えています。生産の自動化が容易:操作が簡単で、機械化と自動化を実現するのが簡単な機器です。
4.低圧鋳造の制限は何ですか?
ザ低圧鋳造の限界主に以下が含まれます:生産効率は比較的低いです:高圧鋳造と比較して、低圧鋳造は充填および凝固プロセスが遅いため、生産サイクルが長くなる可能性があります。設備投資とメンテナンス費用が高い:専用の設備や金型が必要で、購入やメンテナンスの費用が高額になります。材料の制限:主に融点の低い非鉄金属合金に適しており、融点の高い金属への適用性は劣ります。技術的な難易度が高い:プロセスパラメータの正確な制御が必要であり、オペレーターの高度なスキルと知識が必要です。
概要
低圧鋳造は効率的です、高品質の金属鋳造プロセス。そのユニークな利点により、多くの分野で広く使用されており、工業生産に重要な技術サポートを提供しています。鋳造技術の継続的な発展により、低圧鋳造は今後も重要な役割を果たし続け、さまざまな業界により高品質の鋳造製品を提供します。

免責事項
このページの内容は参照用です。LSの情報の正確性、完全性、または有効性について、明示的または黙示的な表明または保証を行いません。性能パラメータ、幾何公差、特定の設計機能、材料の品質と種類または仕上がりは、サードパーティのサプライヤーまたは製造業者がLongshengネットワークを通じて何を提供するかについて推測されるべきではありません。それは買い手の責任です部品の見積もりを求めていますをクリックして、それらのパーツの特定の要件を決定します。お願いしますお 問い合わせもっと詳しくINFのオーメーション.
LSチーム
LSは業界をリードする企業ですカスタム製造ソリューションを専門としています。20年以上にわたり5,000社以上のお客様にサービスを提供してきた経験を持つ当社は、高精度に注力していますCNC加工,板金加工,3Dプリンティング,射出成形,金属スタンピング、およびその他のワンストップ製造サービス。
当社の工場には、100を超える高度な5軸マシニングセンターが装備されており、ISO 9001:2015の認証を取得しています。私たちは、世界150か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間という速さでお客様のニーズを満たすことができます。卜LSテクノロジー効率、品質、プロフェッショナリズムを選択することを意味します。
詳細については、当社のWebサイトをご覧ください。www.lsrpf.com

