

Comment fonctionne le frittage sélectif par laser (SLS) ?
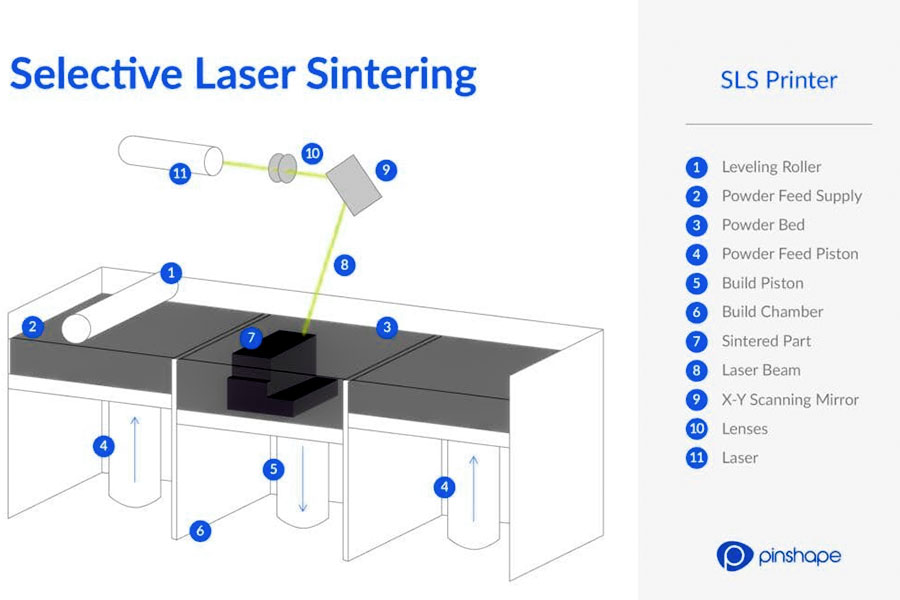
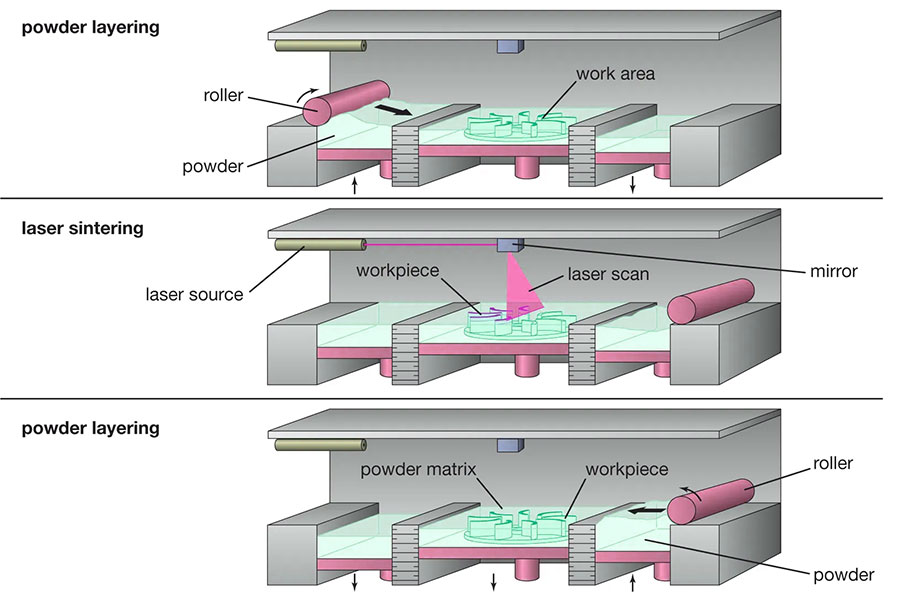
Leprincipe de fonctionnement de la technologie SLSest basé sur le principe de l’empilement discret. Tout d’abord, le matériau en poudre est préchauffé à une température légèrement inférieure à son point de fusion, puis sous le contrôle d’un ordinateur, le faisceau laser fritte sélectivement en fonction des informations de section transversale en couches. Une fois qu’une couche de frittage est terminée, l’établi est abaissé d’une couche, et une nouvelle couche de poudre est étalée, et une nouvelle couche de section transversale est frittée. Cette opération est répétée jusqu’à ce que l’ensemble de la structure solide tridimensionnelle soit terminée.
Quelles sont les étapes clés du processus de frittage sélectif par laser ?
