Metal casting is a process in which metal is smelted into a liquid that meets certain requirements, poured into a mold, and then cooled, solidified, and cleaned to obtain a casting with a predetermined shape, size, and performance. As one of the basic processes in the modern machinery manufacturing industry, this process has a long history and wide applications. With the continuous development of science and technology, metal casting processes have gradually developed various types according to different needs. This article aims to deeply explore the various types of metal casting, reveal the process principles, technical characteristics and applicable scenarios behind them, and open a door to the mysteries of metal forming for readers.
What is metal casting?
Metal casting is a manufacturing processthat involves pouring molten metal into molds to create 3D metal parts. The mold contains cavities of the desired geometry, and the molten metal cools to form the solidified part.
The word “cast” also refers to parts made through a casting process, which dates back 6,000 years. Historically, casting processes have been used to create complex and large parts that would be difficult or costly to create using other manufacturing processes.
Casting is the first choice for complex geometriesbecause it is more cost-effective and the process is simpler compared to, for example,CNC machining.But casting is also widely used for the simplest shapes because of its fast turnaround time and large production capabilities. Today, the use of cast products is so widespread that no matter what environment you are in, you cannot avoid using cast products. Some examples of cast metal products include engine blocks, fire hydrants, electric motors, tools, traffic lights, manholes, pipes, valves, and various fittings.
What Are the Primary Types of Metal Casting?
The main types of metal casting include sand casting, die casting, investment casting, continuous casting, lost foam casting, shell casting, squeeze die casting, vacuum die casting, gravity casting, high pressure casting, low pressure casting and centrifugal casting. Next, let’s learn more about these casting types:
1.Sand Casting
Sand casting is a universal casting process that can be used to cast any metal alloy, whether ferrous or non-ferrous. It is widely used in mass production in industrial units such as automotive metal casting parts such as engine blocks, cylinder heads, crankshafts, etc.
The process uses molds made of silicon-based materials, such as naturally bonded sand or synthetic sand, to create a smooth mold surface. The mold surface has two parts, the upper mold (upper part) and the lower mold (lower part). A pouring cup is used to pour molten metal into the mold, where it solidifies to form the final shape. Finally, excess metal is trimmed off to complete the final metal cast product.
Pros & Cons of Sand Casting:
| Pros | Cons |
| Cost Effective for Small Batches: It is ideal for low-to-medium volume production as it is relatively cheap compared to the other casting types. | Lower Dimensional Precision: Parts have lower dimensional precision and a rougher surface finish than other casting types. This often requires additional machining. |
| Flexible Design Option:Can produce a variety of shapes and sizes, from very small parts to large components. | Greater Material Waste:Because sand molds can’t be reused, they result in a higher waste of material compared to other casting methods. |
| Material Versatility: Casts nearly any metal alloy. | Porosity Risks: Castings are at higher risk for porosity, which can impact the mechanical properties. |
| Easy Setup and Equipment: Does not require as much equipment and is less expensive than other casting techniques, making it more accessible to small-scale operations. | Post Processing Requirements: May require extensive finishing, such as grinding and machining to achieve the desired finish. |
| Ideal Castings for Large Parts: Especially suited to create large parts which would be difficult or costly to produce with other casting methods. | Lengthening of Cycle Time:The production cycle can be extended if the process is slower, particularly in the preparation and drying of molds. |
Application:Widely used in automobiles, machinery, shipbuilding, construction and other industrial fields to produce various large-scale and complex-shaped castings.
2.The Casting
While sand casting can melt alloys with higher melting points, you can use die casting to shape metals with lower melting points. After changing the material from a solid to a hot molten liquid, you can inject it into a long-life die-cast mold made of hardened steel. These tools consist of a cavity, a core, and sometimes an insert. Unlike plastic injection molding, machining side features after casting is sometimes more feasible than using side actions. Die casting dates back to the 19th century.
Since its emergence in the manufacturing world, two types of programs have been developed for your use. The first is a hot chamber, which features a built-in furnace within the machine to melt the material. If you use the cold chamber process, the second procedure, you melt the material in a separate furnace and then move the molten material into the injection chamber. You can implement die casting for high-volume production of aerospace and automotive parts, as well as toys, furniture, and electronics. Die casting is provided through Longsheng’s core services, and quotes can be created through the instant quote engine.
