Литье металла — это процесс, при котором металл выплавляется в жидкость, отвечающую определенным требованиям, заливается в форму, а затем охлаждается, затвердевает и очищается для получения отливки заданной формы, размера и характеристик. Являясь одним из основных процессов в современном машиностроении, этот процесс имеет долгую историю и широкое применение. С непрерывным развитием науки и техники процессы литья металлов постепенно развивались в различные типы в соответствии с различными потребностями. Целью этой статьи является глубокое изучение различных типов литья металлов, раскрытие принципов процесса, технических характеристик и применимых сценариев, стоящих за ними, а также открытие читателям двери к тайнам обработки металлов давлением.
Что такое литье металла?
Литье металла – это производственный процесс. Это включает в себя заливку расплавленного металла в формы для создания трехмерных металлических деталей. Форма содержит полости нужной геометрии, а расплавленный металл охлаждается, образуя затвердевшую деталь.
Слово «литье» также относится к деталям, изготовленным в процессе литья, который насчитывает 6000 лет. Исторически процессы литья использовались для создания сложных и крупных деталей, изготовление которых с использованием других производственных процессов было бы сложно или дорого.
Литье — лучший выбор для изделий сложной геометрии. потому что это более рентабельно и процесс проще по сравнению, например, с Обработка с ЧПУ. Но литье также широко используется для изготовления простейших форм из-за быстрого времени обработки и больших производственных возможностей. Сегодня использование литых изделий настолько широко распространено, что в какой бы среде вы ни находились, избежать использования литых изделий невозможно. Некоторые примеры литых металлических изделий включают блоки двигателей, пожарные гидранты, электродвигатели, инструменты, светофоры, люки, трубы, клапаны и различные фитинги.
Каковы основные виды литья металлов?
Основные виды литья металлов включают литье в песчаные формы, литье под давлением, литье по выплавляемым моделям, непрерывное литье, литье по выплавляемым моделям, литье в обечайки, литье под давлением, литье под вакуумом, гравитационное литье, литье под высоким давлением, литье под низким давлением и центробежное литье. Далее давайте узнаем больше об этих типах приведения:
1. Литье в песок
Литье в песчаные формы — это универсальный процесс литья, который можно использовать для отливки любого металлического сплава. , будь то черные или цветные металлы. Он широко используется в массовом производстве на промышленных объектах, таких как автомобильные металлические детали, такие как блоки двигателей, головки цилиндров, коленчатые валы и т. д.
В этом процессе используются формы, изготовленные из материалов на основе кремния, таких как естественно связанный песок или синтетический песок, для создания гладкой поверхности формы. Поверхность формы состоит из двух частей: верхней формы (верхняя часть) и нижней формы (нижняя часть). Разливочный стакан используется для заливки расплавленного металла в форму, где он затвердевает, придавая окончательную форму. Наконец, излишки металла обрезаются, чтобы получить готовое металлическое изделие.
Плюсы и минусы литья в песок:
| Плюсы | Минусы |
| Экономическая эффективность для небольших партий : идеально подходит для производства с низким и средним объемом, поскольку он относительно дешев по сравнению с другими типами литья. | Меньшая точность размеров : детали имеют меньшую точность размеров и более грубую поверхность, чем другие типы литья. Зачастую это требует дополнительной механической обработки. |
| Гибкие возможности проектирования: возможность изготовления различных форм и размеров: от очень мелких деталей до крупных компонентов. | Большие отходы материала. Поскольку песчаные формы нельзя использовать повторно, они приводят к более высоким потерям материала по сравнению с другими методами литья. |
| Универсальность материалов : отливает практически любой металлический сплав. | Риски пористости . Отливки подвержены более высокому риску образования пористости, которая может повлиять на механические свойства. |
| Простая установка и оборудование : не требует такого большого количества оборудования и дешевле, чем другие методы литья, что делает его более доступным для мелкомасштабных операций. | Требования к постобработке : Для достижения желаемого результата может потребоваться обширная финишная обработка, такая как шлифовка и механическая обработка. |
| Идеальные отливки для крупных деталей : особенно подходят для изготовления крупных деталей, изготовление которых другими методами литья было бы затруднительно или дорого. | Удлинение времени цикла. Производственный цикл можно продлить, если процесс медленнее, особенно при подготовке и сушке форм. |
Применение: Широко используется в автомобилестроении, машиностроении, судостроении, строительстве и других отраслях промышленности для изготовления различных крупногабаритных и сложных форм отливок.