1. Impression
LeProcédé d’impression SLSest unique par rapport à d’autres procédés de fabrication additive tels quemodélisation par dépôt de fil fondu (FDM). Tout d’abord, la poudre brute est préchauffée (de sorte que le laser nécessite moins d’énergie) et déposée en une fine couche sur la plate-forme de la chambre de fabrication. Le laser scanne ou photographie ensuite des tranches de poudre afin que leur forme soit conforme au modèle de la section transversale, en frittant le matériau au fur et à mesure. La poudre non fondue restante agit comme une couche de support lorsque la chambre de construction est abaissée d’un niveau et que plus de matériau est ajouté. Ce processus est répété jusqu’à ce que la génération soit terminée.
2. Se rafraîchir
La pièce imprimée est ensuite suspendue sur un lit de poudre chaude. Pour réduire les défauts et améliorer la stabilité dimensionnelle, la chambre de fabrication doit être refroidie uniformément, ce qui peut représenter jusqu’à la moitié du temps de construction total. Ce refroidissement doit être progressif, et le refroidissement de la chambre de construction peut réduire les défauts mécaniques et aider à réduire le gauchissement.
3. Post-traitement
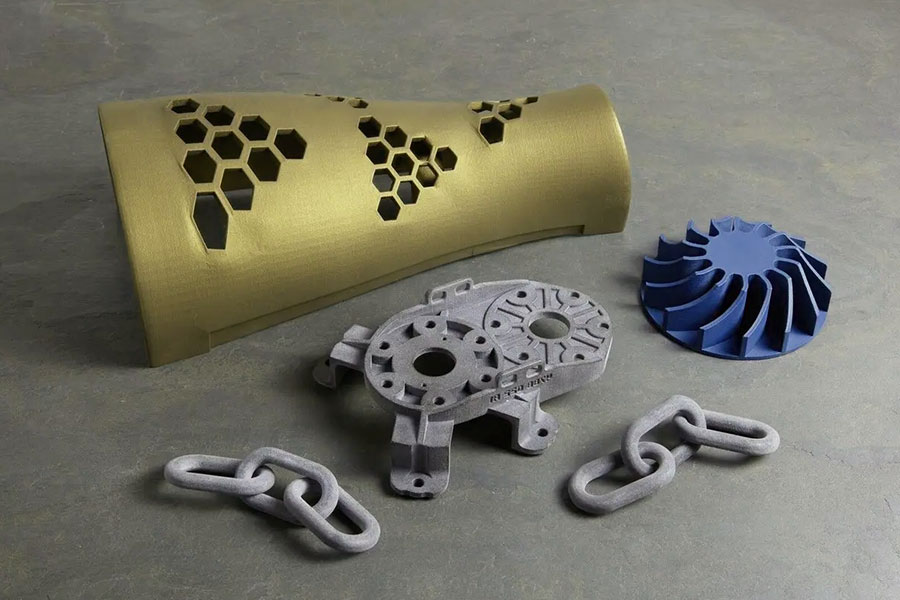
Après refroidissement, l’excès de poudre est éliminé et recyclé. Pour recycler les pièces de la chambre de fabrication, elles doivent être tamisées manuellement pour éliminer l’excès de poudre, puis nettoyées à l’air comprimé pour les préparer au traitement final. Les pièces SLS sont connues pour leurfinition de surface obtenue par le processus de frittage. Pour obtenir d’excellentes propriétés du matériau et une qualité de finition, les pièces peuvent être post-traitées - en utilisant le sablage et le culbutage de média pour améliorer la finition de surface.
Quels sont les avantages et les inconvénients du frittage sélectif par laser ?