Pros & Cons of Die Casting:
| Pros | Cons |
|---|---|
| High Productivity:Ideal for large-scale productions with short cycle times. | High Initial Cost:Die casting machines and molds are expensive, so they are not economical for small production runs. |
| High Dimensional AccuracyProduces high-precision and consistent parts, often reducing or eliminating the need for extra machining. | Limited Material Options:Mainly for non-ferrous materials like aluminum, magnesium, and zinc. Due to their high melting points, ferrous metals are used less often. |
| Good Surface Finish:Most parts have a smooth, rounded surface that may only require minor finishing. | Air Pockets and Structural Integrity:Parts can have small air pockets (porosity) which can impact surface finish. |
| Complex Parts Design:allows for the creation and manufacture of intricate shapes, complex shapes, and complex details. | Die Casting is Limited to Parts with Thinner WallsAlthough capable of producing parts with complex shapes, it is not generally suitable for parts that have very thick walls. |
| Automated Process:Can reduce labor costs, increase consistency and repeatability and can be highly automated. | Thermal Fatigue on Dies:The repeated heating and cooling can cause thermal fatigue. This could reduce the life of the dies. |
| Minimal Waste:Effective use of materials, with the possibility to recycle excess or scrap material. | Size Restrictions:Is best suited to smaller and medium-sized components. Larger parts are more difficult to manufacture, as well as more expensive. |
Application:Mainly used to produce non-ferrous metal castings, such as aluminum alloy, zinc alloy, magnesium alloy, etc., which are widely used in automobiles, electronics, communications, medical equipment and other fields.
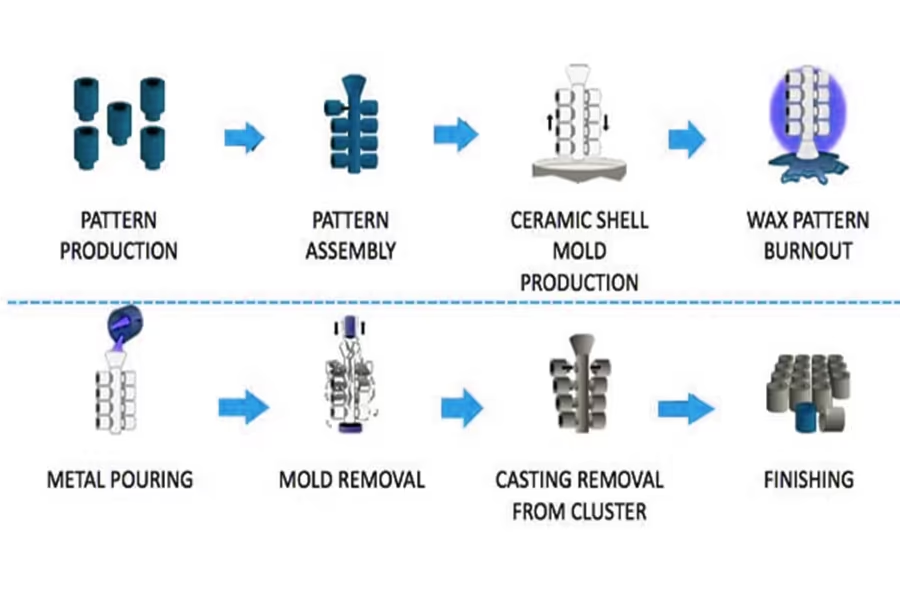
3.Investment Casting
Investment casting, also known as lost wax casting, uses a disposable wax pattern coated with ceramic material that solidifies into the shape of the casting. The first step in this casting process is to create a wax pattern, usually made of wax or plastic. Because the process requires precise measurements, multiple trials and errors make investment casting an expensive manufacturing process. The wax is poured into the mold, carefully removed, and then coated with adhesive or refractory material to form a thick shell. Additionally, multiple models are assembled onto the main gate. Once the shell has hardened, the model is turned over and heated in the oven to remove the wax. The molten metal is poured into the remaining shell and solidifies into the shape of the wax mold. Additionally, the refractory shell is broken off to reveal the finished casting. This casting process is commonly used to make power generation, automotive and aerospace components.
