

Milling هي تقنية معالجة رئيسية يمكنها إنشاء مجموعة متنوعة من الأشكال وهي مناسبة لمجموعة متنوعة من المواد. طريقة تشغيلها هي إزالة المواد الزائدة من الجزء. في الطحن ، الخيار بين طحن الوجه والطحن المحيطي له تأثير كبير على كفاءة العملية. بعد ذلك ، سوف نتحدث بالتفصيل عن الاختلافات بين هاتين طريقتين للمعالجة لمساعدتك في اختيار عملية الطحن الأنسب وفقًا لاحتياجات المعالجة الخاصة بك.
ما هو طحن الوجه؟
طحن الوجه عبارة عن عملية طحن تستخدم الحافة المتطورة للوجه النهائي لتجهيز الطحن لمعالجة مستوى العمل. في الإنتاج الفعلي ، يتم استخدامه بشكل أساسي لمعالجة الطائرات الأكبر مثل الجدش الماكينة للأدوات واللوحات المسطحة والقواعد. طحن الوجه له ميزة واضحة أن قوة القطع تنتقل في الغالب على طول الاتجاه المحوري. سواء كان ذلك خشنًا فعالًا أو تشطيبًا جيدًا ، يمكنه القيام بذلك.
الميزات الرئيسية لطحن الوجه
- نوع الأداة: تستخدم طحن الوجه (تسمى أيضًا Milling end of end) قرص القاطع.
- طريقة القطع: يتم إجراء القطع الرئيسي بواسطة حافة طلقة الوجه. هذه الطريقة مناسبة بشكل خاص لمعالجة الطائرات الكبيرة.
- مزايا المعالجة: إنه يزيل المواد بسرعة ويمكنه معالجة سطح قطعة العمل بسرعة شديدة.
- Applicable materials: A variety of materials such as steel, cast iron, aluminum alloy, and composite materials can be معالجة.
كيف يعمل طحن الوجه؟
يتم تحقيق مبدأ العمل في طحن الوجه عن طريق التناوب والتغذية لحركة قاطع الطحن . عندما تدور قاطع الطحن ، تبدأ حافة قطع الوجه النهائية في قطع قطعة العمل ، مما يؤدي إلى إزالة المادة الزائدة شيئًا فشيئًا ، وبالتالي تشكيل سطح أملس.
سير العمل الأساسي لطحن الوجه
- تثبيت الأداة: قم بتثبيت قاطع طحن الوجه على مغزل آلة الطحن أو مركز الآلات ، وتأكد من تثبيت الأداة بحزم ولا تهتز عند الدوران.
- تثبيت الشغل: تشوش الشغل المراد معالجته بحزم على طاولة العمل لضمان عدم تحرك الشغل أثناء المعالجة ، وذلك لضمان دقة المعالجة.
- حركة القطع: ①spindle دوران (حركة القطع): يدور قاطع الطحن بسرعة عالية ، ويبدأ الشفرة في النهاية في قطع قطعة العمل. ② حركة الأعلاف (حركة محور x/y/z): تتحرك قطعة العمل أو الأداة على طول مسار محدد مسبقًا ، وتغطي السطح بأكمله ببطء.
- تشكيل الرقاقة: عندما تقطع الشفرة مادة الشغل ، يتم إنشاء الرقائق ، ويتم تفريغ هذه الرقائق من منطقة المعالجة.
- تشكيل السطح: من خلال معالجة مسارات الأدوات المتعددة ، أو طحن ناعم آخر ، يمكن الحصول على سطح معالجة مسطح و
method الوصف سيناريوهات قابلة للتطبيق طحن الوجه المتماثل مركز الأدوات متماثل في الشغل ، وقوة القطع متوازنة معالجة الطائرة القياسية طحن الوجه غير المتماثل الأداة متحيزة لجانب واحد لتقليل الاهتزاز معالجة قطع العمل ذات الصلابة الضعيفة تسلق الطحن اتجاه القطع هو نفسه اتجاه التغذية ، وجودة السطح أفضل التشطيب الطحن التقليدي اتجاه القطع معاكس لاتجاه التغذية ، وارتداء الأداة أقل المعالجة الخشنة أو معالجة المواد الصلبة ما هو الطحن المحيطي؟
الطحن المحيطي عبارة عن عملية طحن تستخدم حافة القطع المحيطية لأداء المعالجة الكنتورية أو الجانبية على قطعة العمل. على عكس طحن الوجه ، يعتمد الطحن المحيطي بشكل أساسي على حافة محيط الأداة الخارجي لإزالة المواد ، وهو مناسب لمعالجة الأخاديد والخطوات والملامح المعقدة والميزات الأخرى.