Leavantages et inconvénients de la technologie de frittage sélectif par laser (SLS)sont les suivants :
| Avantages | Inconvénients |
| Dans le processus de frittage sélectif par laser (SLS), les pièces ne nécessitent pas de matériaux de support supplémentaires car la poudre elle-même agit comme un support. Tant que le chemin de décharge de la poudre est conçu, des structures internes complexes peuvent être facilement imprimées. | Par rapport à d’autres technologies d’impression 3D telles que la modélisation par dépôt de fil fondu (FDM), les types de matériaux disponibles pour le frittage sélectif par laser (SLS) sont relativement petits. Dans le SLS, des matériaux tels que le nylon, le polystyrène et le TPU peuvent être utilisés, mais le nylon est le matériau le plus couramment utilisé en raison de ses excellentes propriétés. |
| Bien que la technologie SLS utilise généralement de la poudre de nylon blanche, noire ou grise, après l’impression, ces pièces peuvent apparaître dans une variété de couleurs différentes grâce à un processus de teinture. | Étant donné que les particules de plastique ne sont pas complètement fondues en une substance homogène pendant le processus d’impression SLS, mais ne sont reliées entre elles que par frittage aux extrémités des particules, de minuscules espaces seront laissés dans les pièces imprimées, ce qui rendra les pièces poreuses. |
| La technologie SLS est capable d’imprimer des pièces avec des caractéristiques très fines et très détaillées. Cela est dû à la taille extrêmement petite de la mise au point laser, qui permet d’imprimer la plus petite taille de caractéristique jusqu’à 0,75 mm. | Au cours du processus d’impression SLS, seulement environ 50 % de la poudre inutilisée peut être recyclée. Cela signifie qu’au fil du temps, une partie considérable du matériau ne sera pas réutilisable. Par rapport à des technologies telles que le FDM ou la stéréolithographie (SLA), le SLS présente un certain gaspillage dans l’utilisation des matériaux. |
|
Par rapport à des technologies telles que la modélisation par dépôt de fil fondu (FDM) ou même la stéréolithographie (SLA), la vitesse d’impression du SLS est relativement rapide car chaque couche de poudre peut être frittée par le laser presque immédiatement. |
Par rapport au SLA et au FDM, le coût de la technologie d’impression SLS est plus élevé, principalement parce que sa technologie de base, l’utilisation du laser pour le frittage de matériaux, est relativement complexe et professionnelle. |
Quels matériaux sont utilisés dans le frittage sélectif par laser ?
Le frittage sélectif par laser (SLS) utilise principalement les types de matériaux suivants :
1. Poudre plastique :
- Nylon:y compris le PA12, le PA11, etc., est l’un des matériaux les plus couramment utilisés dans la technologie SLS. Le nylon a de bonnes propriétés mécaniques et une stabilité thermique, ce qui le rend adapté à la fabrication d’une variété de pièces fonctionnelles et de prototypes.
- Polyuréthane thermoplastique (TPU) :Le TPU a une excellente élasticité et une excellente résistance à l’usure, ce qui le rend adapté aux applications qui nécessitent un certain degré de flexibilité et de durabilité.
De plus, de telsmatériaux tels que le polystyrène (PS), le polycarbonate (PC), l’ABS,etc. sont également utilisés dans la technologie SLS, mais sont moins utilisés que le nylon et le TPU.
2. Poudre métallique :
Bien que la poudre métallique ne soit pas un matériau courant dans la technologie SLS, elle est également utilisée dans certaines applications spéciales.Poudres métalliques telles que le titane, l’aluminium, l’acier inoxydable, etc., dans des conditions de processus appropriées, peuvent être utilisés pour fabriquer des pièces aux propriétés métalliques grâce à la technologie SLS. Cependant, il convient de noter que le procédé SLS de poudre métallique est souvent appelé fusion sélective par laser (SLM), ce qui est différent du SLS en cours.
3. Poudre composite :
La poudre composite est une poudre formée par le mélange de deux ou plusieurs matériaux. Dans la technologie SLS, les poudres composites peuvent être utilisées pour augmenter la résistance, la dureté ou d’autres propriétés spéciales des pièces. Par exemple, le mélange de fibre de verre ou de fibre de carbone avec de la poudre plastique peut créer des pièces plus résistantes et plus rigides.
4. Poudre de céramique :
Les poudres céramiques sont également utilisées dans la technologie SLS, mais sont moins couramment utilisés que les poudres plastiques et métalliques. Les poudres céramiques sont souvent utilisées avec un liant, qui fond et lie les particules de céramique pendant le processus de frittage pour former une pièce en céramique dense.
Comment SLS se compare-t-il aux autres méthodes d’impression 3D ?
1. SLS vs. SLA (stéréolithographie) :
- La technologie SLA solidifie la résine liquide par irradiation laser, produisant ainsi une qualité de surface très lisse.
- En revanche, la technologie SLS utilise des matériaux en poudre et les consolide par frittage laser. Les pièces résultantes ont généralement des structures internes plus solides et une résistance mécanique plus élevée, bien que leurs surfaces puissent nécessiter un traitement supplémentaire pour obtenir une douceur.
2. SLS vs. FDM (Fused Deposition Modeling) :
- La technologie FDM permet de construire des objets couche par couche en extrudant des matériaux thermoplastiques, ce qui est relativement rentable et facile à utiliser et à entretenir.