Pros and Cons of Investment Casting:
| Pros | Cons |
| High Precision and Accuracy:Producing parts with excellent surface finish quality and dimensional accuracy, reduces the need for secondary machining operations | Higher Cost: Due to materials and labor costs involved in creating wax patterns and ceramic molds, investment casting costs more than other casting types. |
| Complex Geometry: Enables creation of parts with intricate details and complex geometries which may otherwise be challenging or impossible using other casting methods. | Longer Lead Time: As this process involves multiple steps, its lead time may extend more significantly compared to other casting processes. |
| Versatile Material Options: Ideal for producing various metals and high-performance alloys, such as stainless steel casting, other steel casting, and nickel based alloy casting. | Size Limitations: This technique tends to work best with smaller parts; larger components can prove challenging and costly when made using this method. |
| Smooth Surface Finish: Smooth finishes require minimal surface finishing, saving both time and costs in post-processing. | Wax Pattern Creation: Each casting requires its own wax pattern which adds time and cost. |
| Reduced Material Waste: Due to its precision, this process ensures minimal material wastage, making it more eco-friendly. | Limited Capacity: More suitable for small to medium production runs. |
Application:Suitable for producing small parts with complex shapes, high precision requirements, and difficult to machine, such as turbine engine blades, medical device components, etc.
4.Centrifugal Casting
Centrifugal casting, also known as spin casting, is a process that uses centrifugal force to manufacture cylindrical parts industrially. This type of metal casting uses a preheated rotating mold into which molten metal is poured. Centrifugal force helps disperse the molten metal within the mold at high pressure.
There are three types of centrifugal casting: true centrifugal casting process, semi-centrifugal casting process and vertical centrifugal casting process. Semi-centrifugal casting differs from true centrifugal casting in that it uses a gate to completely fill the mold. However, in true centrifugal casting, the molten metal sticks to the sides due to the continuous rotation. In contrast, vertical centrifugal casting, as the name suggests, uses directional molding, following the same process as true centrifugal casting.
Typically, centrifugal casting produces a rotating shape that resembles a cylinder. Especially parts such as bearings, clutch plates, piston rings and cylinder liners. Additionally, pouring metal in the center of the mold helps reduce defects such as porosity, shrinkage, and air pockets. However, it does not work with all types of metal alloys.
Pros & Cons of Centrifugal Casting:
| Pros | Cons |
|---|---|
| High Material Pureness:Centrifugal forces drive impurities towards the inner surface of castings, resulting in higher-purity castings that have fewer defects. | Shape Complexity Limited:Best for cylindrical shapes. Comparatively, complex geometries can be difficult to achieve with other casting methods. |
| Good Mechanical Properties:High-density cast parts have superior mechanical properties. | Size Limitations:More efficient for small and medium-sized parts. Large castings are more difficult and costlier. |
| Reduced Secondary operations:Requires less machining and finishing than other methods because the surface finish and dimension accuracy are generally good. | Equipment Cost:Need for centrifugal cast machinery that is specialized can result in higher initial investment costs. |
| Material-efficient Use:This method is material-efficient because it allows precise control of the thickness of the casting. | Operational Skills Required:This requires skilled operators to control speed and temperature precisely, which adds operational complexity. |
| Material Versatility:Can work with a variety of metals and alloys. This allows for greater material flexibility. | Safety Concerns:High-speed rotating molds present safety risks and require stringent safety equipment. |
Application:Mainly used to produce cylindrical castings, such as cast iron pipes, cylinder liners, etc., widely used in metallurgy, mining, transportation, drainage and irrigation machinery, aviation, national defense and automobile industries.
5.Continuous Casting
Continuous casting is an advanced casting method. Its principle is to continuously pour molten metal into a special metal mold called a crystallizer. The solidified (crusted) castings are continuously poured from the other end of the crystallizer. out, and then pull it out from one end to obtain a casting of any length or a specific length.