الميزات الرئيسية للطحن المحيطي
- نوع الأداة: استخدم مطاحن النهاية ، قواطع الطحن الأسطوانية ، وما إلى ذلك ، ويتم توزيع حواف القطع على محيط الأداة.
- طريقة القطع: تؤدي حافة القطع المحيطية القطع الرئيسية ، وهي مناسبة لمعالجة الجدار الكنتوري والجانب.
- مزايا المعالجة: يمكن الحصول على ملامح عالية الدقة وجودة سطح ممتازة (RA 0.4 ~ 1.6μm).
- المواد القابلة للتطبيق: الصلب ، سبيكة الألومنيوم ، سبيكة التيتانيوم ، مواد مركبة ، إلخ.
كيف يعمل الطحن المحيطي؟
يستخدم الطحن المحيطي الدوران وحركة التغذية لحافة قاطع الطحن محيطي لإزالة المواد العاملة تدريجياً لتشكيل المحتوى المطلوب أو الحاجز.
عملية العمل الأساسية للطحن المحيطي
-
تثبيت الأدوات: يتم تثبيت مطحنة النهاية على مغزل من تثبيت الشغل: يتم تثبيت قطعة العمل بحزم على طاولة العمل لمنع الاهتزاز أو النزوح أثناء المعالجة. - حركة القطع: ①spindle دوران (حركة القطع): يدور قاطع الطحن بسرعة عالية ويقطع حافة القطع المحيطة الشغل.
- تشكيل الرقاقة: الحافة المحيطية تقطع المواد باستمرار ويتم تفريغ الرقائق على طول الأخدود الحلزوني للأداة.
- تكوين الكنتور: يتم الحصول على الشكل والحجم المطلوب في النهاية عن طريق التحكم بدقة في مسار الأداة.

الطريقة الوصف سيناريوهات قابلة للتطبيق تسلق الطحن اتجاه القطع هو نفسه اتجاه التغذية ، وجودة السطح أفضل. التشطيب ، حظرات عالية الدقة الطحن التقليدي اتجاه القطع معاكس لاتجاه التغذية ، والمعالجة أكثر استقرارًا. المعالجة الخشنة ، قطع العمل مع صلابة غير كافية طحن الدائرة الكاملة يشارك محيط الأداة بالكامل في القطع ، والكفاءة عالية. أخدود عميق ومعالجة التجويف طحن محيط جزئي
جزء فقط من الحافة المحيطية متورطة في القطع ، وقوة القطع صغيرة الأجزاء الرقيقة الجدران ، ملامح الدقة طحن الوجه مقابل الطحن المحيطي: ما الفرق؟
فيما يلي مقارنة مفصلة لطحن الوجه والطحن المحيط في ست مناطق رئيسية :
① الفرق في اتجاه الأداة
الميزات طحن الوجه الطحن المحيطي اتجاه المغزل محور الأدوات عموديًا على سطح الآلات محور الأدوات الموازي لسطح الآلات اتجاه قوة القطع القوة المحورية الرئيسية (اتجاه z) القوة الشعاعية الرئيسية (الاتجاه x/y) clamping النموذجي clamping verhang Short (الاستقرار العالي) clamping long verhang (يجب النظر في الصلابة) الوصف الفني:
يمكن أن تتسبب القوة الشعاعية للطحن المحيطي بسهولة في انحراف الأدوات ، ويحتاج حامل الأداة المعزز (مثل حامل الأداة الهيدروليكية) ؛ القوة المحورية لطحن الوجه لها حمولة أكثر اتساقًا على قديد دليل الماكينة.② آلية إزالة المواد