- Cependant, la technologie SLS offre généralement une plus grande précision et une meilleure liaison entre les couches, ce qui permet d’obtenir des pièces plus durables et plus résistantes. De plus, SLS utilise une gamme plus large de matériaux en poudre, y compris des matériaux haute performance tels que le nylon et le TPU.
3. SLS vs SLM (fusion sélective par laser) :
- La technologie SLM est spécialement conçue pour l’impression métal. Il utilise des faisceaux laser à haute énergie pour fondre complètement et solidifier la poudre métallique en un solide, ce qui convient à la fabrication de pièces métalliques de haute précision.
- En revanche, la technologie SLS se concentre principalement sur le frittage de poudres de polymères (plastiques). Bien qu’il puisse également traiter certains matériaux composites et céramiques, il ne présente pas les avantages de la SLM enImpression métal.
Quelles sont les applications du frittage sélectif par laser ?
La technologie de frittage sélectif par laser (SLS) a trouvé de nombreuses applications dans de nombreux domaines avec ses avantages uniques. Voici une description détaillée de ses domaines d’application :
1. Industrie aérospatiale
La technologie de frittage sélectif par laser (SLS) a démontré sa valeur d’application unique dans le domaine aérospatial. L’industrie a adopté la technologie SLS dans le but de réduire les temps de cycle de fabrication. Les ingénieurs utilisent la technologie de fabrication additive pour fabriquer des pièces, un changement qui permet non seulement de réduire les coûts, mais aussi de raccourcir considérablement le temps de production. Les progrès de l’industrie aérospatiale ont également bénéficié du développement de nouveaux matériaux à haute température. La fabrication additive est depuis longtemps une partie importante des applications aérospatiales. Les progrès technologiques récents ont montré que la technologie SLS peut améliorer davantage l’efficacité opérationnelle de la chaîne d’approvisionnement aérospatiale. Dans le domaine aérospatial, la technologie SLS a eu un impact profond, de la conception des produits et de la production des pièces à l’assemblage et à la maintenance. En tant que moyen efficace de prototypage rapide, il permet à l’industrie d’économiser du temps et de l’argent tout au long du cycle de développement du produit.
2. Industrie médicale
L’industrie médicale adopte de plus en plus la technologie de frittage sélectif par laser (SLS). Bien que la technologie SLS ait été conçue à l’origine pour la fabrication, elle a montré un grand potentiel et a attiré l’attention dans le domaine médical. Les méthodes de fabrication traditionnelles des instruments chirurgicaux et des matériaux de qualité implantaire reposent principalement sur le moulage ou l’usinage. Cependant, avec l’application d’imprimantes SLS, l’industrie médicale peut rapidement produire des modèles, des outils et des pièces. Dans des domaines tels que l’orthopédie, l’ingénierie biomédicale, la dentisterie et la neurochirurgie, la technologie SLS a été utilisée pour créer des modèles structurels. Ces modèles jouent un rôle important dans le diagnostic médical, la planification du traitement et la fabrication des implants. De plus, la technologie SLS fait l’objet d’études intensives pour créer des implants aux propriétés géométriques uniques, telles que des échafaudages de réparation tissulaire. Avec les progrès de la technologie, le modèle SLS a prouvé son efficacité dans une variété d’interventions chirurgicales et devrait ouvrir davantage d’applications dans le domaine médical.
3. Industrie automobile
Leapplication de la technologie de frittage sélectif par laser (SLS) dans l’industrie automobilen’est pas surprenant, surtout si l’on considère l’innovation technologique continue dans cette industrie. La technologie SLS n’est pas seulement utilisée dans la fabrication de voitures de série, mais aide également les équipes de course à développer des conceptions innovantes et à les tester à des vitesses plus élevées. La Formule 1 est un excellent exemple d’organisation de course qui exploite avec succès la technologie d’impression 3D SLS, permettant de produire, de tester et d’optimiser rapidement les pièces pour garantir des performances supérieures. En plus des composants de base et complexes, la technologie SLS joue un rôle clé dans la conception de la structure aérodynamique de course.
4. Applications de prototypage rapide
Par rapport à d’autres procédés de fabrication additive,La technologie de frittage sélectif par laser (SLS) produit des matériauxavec des propriétés similaires aux pièces usinées. Cela signifie que les pièces SLS peuvent être utilisées pour des tests fonctionnels et des démonstrations marketing, ce qui accélère la mise sur le marché de produits nouveaux ou améliorés. À mesure que la technologie SLS est de plus en plus utilisée dans la société d’aujourd’hui, les défis liés à la commercialisation des produits sur un marché plus large ont été considérablement réduits.