Pros & Cons of Continuous Casting:
| Pros | Cons |
| Extremely high production efficiency, high metal utilization, uniform casting structure, and good mechanical properties. | It can only produce long castings with unchanged cross-section, and its application range is limited. |
Application:Mainly used to produce long castings of steel, iron, copper alloy, aluminum alloy, magnesium alloy, etc. with constant cross-sectional shape, such as ingots, slabs, bar blanks, tubes, etc.
6.Lost Foam Casting
Lost foam casting is similar to investment casting, except that it uses foam instead of wax as the model. Once the model is formed, it is coated with refractory ceramic by dipping, coating, spraying or brushing. The molten metal is then poured into molds to form the desired product.
| Pros | Cons |
| Castings are of good quality and low cost; no material limitation, suitable for all sizes; high dimensional accuracy, smooth surface; internal defects are greatly reduced, and the structure is dense. | The process is relatively complex and requires specialized equipment and materials. |
Application:Widely used in automotive, machinery, aerospace, shipbuilding and other industrial fields to produce castings of various complex shapes.
7. Shell Casting
The name shell casting refers to a process that involves casting a shell of silica sand and resin around a heated metal pattern. You can then remove the shell and pour the molten metal into the cavity. You may be wondering why shell casting is chosen over sand casting, especially considering that shell casting is more expensive in some cases. Shell casting can give you more precise product dimensions, better looking finishes and larger quantities while reducing labor.
| Pros | Cons |
| High casting precision, high surface finish, dense internal structure, and high production efficiency. | The production cost of shell type is high, and the mold size is limited. |
Application:Mainly used to produce high-precision and high-demand metal parts, such as aircraft turbine blades, automobile engine blocks and cylinder heads, etc.
8. Squeezing Die Casting
It is a method of solidifying and flowing forming liquid or semi-solid metal under high pressure to directly obtain workpieces or blanks. It has the advantages of high utilization rate of liquid metal, simplified process and stable quality. It is an energy-saving metal forming technology with potential application prospects.
| Pros | Cons |
| The casting structure is dense and the mechanical properties are high; the surface roughness is low and the dimensional accuracy is high; the liquid metal utilization rate is high and the process is simplified. | Large equipment investment and complex process. |
Application:Mainly used to produce aluminum alloy, zinc alloy, copper alloy and other metal parts, widely used in automobiles, aerospace, electronics and other fields.
9.Vacuum Die Casting
Vacuum die casting an advanced die-casting process that improves the mechanical properties and surface quality of die-castings by eliminating or significantly reducing the pores and dissolved gases in the die-castings by pumping out the gas in the die-casting mold cavity during the die-casting process.
| Pros | Cons |
| Eliminate or reduce the pores inside the die casting, improve the mechanical properties and surface quality of the die casting; improve the filling conditions, and can die cast thinner castings. | The mold sealing structure is complex, manufacturing and installation are difficult, and the cost is high. |
Application:Mainly used to produce castings with high requirements on surface quality and mechanical properties, such as parts in the aerospace field, precision mechanical components, etc.
10.Gravity Die Casting
This process takes advantage of the physics law we experience every day. Gravity die casting has you coat a mold’s cavity, pour hot metal in, and wait for gravity to do its job, which is directing the material to flow in and down, and allowing it to cool and solidify. Whether manually or automatically done, this process takes a little bit longer than others, but you’ll find it’s relatively cheaper and ideal for creating smooth finishes. It’s a great choice if you want to manufacture small parts that work well in kitchenware, lighting, and automobiles.
| Pros | Cons |
| Castings have dense structure and high mechanical properties; high dimensional accuracy and low surface roughness; the production environment is relatively good and labor intensity is reduced. | The metal mold manufacturing cycle is long and the cost is high; the mold is not breathable, and measures need to be taken to lead out the gas in the cavity. |
Application:It is suitable for mass production of non-ferrous alloy castings such as aluminum alloys and magnesium alloys with complex shapes. It is also suitable for the production of iron and steel metal castings and ingots.
