

MIG- und WIG-Schweißen sind gängige SchweißverfahrenDie viele Gemeinsamkeiten aufweisen, da beide einen Lichtbogen und ein Schutzgas verwenden. Es gibt aber auch große Unterschiede zwischen den beiden Methoden, vor allem bei den verwendeten Elektroden. Beim MIG-Schweißen wird ein massiver Draht verwendet, der automatisch von einer Maschine zugeführt wird, um einen Lichtbogen zu erzeugen, während beim WIG-Schweißen eine nicht abschmelzbare Elektrode und ein manueller Zusatzstab verwendet werden
BeideSchweißtechniken erzeugen hochwertige Verbindungenund kann eine Vielzahl unterschiedlicher Materialien verbinden. Da es sich jedoch um unterschiedliche Verfahren handelt, eignen sie sich für unterschiedliche Anlässe. Um das richtige Schweißverfahren zu wählen, muss man das MIG- und das WIG-Schweißen vergleichen. Im Folgenden werfen wir einen Blick auf die Unterschiede zwischen diesen beiden beliebtenSchweißverfahren.
Was ist WIG-Schweißen?
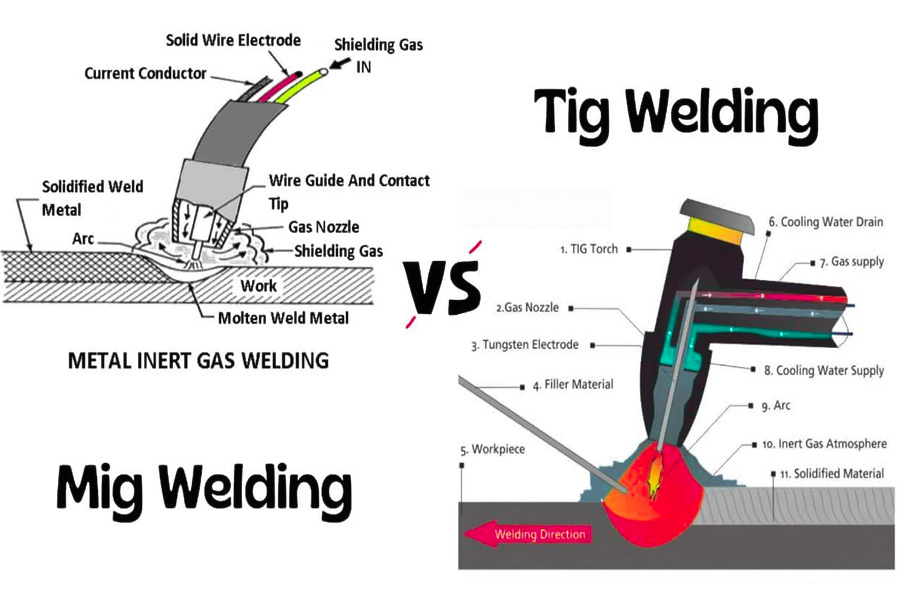
Das WIG-Schweißen (Tungsten Inert Gas), auch bekannt als GTAW (Gas Tungsten Arc Welding), ist ein präzises und vielseitiges VerfahrenDas eignet sich besonders zum Schweißen von dünnen Blechen aus Aluminium, Edelstahl und anderen NE-Metallen. Die mit diesem Verfahren hergestellten Schweißnähte haben nicht nur starke mechanische Eigenschaften, sondern auch eine besonders schöne Optik.
Beim WIG-Schweißen wird zwischen einer nicht abschmelzbaren Wolframelektrode und dem Werkstück ein Lichtbogen gebildet. Im Gegensatz zum MIG-Schweißen schmilzt diese Wolframelektrode nicht während der gesamtenSchweißverfahrenund bleibt unversehrt. Die Elektrode ist in der WIG-Schweißzange fixiert, die kontinuierlich ein inertes Schutzgas versprüht, um den Schweißbereich vor Verschmutzung zu schützen. Bei diesem Schutzgas handelt es sich in der Regel um Argon oder Helium.