2. Кастинг
Хотя литье в песчаные формы позволяет плавить сплавы с более высокими температурами плавления, вы можете использовать литье под давлением для придания формы металлам с более низкими температурами плавления. После превращения материала из твердого состояния в горячую расплавленную жидкость его можно впрыскивать в долговечную форму для литья под давлением из закаленной стали. Эти инструменты состоят из полости, стержня и иногда вставки. В отличие от литья пластмасс под давлением, обработка боковых элементов после отливки иногда более осуществима, чем использование боковых воздействий. Литье под давлением началось в 19 веке.
С момента его появления в производственном мире для вашего использования были разработаны два типа программ. Первая представляет собой горячую камеру со встроенной в машину печью для плавления материала. Если вы используете процесс с холодной камерой, во второй процедуре вы плавите материал в отдельной печи, а затем перемещаете расплавленный материал в камеру впрыска. Вы можете внедрить литье под давлением для крупносерийного производства аэрокосмических и автомобильных деталей, а также игрушек, мебели и электроники. Литье под давлением осуществляется через основные услуги Longsheng, а котировки могут создаваться с помощью механизма мгновенных котировок.
Плюсы и минусы литья под давлением:
| Плюсы | Минусы |
|---|---|
| Высокая производительность: идеально подходит для крупномасштабного производства с коротким циклом. | Высокие первоначальные затраты. Машины и формы для литья под давлением дороги, поэтому они неэкономичны для небольших производственных партий. |
| Высокая точность размеров. Производит высокоточные и однородные детали, часто уменьшая или устраняя необходимость в дополнительной механической обработке. | Ограниченные варианты материалов: в основном для цветных металлов, таких как алюминий, магний и цинк. Из-за высокой температуры плавления черные металлы используются реже. |
| Хорошая обработка поверхности: большинство деталей имеют гладкую, закругленную поверхность, требующую лишь незначительной отделки. | Воздушные карманы и структурная целостность. Детали могут иметь небольшие воздушные карманы (пористость), которые могут повлиять на качество поверхности. |
| Проектирование сложных деталей: позволяет создавать и изготавливать сложные формы, сложные формы и сложные детали. | Литье под давлением ограничено деталями с более тонкими стенками. Хотя оно позволяет производить детали сложной формы, оно обычно не подходит для деталей с очень толстыми стенками. |
| Автоматизированный процесс: может снизить трудозатраты, повысить согласованность и повторяемость, а также может быть высокоавтоматизирован. | Термическая усталость штампов. Многократный нагрев и охлаждение могут вызвать термическую усталость. Это может сократить срок службы штампов. |
| Минимальные отходы: эффективное использование материалов с возможностью переработки излишков или отходов. | Ограничения по размеру: лучше всего подходит для компонентов меньшего и среднего размера. Более крупные детали сложнее изготовить, а также они дороже. |
Применение: В основном используется для производства отливок из цветных металлов, таких как алюминиевые сплавы, цинковые сплавы, магниевые сплавы и т. д., которые широко используются в автомобилях, электронике, средствах связи, медицинском оборудовании и других областях.