الميزات طحن الوجه الطحن المحيطي طريقة الإزالة مساحة كبيرة متزامنة القطع التدريجي (عمق القطع الرقيقة والمسارات المتعددة) شكل رقاقة رقائق مكسورة قصيرة (سهلة الإزالة) رقائق حلزونية طويلة (سهلة التشابك) مقارنة الكفاءة يمكن أن يصل معدل إزالة المواد إلى 300 سم مكعب/دقيقة إزالة المواد المنخفضة لكل وحدة زمنية بيانات الحالة:
عند معالجة 45# الصلب ، فإن معدل إزالة المعادن من قاطع طحن الوجه φ50 مم (8 شفرات) هو 4-6 أضعاف قاطع الطحن φ20mm (4 شفرات).③ سيناريوهات التطبيق النموذجية
نوع التطبيق طحن الوجه الطحن المحيطي الحقول الرئيسية دليل الأدوات الجهاز/كتلة أسطوانة المحرك تجويف القالب/الأجزاء الهيكلية للطيران معالجة الميزات طائرة كبيرة/سطح الوجه/الخطوة الأخدود العميق/الأجزاء المنحنية المعقدة/الجدران الرقيقة متطلبات الدقة it8-it9 (تسطيح مرتفع) it7-it8 (دقة كفاف عالية) توزيع الصناعة:
تمثل مواجهة الطحن 60 ٪ في صناعة السيارات مقابل 70 ٪ في صناعة القوالب.④ قدرة المعالجة السطحية
Parameters طحن الوجه الطحن المحيطي خشونة السطح ra 0.8-3.2μm RA 0.4-1.6μm (يمكن أن تصل الطحن الدقيق إلى 0.2μm) خصائص الملمس نسيج متقاطع (علامات أداة تداخل) نسيج قوس منتظم (محدد بواسطة مسار الأداة) العلاج اللاحق غالبًا يمكن استخدامها مباشرة البيانات المقاسة:
عند استخدام قاطع طحن كرة φ12mm للتشطيب ، يمكن أن يحقق الطحن المحيطي تأثير مرآة 0.2 ميكرومتر.⑤ ارتداء الأدوات وإعدادها
Project طحن الوجه الطحن المحيطي ارتداء أجزاء ارتداء هلال نصيحة الأداة ارتداء الحدود من جناح الشفرة المحيطية تغيير الأداة المعيار منطقة المعالجة لكل شفرة 2-5M² طول المعالجة حتى 300-500M متطلبات إعداد الأدوات مطلوب فقط إعداد الأدوات المحورية مطلوب إعداد تعويض شعاعي دقيق نصائح الصيانة:
يوصى بالتحقق من الجريان الشعاعي لأدوات الطحن المحيطي كل 50 ساعة معالجة (يجب أن تكون <0.01 مم).⑥ اختلافات تصميم الأدوات
عناصر التصميم أداة طحن الوجه أداة الطحن المحيطي Blade Structure شفرة مستقيمة/ممسحة شفرة حلزونية (30 درجة -45 درجة الزاوية) اختيار المواد carbide المغلفة المغلفة (مقاوم للدرجات عالية) carbide fltrafine tsmented (anti-chiping) تصميم مبتكر هيكل تخفيض الاهتزاز/رأس القاطع المعياري زاوية الحلزون المتغيرة/الملعب غير المتكافئ تقنية Frontier:
أحدث قاطع الطحن المحيطي يتبنى طحن وتكوين محاور 5 محاور لتحقيق دقة ملف تعريف متطورة من ± 2μm ؛ طور قاطع طحن الوجه شفرة من السيراميك مع فتحات زيت التبريد الداخلية.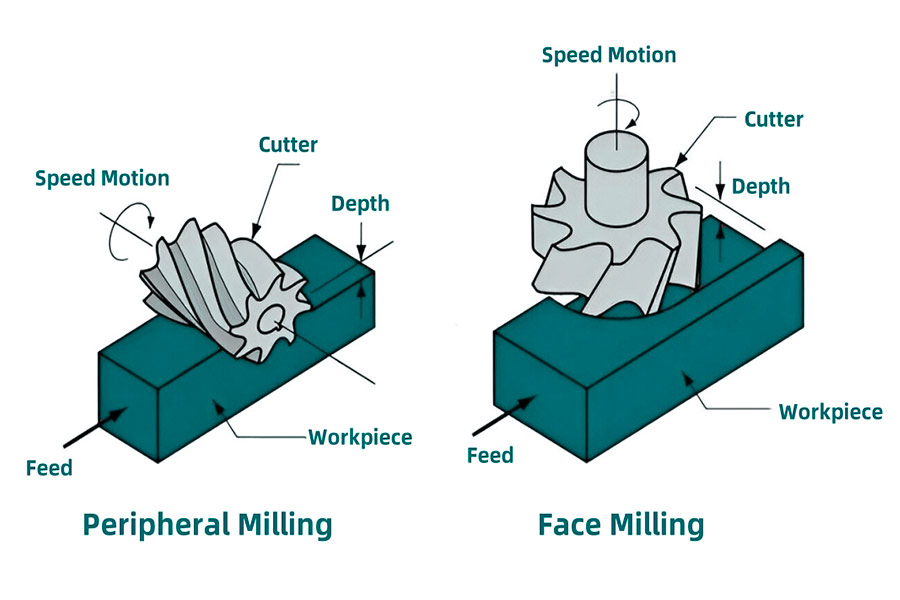
متى يتم اختيار طحن الوجه؟
تساعدنا النقاط التالية على فهم متى نختار طحن الوجه . بعد ذلك ، سنناقش هذه الجوانب بالتفصيل.