Um mit dem Schweißen zu beginnen, berührt der Schweißer die Wolframelektrode leicht mit dem Werkstück und zieht sie dann unter Beibehaltung der Lichtbogenlänge schnell weg. Sobald der Lichtbogen Wärme erzeugt, schmilzt er das Werkstück und den Zusatzwerkstoff (falls verwendet) zu einem Schweißbad. Bei Bedarf kann der Zerspaner den Zusatzwerkstoff manuell in das Schmelzbad einführen.
Was ist MIG-Schweißen?
Das MIG-Schweißen, auch bekannt als Metall-Lichtbogenschweißen (MSG), ist ein Verfahren zum Verbinden von Metallteilenmit einer Verbrauchselektrode und einem Schutzgas. Es ist aufgrund seiner Vielseitigkeit und seines breiten Anwendungsspektrums weit verbreitet.
Beim MIG-Schweißen führt der Schweißbrenner kontinuierlich eine Drahtelektrode (meist Stahl) zur Schweißstelle ein. Die Elektrode schmilzt zu einem Schmelzbad, das mit dem Grundmetall verschmilzt. Der Schweißbrenner versprüht zudem ein Schutzgas, um eine Kontamination der Schweißstelle zu verhindern. Bei diesem Schutzgas kann es sich um Argon oder ein Gemisch aus Argon und Kohlendioxid handeln.
Wenn der Strom durch die Elektrode fließt, erzeugt er einen sehr heißen Lichtbogen, der sowohl die Elektrode als auch das Grundmetall schmilzt. Das geschmolzene Elektrodenmaterial wirkt wie ein Füllstoff, und wenn es sich verfestigt, bildet sich eine starke Verbindung.MIG-Schweißen ist sehr schnellweil der Elektrodenvorschub kontinuierlich ist. Es wird häufig in Branchen wie der Automobilindustrie, dem Bauwesen und der Fertigung verwendet, um Metalle wie Stahl, Aluminium und Edelstahl zu verbinden.

Was ist der Unterschied zwischen WIG- und MIG-Schweißen?
Um die bessere Methode für Ihr Projekt auszuwählen, müssen Sie die Unterschiede zwischen ihnen verstehen.Wenn Sie wissen, wie sich WIG- und MIG-Schweißen unterscheiden, können Sie sie effektiv vergleichen. Bevor wir uns diese im Detail ansehen, hier eine Zusammenfassung der wichtigsten Unterschiede:
MIG-Schweißen vs. WIG-Schweißen Unterschiedstabelle
| Merkmal | WIG-Schweißen | MIG-Schweißen |
| Festigkeit der Schweißnaht | Im Allgemeinen stärker | Erzeugt starke Schweißnähte |
| Geschwindigkeit der Schweißnaht | Langsamer, erfordert mehr Zeit und Geschicklichkeit | Schneller, ideal für hohe Produktionsmengen |
| Stromquelle | Verwendet AC oder DC je nach Metallart | Verwendet Gleichstrom mit konstanter Spannungscharakteristik |
| Verwendete Elektroden | Nicht abschmelzbare Elektroden mit separatem Einfüllstab | Verbrauchselektroden, die als Füllstoffe dienen |
| Schweißgas | Reines Argon; Argon mischt sich mit Helium, Stickstoff oder Wasserstoff | Argon-CO2-Mischung (75% Argon, 25% CO2) |
| Kühlsystem | Verwendet häufig wassergekühlte Brenner aufgrund der höheren Wärmeentwicklung | Verwendet typischerweise luftgekühlte Brenner, wassergekühlt optional für hohe Hitze |
| Aussehen der Schweißnaht | Erzeugt saubere, ästhetisch ansprechende Schweißnähte, ideal für sichtbare Werkstücke | Erzeugt gute Schweißnähte; Nicht immer kritisch für das Aussehen |
| Schweißbare Metalle | Besser für dünne Metalle; Präzise Steuerung reduziert Verformungen und Durchbrennen | Geeignet für dickere Metalle; hohe Produktionsraten |
| Kosten | Höhere Anschaffungskosten, langsamerer Prozess erhöht die Kosten pro Fuß Raupe | Niedrigere Anschaffungskosten, schnellerer Prozess reduziert die Kosten pro Fuß Wulst |
Welche hat niedrigere Gerätekosten?