3. Литье по выплавляемым моделям
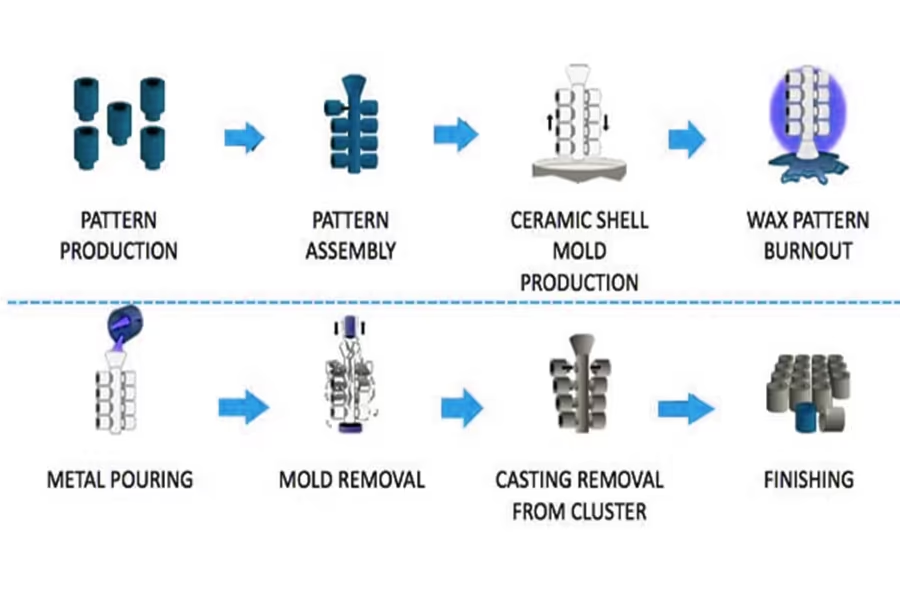
Литье по выплавляемым моделям, также известное как литье по выплавляемым моделям. , использует одноразовую восковую модель, покрытую керамическим материалом, который затвердевает, принимая форму отливки. Первым шагом в этом процессе литья является создание восковой модели, обычно изготовленной из воска или пластика. Поскольку этот процесс требует точных измерений, многочисленные пробы и ошибки делают литье по выплавляемым моделям дорогостоящим производственным процессом. Воск заливают в форму, осторожно удаляют, а затем покрывают клеем или огнеупорным материалом, образуя толстую оболочку. Кроме того, на главных воротах собираются несколько моделей. После затвердевания скорлупы модель переворачивают и нагревают в духовке, чтобы удалить воск. Расплавленный металл выливается в оставшуюся оболочку и затвердевает, принимая форму восковой формы. Кроме того, огнеупорная оболочка отламывается, обнажая готовую отливку. Этот процесс литья обычно используется для изготовления компонентов электростанций, автомобилей и аэрокосмической промышленности.
Плюсы и минусы литья по выплавляемым моделям:
| Плюсы | Минусы |
| Высокая точность и точность: производство деталей с превосходным качеством обработки поверхности и точностью размеров снижает потребность во вторичных операциях механической обработки. | Более высокая стоимость : из-за затрат на материалы и рабочую силу, необходимых для создания восковых моделей и керамических форм, литье по выплавляемым моделям стоит дороже, чем другие типы литья. |
| Сложная геометрия : позволяет создавать детали со сложными деталями и сложной геометрией, которые в противном случае могут оказаться затруднительными или невозможными при использовании других методов литья. | Более длительное время выполнения : поскольку этот процесс включает в себя несколько этапов, время его выполнения может быть более значительным по сравнению с другими процессами литья. |
| Универсальные варианты материалов : идеально подходят для производства различных металлов и высокопроизводительных сплавов, таких как литье из нержавеющей стали, литье из других сталей и литье из сплавов на основе никеля. | Ограничения по размеру . Этот метод лучше всего работает с более мелкими деталями; Изготовление более крупных компонентов с использованием этого метода может оказаться сложной и дорогостоящей задачей. |
| Гладкая поверхность : гладкая поверхность требует минимальной обработки поверхности, что экономит время и затраты на постобработку. | Создание восковой модели : для каждой отливки требуется своя собственная восковая модель, что увеличивает время и затраты. |
| Сокращение отходов материала : благодаря своей точности этот процесс обеспечивает минимальные потери материала, что делает его более экологически чистым. | Ограниченная мощность : больше подходит для небольших и средних производственных циклов. |
Применение: подходит для производства небольших деталей сложной формы, требующих высокой точности и трудно поддающихся механической обработке, таких как лопатки турбинных двигателей, компоненты медицинского оборудования и т. д.
4. Центробежное литье
Центробежное литье, также известное как центробежное литье, представляет собой процесс, в котором используется центробежная сила для промышленного производства цилиндрических деталей. При этом типе литья металла используется предварительно нагретая вращающаяся форма, в которую заливают расплавленный металл. Центробежная сила помогает диспергировать расплавленный металл внутри формы под высоким давлением.
Существует три типа центробежного литья: процесс истинного центробежного литья, процесс полуцентробежного литья и процесс вертикального центробежного литья. Полуцентробежное литье отличается от настоящего центробежного литья тем, что для полного заполнения формы используется литник. Однако при истинном центробежном литье расплавленный металл прилипает к бокам из-за непрерывного вращения. Напротив, вертикальное центробежное литье, как следует из названия, использует направленное формование, следуя тому же процессу, что и настоящее центробежное литье.