Quelles sont les méthodes de post-traitement courantes pour les pièces SLS ?
Les pièces SLS (frittage sélectif par laser) peuvent être post-traitées de différentes manières pour améliorer la qualité de surface, les performances et les besoins spécifiques de l’application de la pièce. Voici quelquesMéthodes de post-traitement des pièces SLS:
- Dépoudrage :Une fois la pièce formée, l’excès de poudre adhérera à la surface et devra être enlevé. Généralement, la majeure partie de la poudre environnante est balayée avec un pinceau. La poudre restante peut être éliminée par vibration mécanique, vibration micro-ondes, vent soufflant de différentes directions ou air comprimé. De plus, les pièces formées peuvent également être immergées dans un solvant spécial. Le solvant peut dissoudre la poudre dispersée, mais ne dissoudra pas les pièces solidifiées et formées, atteignant ainsi l’objectif d’élimination de la poudre.
- Meulage de surface :LeLe but de la rectification est d’éliminer diverses bavures et lignes d’usinage sur l’ébauche de la pièceet pour réparer les détails qui ont été manqués ou qui ne peuvent pas être traités pendant le traitement. Le ponçage est généralement divisé en polissage primaire et polissage secondaire, qui est effectué à la main. Les outils couramment utilisés sont les limes et le papier de verre. Pour le polissage unique, utilisez deux ou plusieurs types de papier de verre de grain 180 à 360 dans l’ordre du grossier au fin jusqu’à ce que la surface de la pièce soit lisse. Le polissage secondaire est effectué après le séchage du mélange de résine pulvérisé. Utilisez du papier de verre de grain 360 ~ 600 pour polir la surface de la pièce à une épaisseur de 35 ~ 50 μm afin d’assurer une bonne adhérence entre la surface de la pièce et la couche de finition.
- Sablage de surface :Utilisez un matériau pulvérisé d’une taille de 75 ~ 115 μm (tel que du fil de verre, du sable d’alumine, du sable céramique, etc.) pour sabler la surface de la pièce. Le sablage peut non seulement souffler l’excès de poudre sur la surface de la pièce, mais également impacter et meuler la surface de la pièce, provoquant une légère déformation de la surface, éliminant ainsi une partie de la contrainte résiduelle après le traitement, améliorant les propriétés mécaniques de la surface de la pièce, améliorant la résistance à la fatigue et améliorant son adhérence au revêtement.
- Pulvérisation et trempage : La pulvérisation consiste à pulvériser un mélange de résine spécifique(comme la résine époxy, l’agent de durcissement EP, l’alcool absolu, etc.) ou un mélange de peinture polyester sur la surface de la pièce pour former une couche protectrice ou une couche décorative. La couche de résine pulvérisée peut combler les irrégularités des particules de surface de la pièce et améliorer la dureté de la surface. L’imprégnation consiste à immerger des substances liquides non métalliques dans les pores du corps poreux du SLS. La taille des parties imprégnées change peu. Le processus de séchage nécessite de contrôler des paramètres tels que la température, l’humidité et le débit d’air.
- Traitement thermique:Pour les pièces telles que le métal ou la poudre céramique qui ont été frittées au laser,traitement thermique est nécessaire pour améliorer encore leuret les propriétés thermiques. Le traitement thermique comprend des étapes telles que le chauffage, le maintien et le refroidissement. Grâce à la diffusion atomique et à d’autres méthodes, la forme de la pièce frittée est maintenue et la densité et la résistance sont améliorées.
- Polissage:Le polissage est le traitement de lissage supplémentaire de la surface de la pièce pour obtenir une finition de surface et une brillance supérieures. Le polissage se fait généralement à l’aide d’outils tels que de la pâte à polir et du chiffon de polissage.
- Revêtement:Le revêtement consiste à appliquer une couche de protection imperméable, anti-corrosion, solide et belle sur la surface des pièces pour améliorer la durée de vie et l’esthétique des pièces. Couramment utiliséLes matériaux de revêtement comprennent divers revêtements, peinturesetc.
Pourquoi choisir le service d’impression 3D en ligne de LS ?
- Traitement multi-matériaux :Nous avons la capacité de traiter une variété de matériaux, peu importe les pièces de matériaux que vous devez traiter, nous pouvonsFournir des solutions professionnelles.