Wannunter Berücksichtigung der Kosten für WIG- und MIG-Schweißgerätekönnen Sie zwei Schlüsseldimensionen betrachten: die Anlaufkosten und die Kosten für Verbrauchsmaterialien.
1. Vergleich der Startkosten
(1)WIG-Schweißer
Die Preisspanne liegt zwischen 2500 und 8000, und dieser Preis gilt für Hochfrequenz-Lichtbogenschlagmodule.
(2)MIG-Schweißer
Die Preise liegen zwischen 800 und 3000 und die Kosten für das Drahtvorschubsystem sind 40 % niedriger als bei anderen vergleichbaren Geräten.
Schlussfolgerung
Die Anlaufkosten eines MIG-Schweißgeräts sind deutlich niedriger als die eines WIG-Schweißgeräts. Selbst wenn Sie sich für ein High-End-MIG-Schweißgerät mit einem Preis von bis zu 3000 entscheiden, können Sie im Vergleich zur Mindestkonfiguration des WIG-Schweißgeräts 2500 immer noch 500 sparen. Und dieser Preis beträgt nur 37,5 % des Preises des WIG-High-End-Modells 8000.
2.Vergleich der Kosten für Verbrauchsmaterialien
(1)WIG-Schweißer
Die Wolframelektroden müssen regelmäßig zu einem Preis von 50 pro Packung ausgetauscht werden, und reines Argongas wird zu einem Preis von 200 pro Dose benötigt. Unter der Annahme von 1 Packung Wolframelektrode und 1 Tank Argon pro Monat werden die jährlichen Kosten für Verbrauchsmaterialien wie folgt berechnet:
(50 + 200) × 12 = 3.000 USD/Jahr
(2)MIG-Schweißer
Obwohl die spezifischen Kosten für Verbrauchsmaterialien vom Benutzer nicht explizit angegeben werden, sind die Kosten für das Drahtvorschubsystem bekanntlich um 40 % niedriger. Unter der Annahme, dass die Kosten für MIG-Draht und -Gas 60 % der Kosten eines WIG-Schweißgeräts betragen und dass die verbrauchte Menge ähnlich ist, betragen die jährlichen Kosten für Verbrauchsmaterialien ungefähr:
3000 × 60% = 1800 USD/Jahr
Umfassende Kostenanalyse
Kurzfristig (innerhalb von 1 Jahr)
Die Gesamtkosten eines MIG-Schweißgeräts sind niedriger und werden als Startkosten von 3000 plus Verbrauchsmaterialkosten von 1800 für insgesamt 4800 berechnet, während ein WIG-Schweißgerät Gesamtkosten von 2500 plus Verbrauchsmaterialkosten von 3000 für insgesamt 5500 hat.
Langfristig (>1 Jahr)
DasKosten für Verbrauchsmaterialien für WIG-Schweißerwar schon immer auf einem hohen Niveau, und die Kostenlücke zwischen den beiden wird sich im Laufe der Zeit vergrößern.
Abschließendes Fazit
Unabhängig davon, ob es sich um Anlaufkosten oder langfristige Kosten für Verbrauchsmaterialien handelt,Die Kosten für ein MIG-Schweißgerät sind niedriger als die für ein WIG-Schweißgerät. Wenn Sie die Kosten für Ihr WIG-Schweißgerät weiter senken möchten, sollten Sie das Recycling von Argon in Betracht ziehen oder sich für ein Modell mit geringerem Verbrauch von Verbrauchsmaterialien entscheiden.
Andere Ideen, wie das Hinzufügen oder Entfernen von Vergleichen oder neue Anforderungen für den Schlussfolgerungsabschnitt, können mir mitgeteilt werden und ich werde mich weiter verbessern.

Wie unterscheiden sich die Materialoptionen?