Обычно центробежное литье дает вращающуюся форму, напоминающую цилиндр. Особенно такие детали, как подшипники, диски сцепления, поршневые кольца и гильзы цилиндров. Кроме того, заливка металла в центр формы помогает уменьшить такие дефекты, как пористость, усадка и воздушные карманы. Однако он работает не со всеми типами металлических сплавов.
Плюсы и минусы центробежного литья:
| Плюсы | Минусы |
|---|---|
| Высокая чистота материала. Центробежные силы перемещают примеси к внутренней поверхности отливок, в результате чего отливки становятся более чистыми и имеют меньше дефектов. | Shape Complexity Limited: лучше всего подходит для цилиндрических форм. Для сравнения: с помощью других методов литья сложно добиться сложной геометрии. |
| Хорошие механические свойства: литые детали высокой плотности имеют превосходные механические свойства. | Ограничения по размеру: более эффективен для деталей малого и среднего размера. Большие отливки сложнее и дороже. |
| Сокращение вторичных операций: требует меньше механической обработки и чистовой обработки, чем другие методы, поскольку качество поверхности и точность размеров в целом хорошие. | Стоимость оборудования. Потребность в специализированном оборудовании для центробежного литья может привести к более высоким первоначальным инвестиционным затратам. |
| Экономичное использование материалов: этот метод экономичен, поскольку позволяет точно контролировать толщину отливки. | Требуемые эксплуатационные навыки: для этого требуются квалифицированные операторы для точного контроля скорости и температуры, что усложняет эксплуатацию. |
| Универсальность материалов: может работать с различными металлами и сплавами. Это обеспечивает большую гибкость материала. | Проблемы безопасности: высокоскоростные вращающиеся формы представляют угрозу безопасности и требуют строгого защитного оборудования. |
Применение: В основном используется для производства цилиндрических отливок, таких как чугунные трубы, гильзы цилиндров и т. д., широко используемых в металлургии, горнодобывающей, транспортной, дренажной и ирригационной технике, авиации, национальной обороне и автомобильной промышленности.
5. Непрерывное литье
Непрерывное литье – это современный метод литья. Его принцип заключается в непрерывной заливке расплавленного металла в специальную металлическую форму, называемую кристаллизатором. Затвердевшие (покрытые коркой) отливки непрерывно разливаются с другого конца кристаллизатора. наружу, а затем вытащите его с одного конца, чтобы получить отливку любой или определенной длины.
Плюсы и минусы непрерывного литья:
| Плюсы | Минусы |
| Чрезвычайно высокая эффективность производства, высокая степень использования металла, однородная структура отливки и хорошие механические свойства. | Он может производить только длинные отливки с неизменным сечением, а область его применения ограничена. |
Применение: В основном используется для производства длинных отливок из стали, железа, медных сплавов, алюминиевых сплавов, магниевых сплавов и т. д. с постоянной формой поперечного сечения, таких как слитки, слябы, стержневые заготовки, трубы и т. д.
6. Литье по выплавляемым моделям
Литье по выплавляемым моделям похоже на литье по выплавляемым моделям, за исключением того, что в качестве модели используется пена вместо воска. После того как модель сформирована, ее покрывают огнеупорной керамикой путем погружения, нанесения покрытия, распыления или нанесения кистью. Затем расплавленный металл разливают в формы для получения желаемого продукта.
| Плюсы | Минусы |
| Отливки отличаются хорошим качеством и невысокой стоимостью; нет ограничений по материалу, подходит для всех размеров; высокая точность размеров, гладкая поверхность; Внутренние дефекты значительно уменьшаются, а структура становится плотной. | Процесс относительно сложен и требует специального оборудования и материалов. |
Применение: Широко используется в автомобилестроении, машиностроении, аэрокосмической, судостроительной и других отраслях промышленности для изготовления отливок различной сложной формы.
7. Литье ракушек
Название «литье в оболочку» относится к процессу, который включает в себя отливку оболочки из кварцевого песка и смолы вокруг нагретой металлической модели. Затем можно снять оболочку и залить в полость расплавленный металл. Вы можете задаться вопросом, почему литье в ракушку предпочтительнее литья в песчаные формы, особенно учитывая, что в некоторых случаях литье в ракушку обходится дороже. Литье в оболочку может дать вам более точные размеры продукта, лучший внешний вид и большие объемы при одновременном сокращении трудозатрат.
| Плюсы | Минусы |
| Высокая точность литья, высокое качество поверхности, плотная внутренняя структура и высокая эффективность производства. | Себестоимость производства корпусных форм высока, а размер пресс-формы ограничен. |
Применение: в основном используется для производства высокоточных и востребованных металлических деталей, таких как лопатки турбин самолетов, блоки автомобильных двигателей, головки цилиндров и т. д.