1. الحل المفضل لآلات الطائرة
عندما يتعلق الأمر بإنشاء طائرات عالية الدقة ، يوفر طحن الوجه مزايا تكنولوجية لا يمكن الاستغناء عنها . الطبيعة العمودية لمحور الأداة على السطح المطبخ تجعلها مناسبة بشكل خاص للتعامل مع المعادن الكبيرة من الصفائح المعدنية وقطع العمل. من خلال القطع التعاوني للأدوات متعددة الحواف ، يمكن القضاء على عدم وجود سطح الشغل بشكل فعال ، ويمكن أن تصل دقة الآلات المعتادة إلى تسطيح 0.02 مم/م. تعتبر طريقة المعالجة هذه بارزة بشكل خاص في تصنيع المكونات الرئيسية للمكونات الرئيسية مثل أداة الماكينة توجيه أسطح السكك الحديدية وكتل الصمامات الهيدروليكية.
يقدم
2. قدرة إزالة المواد الفعالةطحن الوجه مزايا مهمة من حيث معدل إزالة المواد (MRR) بسبب هندسة القطع الفريدة:
- يمكن أن تكون منطقة التلامس أكبر من 3-5 مرات من مساحة الطحن المحيطي
- المعلمات الخشنة النموذجية: العمق المحوري لقطع 3-5 مم ، العمق الشعاعي لخفض 50-80 ٪ من قطر الأداة
- يمكن أن يصل معدل إزالة المعادن في معالجة الحديد الزهر إلى 800 سم/دقيقة
هذه الكفاءة العالية تجعلها مثالية لإلقاء التنظيف الفارغ ، محاذاة اللحام والعمليات الخشنة ، وضع الأساس للتشطيب اللاحق.
3. تنفيذ عملية بسيطة
تنعكس بساطة عملية طحن الوجه في:
-
يتطلب تحديد المواقع التثبيت فقط أن تكون الأداة عموديًا على سطح قطعة العمل
- لا يلزم ضبط الزاوية المعقدة
- الوقت النموذجي أقصر بنسبة 40 ٪ من طحن المحيط
- يضمن التآزر متعدد الحواف التوحيد عبر السطح المشغل بأكمله
- يحقق تصميم إدراج المساحات الاختياري RA0.8μm إنهاء
- تعمل القوام المتقاطع على تحسين أداء الحمل السطحي
- طورت تقنية طحن الوجه الحديثة مجموعة متنوعة من التطبيقات المتقدمة:
- طحن العلف العالي (HFR): معدلات التغذية تصل إلى 3000 مم/دقيقة
- عمق متغير للطحن المقطوع: يقوم تلقائيًا بضبط عمق القطع للتعويض عن تشوه الشغل
- طحن الوجه الذكي: مراقبة الاهتزاز المتكاملة تعمل على تحسين المعلمات في الوقت الحقيقي
هذه الميزة مناسبة بشكل خاص لسيناريوهات الإنتاج الضخم ، مثل الآلات المسطحة لكتل محرك السيارات ، والتي يمكن أن تحسن بشكل كبير من كفاءة وقت الدورة لخط الإنتاج.
4. اتساق سطح ممتاز
فوائد مراقبة جودة السطح لطحن الوجه:
هذه الخاصية ذات قيمة خاصة في تصنيع قطع العمل التي تتطلب خصائص سطح موحدة ، مثل الأطباق المسطحة الدقيقة والجداول البصرية.
التطبيق الموسع للتكنولوجيا
اقتراحات للاختيار:
يجب إعطاء الأولوية لطحن الوجه عندما تلبي احتياجات الآلات الخاصة بك من ثلاثة من الخصائص التالية :
(1) ميزة المعالجة الرئيسية
يكون RA1.6 أو أعلى من
ملاحظة: بالنسبة للآلات الدقيقة للغاية (RA <0.4μm) ، يوصى باستخدام مخطط العملية المركب لطحن الطحن الخشن والطحن المحيط.

عند اختيار الطحن المحيطي؟
في حقل المعالجة الميكانيكية ، من المهم للغاية معرفة وقت استخدام عملية الطحن المحيطي. سوف يستكشف ما يلي العوامل المؤثرة ذات الصلة في العمق.
1.significal المزايا في معالجة الكنتور المعقدة
الطحن المحيطي مناسب بشكل خاص لمهام المعالجة المعقدة للمحافظة ، ويمكن أن ينتج عن نتائج معالجة عالية الحفر وحواف دقيقة. تستخدم أدائها طريقة القطع الدائرية ، عادة بزاوية 180 درجة على سطح الجزء المعدني. هذه زاوية القطع الفريدة تجلب دقة ودقة أعلى لمعالجة الأجزاء المعقدة ، وتلعب دورًا مهمًا في العديد من سيناريوهات التطبيق مثل قطع التروس وطحن الخيوط.
2. المعالجة الفعالة للأخاديد العميقة والخطوط المعقدة

 الأسئلة الشائعة
الأسئلة الشائعة