Es gibtdeutliche Unterschiede in der Materialauswahl zwischen WIG-Schweißen und MIG-Schweißen. Die folgende Tabelle enthält eine detaillierte Analyse:
| WIG-Schweißen | MIG-Schweißen | |
|---|---|---|
| Nichteisenmetalle | Es eignet sich sehr gut zum Schweißen von Edelstahl, Aluminium, Magnesium, Titan, Kupfer und seinen Legierungen usw | Es kann zum Schweißen von Nichteisenmetallen wie Aluminiumlegierungen verwendet werden, aber einige hochreine Nichteisenmetalle erfordern möglicherweise eine strengere Prozesskontrolle |
| Eisenhaltig | Es eignet sich zum Schweißen fast aller Metalle und Legierungen, wie z. B. Eisenmetalle mit hohen Schmelzpunkten | Es wird häufig beim Schweißen von Eisenmetallen wie kohlenstoffarmem Stahl und niedriglegiertem Stahl verwendet |
| Blechstärke | Besser geeignet zum Schweißen von dünnen Blechen und empfindlichen Bauteilen | Besser geeignet zum Schweißen von dicken Blechen und großen Bauteilen |
| Spezielle Materialien | Hochwertige Werkstoffe wie z.B. Bauteile aus Titanlegierungen in der Luft- und Raumfahrt | Verzinktes Stahlblech und andere Beschichtungsmaterialien (Spezialgas erforderlich) |
Was sind die Stärkeunterschiede?
Kontrast der statischen Intensität
| Schweißverfahren | Typische Daten | Anpassungsfähigkeit des Materials | Vorteilhafte Szenarien |
|---|---|---|---|
| WIG-Schweißen | Zugfestigkeit≥ 90% des Grundmetalls (Aluminiumlegierung bis zu 310 MPa) | Nichteisenmetalle wie Aluminiumlegierungen, Edelstähle und Titanlegierungen | Luft- und Raumfahrt, medizinische Geräte, Präzisionsinstrumente |
| MIG-Schweißen | Die Festigkeit beträgt 85%-95% des Grundmetalls (550MPa typischer Wert von Kohlenstoffstahl) | Kohlenstoffstahl, verzinktes Stahlblech, mittleres und grobes Blech aus Aluminiumlegierung | Automobilbau, Stahlkonstruktionsbau, Massenproduktion |
Wesentliche Unterschiede:
Das WIG-Schweißen sorgt für reines Schweißgut durch präzise Steuerung des Wärmeeintragsund eignet sich besonders zum Schweißen von Nichteisenmetallen (z. B. Aluminiumlegierungen und Titanlegierungen) mit einer Festigkeit, die der des Grundmetalls nahe kommt.
Durch den hohen WärmeeintragBeim MIG-Schweißen kann es zu einer Vergröberung der Schweißkörner kommen, und die Festigkeit ist etwas geringer als bei WIG, kann aber immer noch eine höhere Festigkeit beim Schweißen von Eisenmetallen wie Kohlenstoffstahl bieten.
Vergleich der Ermüdungsleistung
| Schweißverfahren | Vorteil der Zyklenlebensdauer | Einflussfaktoren | Verbesserte Technologie |
|---|---|---|---|
| WIG-Schweißen | 30 % bessere Lebensdauer als MIG (ASTM E466-Test) | Gleichmäßigkeit der Schweißnaht, Fehlerkontrolle | WIG-Umschmelzverfahren (verbesserte Zehenform) |
| MIG-Schweißen | Die Ermüdungslebensdauer ist relativ gering | Kornvergröberung und Spannungskonzentration durch Wärmeeintrag | Schweißparameter und Nachbearbeitung müssen optimiert werden |
Wesentliche Unterschiede:
Beim WIG-Schweißen gibt es weniger Schweißfehler und eine gleichmäßige Struktur, und das Ermüdungsverhalten ist deutlich besser als beim MIG-Schweißen.
Durch das WIG-Umschmelzen können Schweißspurenfehler weiter eliminiert und die ermüdungszulässige Spannungsamplitude erhöht werden, was für Ermüdungsszenarien mit hohen Zyklen (z. B. Luft- und Raumfahrt) geeignet ist.