8. Литье под давлением
Это метод затвердевания и плавного формования жидкого или полутвердого металла под высоким давлением для непосредственного получения заготовок или заготовок. Его преимущества заключаются в высоком коэффициенте использования жидкого металла, упрощенном процессе и стабильном качестве. Это энергосберегающая технология обработки металлов давлением, имеющая потенциальные перспективы применения.
| Плюсы | Минусы |
| Структура отливки плотная, механические свойства высокие; шероховатость поверхности низкая, точность размеров высокая; коэффициент использования жидкого металла высок, а процесс упрощен. | Крупные инвестиции в оборудование и сложный процесс. |
Применение: В основном используется для производства алюминиевых сплавов, цинковых сплавов, медных сплавов и других металлических деталей, широко используемых в автомобилях, аэрокосмической отрасли, электронике и других областях.
9. Вакуумное литье под давлением
Вакуумное литье под давлением — усовершенствованный процесс литья под давлением, который улучшает механические свойства и качество поверхности отливок за счет устранения или значительного уменьшения пор и растворенных газов в отливках за счет откачки газа из полости формы для литья под давлением во время процесса литья под давлением.
| Плюсы | Минусы |
| Устранить или уменьшить поры внутри литья под давлением, улучшить механические свойства и качество поверхности литья под давлением; улучшают условия наполнения и позволяют отливать более тонкие отливки под давлением. | Конструкция уплотнения пресс-формы сложна, изготовление и установка сложны, а стоимость высока. |
Применение: В основном используется для производства отливок с высокими требованиями к качеству поверхности и механическим свойствам, например, деталей аэрокосмической отрасли, прецизионных механических компонентов и т. д.
10. Гравитационное литье под давлением
Этот процесс использует законы физики, с которыми мы сталкиваемся каждый день. При гравитационном литье под давлением вы покрываете полость формы, заливаете туда горячий металл и ждете, пока сила тяжести выполнит свою работу, направляя материал внутрь и вниз, позволяя ему остыть и затвердеть. Независимо от того, выполняется ли этот процесс вручную или автоматически, этот процесс занимает немного больше времени, чем другие, но вы обнаружите, что он относительно дешевле и идеально подходит для создания гладкой поверхности. Это отличный выбор, если вы хотите производить мелкие детали, которые хорошо работают в кухонной утвари, освещении и автомобилях.
| Плюсы | Минусы |
| Отливки имеют плотную структуру и высокие механические свойства; высокая точность размеров и низкая шероховатость поверхности; Производственная среда относительно хорошая, а трудоемкость снижается. | Цикл изготовления металлических форм длительный, а стоимость высокая; форма не пропускает воздух, и необходимо принять меры по выводу газа из полости. |
Применение: Подходит для массового производства отливок из цветных сплавов, таких как алюминиевые и магниевые сплавы сложной формы. Он также подходит для производства отливок и слитков из чугуна и стали.
11. Литье под высоким давлением
Этот метод в полной мере использует преимущества высокого давления, скорости и тепла, что делает его подходящим выбором для любой отрасли, в которой вы работаете. Литье под высоким давлением быстро заливает расплавленный металл в форму при определенных настройках давления и объема, в результате чего получается безупречный, эффективно производимый и легко воспроизводимый продукт. Вам необходимо обратить пристальное внимание на правильные настройки вашей машины, чтобы гарантировать, что формы заполняются, охлаждаются правильно и визуализируются так, как вам нужно. Литье под высоким давлением может использоваться в различных областях применения. , от изготовления игрушек до изготовления деталей для автомобилей или бытовой техники.
| Плюсы | Минусы |
| Высокая эффективность производства, точные размеры отливки и хорошее качество поверхности. | Большие инвестиции в оборудование, высокая стоимость пресс-формы; низкий срок службы формы при литье под давлением сплавов с высокой температурой плавления. |
Применение: В основном используется для производства отливок из цветных металлов, особенно отливок из алюминиевых сплавов, которые широко используются в автомобилях, электронике, связи и других областях.