- Prix compétitifs :Nous proposons des prix compétitifs et des solutions rentables pour garantir aux clients le meilleur avantage en matière de contrôle des coûts.
- Services personnalisés :Fournir des solutions personnalisées en fonction des exigences de conception et des spécifications des clients afin de s’assurer que les pièces répondent à leurs besoins uniques.
- Livraison rapide :Nous disposons de processus de production efficaces et de plans de production flexibles, ce qui nous permet de livrer les commandes des clients en temps opportun et de répondre aux besoins urgents des projets.
Résumé
Le frittage sélectif par laser (SLS) utilise un faisceau laser à haute énergie pour scanner et fritter les matériaux en poudre couche par couche afin de construire un modèle solide tridimensionnel. Cette technologie combine les avantages de la conception assistée par ordinateur (CAO) et de la technologie laser pour apporter des changements révolutionnaires à l’industrie manufacturière. La technologie de frittage sélectif par laser (SLS), en tant que technologie de prototypage rapide avancée, offre de larges perspectives d’application et un énorme potentiel de développement dans la fabrication. Grâce à l’innovation technologique continue et à l’expansion des applications, la technologie SLS apportera plus d’innovation et de changements à l’industrie manufacturière.

Démenti
Le contenu de cette page est fourni à titre indicatif seulement.LSne fait aucune déclaration ou garantie expresse ou implicite quant à l’exactitude, l’exhaustivité ou la validité des informations. Aucun paramètre de performance, tolérance géométrique, caractéristique de conception spécifique, qualité des matériaux, type ou fabrication ne doit être déduit de ce qu’un fournisseur ou un fabricant tiers fournira par le biais du réseau Longsheng. C’est la responsabilité de l’acheteurRecherche d’un devis pour des piècesdéterminer les exigences spécifiques applicables à ces pièces.S’il vous plaîtContactez-nouspour en savoir plusInformation.
L’équipe LS
LS est une entreprise leader de l’industriespécialisée dans les solutions de fabrication sur mesure. Avec plus de 20 ans d’expérience au service de plus de 5 000 clients, nous nous concentrons sur la haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,emboutissage métal,et d’autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d’usinage 5 axes avancés et est certifiée ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu’il s’agisse d’une production à faible volume ou d’une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec une livraison aussi rapide que 24 heures. ChoisirTechnologie LSc’est faire le choix de l’efficacité, de la qualité et du professionnalisme.
Pour en savoir plus, veuillez consulter notre site Web :www.lsrpf.com
Foire aux questions
1.Comment fonctionne le frittage sélectif par laser ?
Le principe de fonctionnement du frittage sélectif par laser est basé sur le principe de l’empilement discret. Tout d’abord, le matériau en poudre est préchauffé à une température légèrement inférieure à son point de fusion, puis sous le contrôle d’un ordinateur, le faisceau laser fritte sélectivement en fonction des informations de section transversale en couches. Une fois qu’une couche de frittage est terminée, l’établi est abaissé d’une couche, et une nouvelle couche de poudre est étalée, et une nouvelle couche de section transversale est frittée. Cette opération est répétée jusqu’à ce que l’ensemble de la structure solide tridimensionnelle soit terminée.
2.Quel est le rôle du faisceau laser pendant le processus SLS ?
Dans le processus SLS, le rôle principal du faisceau laser est de fournir de l’énergie pour fondre rapidement et lier les particules de poudre entre elles. La trajectoire de balayage et la puissance du faisceau laser sont contrôlées avec précision en fonction des données de tranchage afin de garantir l’exactitude et la précision du frittage.
3.Quel est le rôle du faisceau laser pendant le processus SLS ?
Dans le processus SLS, le rôle principal du faisceau laser est de fournir de l’énergie pour fondre rapidement et lier les particules de poudre entre elles. La trajectoire de balayage et la puissance du faisceau laser sont contrôlées avec précision en fonction des données de tranchage afin de garantir l’exactitude et la précision du frittage.
4.Quelles sont les perspectives d’avenir de la technologie de frittage sélectif par laser ?
Avec l’avancement et l’innovation continus de la technologie, la technologie SLS devrait être encore améliorée en termes de vitesse, de précision, de plage de sélection de matériaux et de capacités de post-traitement. Cela favorisera l’application et le développement de la technologie SLS dans un plus grand nombre de domaines et apportera des méthodes de production plus efficaces, plus souples et plus personnalisées à l’industrie manufacturière.
Ressource
1. Frittage sélectif par laser