Was ist besser für Aluminium?
FürsSchweißen von Aluminiumlegierungen,WIG-Schweißen und MIG-Schweißen haben ihre Vorteile, aber im Allgemeinen schneidet das WIG-Schweißen beim Schweißen von Aluminiumlegierungen besser ab. Im Folgenden finden Sie einen spezifischen Vergleich der beiden Schweißverfahren beim Schweißen von Aluminiumlegierungen:
1. Vorteile des WIG-Schweißens für Aluminium
Schweißen von hochwertigen Aluminiumlegierungen:
Das WIG-Schweißen ist in der Lage, hochwertige Aluminiumlegierungen wie Aluminium der Serien 5 und 7 für die Luft- und Raumfahrt zu schweißen. Diese Aluminiumlegierungen stellen extrem hohe Anforderungen an die Schweißqualität, und das WIG-Schweißen ist in der Lage, diese Anforderungen mit seiner präzisen Lichtbogenregelung und seiner guten Schweißnahtformbarkeit zu erfüllen.
Für das Schweißen von Luftfahrtaluminium der Serien 5 und 7 ist es in der Regel erforderlich, den Wechselstrommodus (AC) zu verwenden und ihn in Kombination mit Helium zu verwenden, um bessere Schweißergebnisse zu erzielen.
Kleine Wärmeeinflusszone:
Die Wärmeeinflusszone beim WIG-Schweißen ist mit nur ca. 1,2 mm klein. Im Gegensatz dazuMIG-Schweißnähte haben eine größere Wärmeeinflusszone, die 3,5 mm erreichen kann. Die kleinere Wärmeeinflusszone trägt dazu bei, die Auswirkungen des Schweißens auf die Eigenschaften des Grundmetalls zu verringern und die Festigkeit und Zähigkeit der Aluminiumlegierung zu erhalten.
Kathodische Reinigung:
Das WIG-Schweißen hat eine kathodische Reinigungswirkung, mit der der Oxidfilm und Verunreinigungen auf demOberfläche der Aluminiumlegierung und verbessern Sie die Qualität der Schweißnaht.
2. Einschränkungen des MIG-Schweißens auf Aluminium
Probleme mit dem Drahtvorschubsystem:
MIG-Schweißen Beim Schweißen von Aluminiumlegierungen ist das Drahtvorschubsystem anfällig für das Problem festsitzender Aluminiumdrähte. Dies ist hauptsächlich auf den niedrigen Schmelzpunkt und die gute Fließfähigkeit der Aluminiumlegierung zurückzuführen, die leicht zu einem Verklemmen des Drahtvorschubrads bei Aluminium oder Draht führen kann. Um dieses Problem zu lösen, ist oft eine spezielle U-Nut-Vorschubscheibe erforderlich.
Stomatale Probleme:
WannMIG schweißt Aluminiumlegierungen, neigt man dazu, Porosität in den Schweißnähten zu bilden. Dies ist hauptsächlich auf die hohe Löslichkeit der Aluminiumlegierung gegenüber Wasserstoff zurückzuführen, und Wasserstoff kann während des Schweißvorgangs leicht in die Schweißnaht eindringen. Um die Bildung von Porosität zu reduzieren, ist nach dem Schweißen häufig ein Kugelstrahlen erforderlich.
Wie wirkt sich der Schweißprozess auf die Metallauswahl aus?
1. WIG-Schweißen (Gas-Wolfram-Schweißen - GTAW)
- Metallart:Der größte Vorteil des WIG-Schweißens besteht darin, dass eine Vielzahl von Metallen geschweißt werden kannund Legierungen, einschließlich Edelstahl, Nickellegierungen, Titan, Aluminium, Magnesium, Kupfer usw. Sein konzentrierter Lichtbogen und der kontrollierbare Wärmeeintrag machen ihn ideal zum Schweißen von dünnen Blechen und Metallen mit hohem Schmelzpunkt. Bei reaktiven Metallen (z.B. Aluminium, Magnesium) und deren Legierungen kann das WIG-Schweißen durch den Schutzgasschutz (z.B. Argon) die Oxidation wirksam verhindern und die Qualität der Schweißnaht sicherstellen.