12. Литье под низким давлением
По сравнению с технологией литья под высоким давлением, при литье под низким давлением для завершения отливки используется относительно низкое давление. и процесс охлаждения расплавленного металла. Этот процесс особенно подходит для производства деталей, требующих большей прочности и долговечности. При литье под низким давлением непрерывный поток металла обеспечивает точную форму детали и равномерное заполнение. Если характеристики детали, которую вы ищете, включают в себя структурную сложность, гладкость поверхности, острые края и контуры, то литье под низким давлением, безусловно, стоит рассмотреть. Однако если у вас есть строгие требования к тонкостенным конструкциям и быстрым производственным циклам, литье под низким давлением может быть не самым подходящим методом. Все еще, литье под низким давлением используется в широком спектре применений. , производя самые разные детали: от формочек для печенья для кухни до колес транспортных средств и головок цилиндров машин.
| Плюсы | Минусы |
| Давление и скорость во время заливки можно регулировать, подходят для различных сплавов и отливок разных размеров; расплавленный металл заливается плавно, без разбрызгивания, что повышает скорость прохождения отливок; Интенсивность труда низкая, условия труда хорошие. | Оборудование относительно сложное, а инвестиции большие. |
Применение: В основном используется для производства отливок из алюминиевых сплавов, магниевых сплавов и других цветных металлов, широко используемых в автомобилях, аэрокосмической отрасли, кораблях и других областях.
Как сравниваются различные типы литья металлов?
Каждый метод литья имеет свои преимущества и недостатки, причем эти методы литья различаются точностью, скоростью, стоимостью, применением и т. д.
| Метод литья | Точность | Скорость | Расходы | Приложение |
| Литье в песок | середина | середина | низкий | Подходит для отливок различных размеров, форм и материалов, особенно крупных и сложных конструкций. |
| Кастинг | высокий | высокий | от среднего до высокого | Автомобильная промышленность, приборостроение, электроника, медицинское оборудование и т. д., подходящие для массового производства. |
| инвестиционный кастинг | очень высокий | от среднего до низкого | выше | Лопасти авиационных двигателей, прецизионные детали и т. д., подходящие для высокоточного литья сложной формы. |
| Непрерывное литье | от среднего до высокого | высокий | от низкого до среднего | Производство стали, чугуна, алюминиевых сплавов и других металлических материалов, особенно подходящих для крупных отливок. |
| Литье по выплавляемым моделям | высокий | середина | середина | Подходит для производства отливок сложной структуры и относительно точных размеров, а тип сплава не ограничен. |
| Литье ракушек | высокий | высокий | от среднего до высокого | Производство высокоточных деталей, таких как крыльчатки авиационных двигателей, гильзы цилиндров автомобильных двигателей и т.д. |
| Сжатие литья под давлением | высокий | от среднего до высокого | от среднего до высокого | Подходит для алюминиевого сплава, цинкового сплава, медного сплава и т. д. и может производить детали сложной формы. |
| Вакуумное литье под давлением | высокий | высокий | выше | Улучшите механические свойства и качество поверхности отливок под давлением, подходит для отливок с высокими требованиями к качеству поверхности и производительности. |
| Гравитационное литье под давлением | середина | от среднего до низкого | от низкого до среднего | Подходит для отливок малых и средних размеров, особенно литья из алюминиевых и магниевых сплавов. |
| Литье под высоким давлением | высокий | высокий | выше | Подходит для производства высококачественных и прецизионных отливок, таких как детали автомобильных двигателей. |
| Литье под низким давлением | высокий | от среднего до высокого | от среднего до высокого | Подходит для традиционных продуктов, таких как головки цилиндров, ступицы колес и рамы цилиндров. |
| Центробежное литье | от среднего до высокого | середина | от низкого до среднего | Производит длинные трубчатые и полые отливки, такие как трубное литье, металлургия, горнодобывающая и другие области. |
Краткое содержание
Основные виды литья металлов включают литье в песчаные формы, литье под давлением, литье по выплавляемым моделям, непрерывное литье, литье по выплавляемым моделям, литье в обечайки, литье под давлением, литье под вакуумом, гравитационное литье, литье под высоким давлением, литье под низким давлением и центробежное литье. Каждый тип имеет свои уникальные преимущества и сферу применения. В практических приложениях для получения качественных отливок подходящий метод литья следует выбирать исходя из конкретных требований к литью, условий производства, экономики и других факторов.
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