11.High-Pressure Casting
This method takes full advantage of high pressure, speed and heat, making it a suitable choice for any industry you work in.High-pressure castingrapidly pours molten metal into a mold at specific pressure and volume settings, resulting in a product that is flawless, efficiently produced, and easily replicable. You need to pay close attention to the correct settings of your machine to ensure that the shapes are filled and cooled correctly and rendered the way you need them.High-pressure casting can be used in a variety of applications, from making toys to making parts for cars or appliances.
| Pros | Cons |
| High production efficiency, accurate casting dimensions, and good surface finish. | Large equipment investment, high mold cost; low mold life when high melting point alloy die casting. |
Application:Mainly used to produce non-ferrous metal castings, especially aluminum alloy castings, which are widely used in automobiles, electronics, communications and other fields.
12.Low-Pressure Casting
Compared with high-pressure casting technology,low-pressure casting uses relatively low pressure to complete the castingand cooling process of molten metal. This process is particularly suitable for producing parts that require greater strength and durability. In low-pressure casting, the continuous flow of metal ensures precise part shape and even filling. If the part characteristics you are looking for include structural complexity, surface smoothness, and sharp edges and contours, then low-pressure casting is certainly an option worth considering. However,If you have strict requirements for thin-wall designs and fast production cycles, low-pressure casting may not be the most appropriate method. Still,low-pressure casting is used in a wide range of applications, producing parts ranging from pressure cookie cutters for kitchens to vehicle wheels to machinery cylinder heads.
| Pros | Cons |
| The pressure and speed during pouring can be adjusted, suitable for various alloys and castings of various sizes; the molten metal fills smoothly without splashing, which improves the pass rate of castings; the labor intensity is low and the working conditions are good. | The equipment is relatively complex and the investment is large. |
Application:Mainly used to produce aluminum alloy, magnesium alloy and other non-ferrous metal castings, widely used in automobiles, aerospace, ships and other fields.
How Do the Different Metal Casting Types Compare?
Each casting method has its advantages and disadvantages, and these casting methods differ in accuracy, speed, cost, application, etc.
| Casting method | Accuracy | Speed | Cost | Application |
| Sand casting | medium | medium | low | Suitable for castings of various sizes, shapes and materials, especially large and complex structures |
| The casting | high | high | medium to high | Automotive industry, instrument industry, electronics, medical equipment, etc., suitable for mass production |
| lnvestment casting | very high | medium to low | higher | Aero-engine blades, precision parts, etc., suitable for high-precision, complex-shaped castings |
| Continuous casting | medium to high | high | low to medium | Production of steel, cast iron, aluminum alloy and other metal materials, especially suitable for large castings |
| Lost foam casting | high | medium | medium | Suitable for the production of castings with complex structures and relatively precise sizes, and the type of alloy is not limited |
| Shell casting | high | high | medium to high | Production of high-precision parts, such as aircraft engine impellers, automobile engine cylinder liners, etc. |
| Squeezing die Casting | high | medium to high | medium to high | Suitable for aluminum alloy, zinc alloy, copper alloy, etc., and can produce parts with complex shapes |
| Vacuum die casting | high | high | higher | Improve the mechanical properties and surface quality of die castings, suitable for castings with high surface quality and performance requirements |
| Gravity die Casting | medium | medium to low | low to medium | Suitable for small and medium-sized castings, especially the casting of aluminum alloys and magnesium alloys |
| High-pressure casting | high | high | higher | Suitable for producing high-quality, high-precision castings such as automotive engine parts |
| Low-pressure casting | high | medium to high | medium to high | Suitable for traditional products such as cylinder heads, wheel hubs, and cylinder frames |
| Centrifugal casting | medium to high | medium | low to medium | Produces long tubular castings and hollow castings, such as pipe casting, metallurgy, mining and other fields |
Summary
The main types of metal casting include sand casting, die casting, investment casting, continuous casting, lost foam casting, shell casting, squeeze die casting, vacuum die casting, gravity casting, high pressure casting, low pressure casting and centrifugal casting. Each type has It has its unique advantages and scope of application. In practical applications, the appropriate casting method should be selected based on the specific requirements of the casting, production conditions, economy and other factors to obtain high-quality castings.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