- Begrenzungen:WährendDas WIG-Schweißen hat ein breites Anwendungsspektrum, kann es für die Großserienproduktion und das Schweißen von dicken Blechen weniger effizient sein.
2. MIG-Schweißen (Metall-Lichtbogen-Gasschweißen - MSG)
- Metall-Typ:Das MIG-Schweißen eignet sich für Metalle wie Edelstahl, Aluminium, Magnesium, Kupfer usw.. Ähnlich wie beim WIG-Schweißen wird das MIG-Schweißen mit einem Inertgas wie Argon oder einem Reaktionsgas wie Kohlendioxid oder einem Gasgemisch geschützt. Für Schweißnähte, die höhere Schweißgeschwindigkeiten und einen größeren Einbrand erfordern, ist das MIG-Schweißen die geeignetere Wahl.
- Begrenzungen: MIG-Schweißen stellt hohe Anforderungen an die Schweißumgebung, und es ist notwendig, die Gasschutzwirkung zu gewährleisten und eine Oxidation der Schweißnaht zu vermeiden.

Zusammenfassung
Zwischen dem WIG-Schweißen und dem MIG-Schweißen gibt es deutliche Unterschiede in Bezug auf die Schweißprinzipien, Betriebseigenschaften, Anwendungsbereiche, Zusammensetzung der Ausrüstung, Schweißqualität und Aussehen.WIG-Schweißen ist in der Luft- und Raumfahrt weit verbreitet, der Nuklearindustrie und anderen Bereichen aufgrund ihrer hochwertigen Schweißnähte und feinen Betriebseigenschaften;während das MIG-Schweißen im Automobilbau eine wichtige Stellung einnimmt, Stahlkonstruktionsbau und andere Bereiche aufgrund seiner Hochgeschwindigkeitsschweißfähigkeiten und einfachen Bedienungseigenschaften. In der Praxis sollte das geeignete Schweißverfahren entsprechend den spezifischen Bedürfnissen und Materialeigenschaften ausgewählt werden.
Verzichtserklärung
Der Inhalt dieser Seite dient nur zu Informationszwecken.LS-SerieEs werden keine ausdrücklichen oder stillschweigenden Zusicherungen oder Gewährleistungen jeglicher Art hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen gegeben. Daraus sollte nicht geschlossen werden, dass die Leistungsparameter, geometrischen Toleranzen, spezifischen Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung, die der Drittanbieter oder Hersteller über das Longsheng-Netzwerk bereitstellt. Dies liegt in der Verantwortung des KäufersFordern Sie ein Angebot für Teile anum die spezifischen Anforderungen für diese Teile zu ermitteln.BitteKontaktieren Sie unsErfahren Sie mehrEFOrmation.
LS Team
LS ist ein branchenführendes UnternehmenFokus auf kundenspezifische Fertigungslösungen. Mit über 20 Jahren Erfahrung im Dienste von mehr als 5.000 Kunden konzentrieren wir uns auf hohe PräzisionCNC-Bearbeitung,Blechbearbeitung,3D-Druck,Spritzgießen,Stanzen von Metall,und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit mehr als 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten Kunden in mehr als 150 Ländern auf der ganzen Welt schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Egal, ob es sich um Kleinserienproduktion oder Massenanpassung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. wählenLS-TechnologieEs bedeutet, sich für Effizienz, Qualität und Professionalität zu entscheiden.
Um mehr zu erfahren, besuchen Sie bitte unsere Website:www.lsrpf.com
Häufig gestellte Fragen
1.Welches Schweißverfahren ist das stärkste?
Die Stärke des Schweißens hängt von vielen Faktoren ab, darunter Schweißmaterialien, Schweißverfahren, Schweißerfähigkeiten und Schweißumgebung. Unter den gängigen Schweißverfahren können WIG (Wolfram-Inertgas-Schweißen) und MIG (Metallisches Inertgasschweißen) eine hohe Schweißfestigkeit bieten. Es gibt jedoch keine absolute Antwort darauf, welches Schweißverfahren stärker ist, da jedes Verfahren seine anwendbaren Szenarien und Vorteile hat. Das WIG-Schweißen ist oft beliebter, wenn hochpräzise und qualitativ hochwertige Schweißnähte erforderlich sind. Das MIG-Schweißen kann besser geeignet sein, wenn eine hohe Effizienz und eine Großserienproduktion erforderlich sind. Daher sollte die Wahl des Schweißverfahrens entsprechend den spezifischen Bedürfnissen und Bedingungen bestimmt werden.
2.Was ist der Unterschied zwischen WIG-Schweißen und MIG-Schweißen?
Das WIG-Schweißen und das MIG-Schweißen unterscheiden sich in vielen Aspekten. Zunächst wird beim WIG-Schweißen Wolfram als Elektrode verwendet und das Schmelzbad durch Schutzgas geschützt. Es eignet sich zum Schweißen dünner Bleche und empfindlicher Teile und erfordert hohe Bedienungsfähigkeiten; während beim MIG-Schweißen ein kontinuierlich zugeführter schmelzbarer Schweißdraht als Elektrode verwendet wird und unter dem Schutz von Schutzgas oder Aktivgas geschweißt wird. Er eignet sich zum Schweißen von dicken Blechen und großen Teilen und ist relativ einfach zu bedienen. Zweitens wird das WIG-Schweißen häufig zum Schweißen von hochleitfähigen Materialien wie Edelstahl und Aluminiumlegierungen verwendet, während das MIG-Schweißen häufig beim Schweißen von Materialien wie Kohlenstoffstahl und legiertem Stahl verwendet wird. Schließlich umfasst die Ausrüstung der WIG-Schweißmaschine eine Schweißstromversorgung, ein Steuergerät, eine Schweißpistole, ein Gasversorgungssystem und ein Kühlsystem (kann für das Hochleistungsschweißen erforderlich sein); Die Ausrüstung der MIG-Schweißmaschine umfasst hauptsächlich die Schweißstromversorgung, den Drahtvorschubmechanismus, die Schweißpistole und das Gasversorgungssystem.
3. Können Sie WIG-Schweißen ohne Gas durchführen?
Nein. Beim WIG-Schweißen wird Inertgas (z. B. Argon) verwendet, um das Schmelzbad vor schädlichen Gasen wie Sauerstoff und Stickstoff in der Luft zu schützen. Ohne Gasschutz wird das Schmelzbad der Luft ausgesetzt, was zu Defekten wie Porosität und Oxidation in der Schweißnaht führt, was die Schweißqualität ernsthaft beeinträchtigt. Daher müssen Sie beim WIG-Schweißen für eine stabile Gasversorgung sorgen.
4.Was ist der Zweck des WIG-Schweißgeräts?
Der Hauptzweck des WIG-Schweißgeräts besteht darin, hochpräzise und qualitativ hochwertige Schweißarbeiten durchzuführen. Es eignet sich zum Schweißen von hochleitfähigen Materialien wie Edelstahl, Aluminiumlegierungen, Titanlegierungen und für Situationen, in denen Form und Größe der Schweißnaht genau kontrolliert werden müssen. Das WIG-Schweißgerät bietet einen stabilen Lichtbogen und eine präzise Steuerung der Schweißparameter, sodass Schweißer Schweißaufgaben mit verschiedenen komplexen Formen problemlos ausführen können. Gleichzeitig zeichnet sich das WIG-Schweißgerät durch einen flexiblen Betrieb und eine starke Anpassungsfähigkeit aus und wird häufig in der Luft- und Raumfahrt, in der Nuklearindustrie, im Präzisionsinstrumentenbau und in anderen Bereichen eingesetzt.
Ressource
WIG-Schweißen (Gas-Wolfram-Lichtbogenschweißen)
MIG-Schweißen (Metall-Lichtbogen-Gasschweißen)


