金属鋳造とは、金属を一定の条件を満たす液体に溶かし、型に流し込み、冷却・固化・洗浄して、所定の形状・大きさ・性能の鋳物を得る工程です。このプロセスは現代の機械製造業界の基本プロセスの 1 つとして長い歴史があり、幅広い用途に使用されています。科学技術の継続的な発展に伴い、金属鋳造プロセスはさまざまなニーズに応じてさまざまなタイプが徐々に開発されてきました。この記事は、さまざまなタイプの金属鋳造を深く調査し、その背後にあるプロセス原理、技術的特性、および適用可能なシナリオを明らかにし、読者に金属成形の謎への扉を開くことを目的としています。
金属鋳造とは何ですか?
金属鋳造は製造プロセスです溶かした金属を型に流し込んで 3D 金属部品を作成するというものです。型には目的の形状のキャビティが含まれており、溶融金属が冷却されて凝固した部品が形成されます。
「鋳物」という言葉は、6,000年前に遡る鋳造プロセスによって作られた部品も指します。歴史的に、鋳造プロセスは、他の製造プロセスでは作成が困難またはコストがかかる複雑で大型の部品を作成するために使用されてきました。
複雑な形状の場合は鋳造が第一選択ですたとえば、以下に比べて費用対効果が高く、プロセスが簡単であるためです。 CNC加工。しかし、鋳造は納期が短く、生産能力が大きいため、最も単純な形状にも広く使用されています。今や鋳物製品の使用は広く普及しており、どのような環境においても鋳物製品の使用を避けて通ることはできません。鋳造金属製品の例としては、エンジン ブロック、消火栓、電気モーター、工具、信号機、マンホール、パイプ、バルブ、各種継手などがあります。
金属鋳造の主な種類は何ですか?
金属鋳造の主な種類には、砂型鋳造、ダイカスト、インベストメント鋳造、連続鋳造、ロストフォーム鋳造、シェル鋳造、スクイズダイカスト、真空ダイカスト、重力鋳造、高圧鋳造、低圧鋳造および遠心鋳造が含まれます。次に、これらのキャスト タイプについて詳しく学びましょう。
1.砂型鋳造
砂型鋳造は、あらゆる金属合金の鋳造に使用できる万能鋳造プロセスです。 、鉄か非鉄か。エンジンブロック、シリンダーヘッド、クランクシャフトなどの自動車金属鋳造部品などの工業用ユニットでの量産に広く使用されています。
このプロセスでは、天然結合砂や合成砂などのシリコンベースの材料で作られた型を使用して、滑らかな型表面を作成します。金型面は上型(上部)と下型(下部)の2つの部分から構成されます。注湯カップを使用して溶融金属を型に注ぎ、そこで凝固して最終形状を形成します。最後に、余分な金属を切り取り、最終的な金属鋳造製品が完成します。
砂型鋳造の長所と短所:
| 長所 | 短所 |
| 小規模バッチの費用対効果: 他の鋳造タイプに比べて比較的安価なため、少量から中量の生産に最適です。 | 寸法精度が低い: 部品の寸法精度は他の鋳造タイプに比べて低く、表面仕上げは粗くなっています。多くの場合、これには追加の加工が必要になります。 |
| 柔軟な設計オプション:非常に小さな部品から大きなコンポーネントまで、さまざまな形状やサイズを製造できます。 | 材料の無駄が多い:砂型は再利用できないため、他の鋳造方法と比べて材料の無駄が多くなります。 |
| 材料の多用途性: ほぼすべての金属合金を鋳造できます。 | 気孔率のリスク: 鋳造品は気孔率のリスクが高く、機械的特性に影響を与える可能性があります。 |
| 簡単なセットアップと設備: 他の鋳造技術に比べて多くの設備を必要とせず、安価であるため、小規模な作業に利用しやすくなっています。 | 後処理要件: 希望の仕上げを実現するには、研削や機械加工などの大規模な仕上げが必要になる場合があります。 |
| 大型部品に最適な鋳造: 他の鋳造方法では製造が困難またはコストがかかる大型部品の作成に特に適しています。 | サイクルタイムの延長:プロセスが遅い場合、特に金型の準備と乾燥において、生産サイクルが延長される可能性があります。 |
用途:自動車、機械、造船、建設などの産業分野で幅広く使用され、大型で複雑な形状のさまざまな鋳物を製造します。
2.キャスティング
砂型鋳造では融点の高い合金を溶かすことができますが、ダイカストを使用して融点の低い金属を成形することもできます。材料を固体から高温の溶融液体に変えた後、焼き入れ鋼で作られた長寿命のダイカスト金型に射出することができます。これらの工具は、キャビティ、コア、および場合によってはインサートで構成されます。プラスチック射出成形とは異なり、鋳造後にサイド フィーチャーを機械加工する方が、サイド アクションを使用するよりも実現可能な場合があります。ダイカストの歴史は19世紀にまで遡ります。
製造業の世界に登場して以来、使用できるように 2 種類のプログラムが開発されてきました。 1 つ目はホット チャンバーで、材料を溶かすための炉が機械内に組み込まれています。コールド チャンバー プロセス (2 番目の手順) を使用する場合は、材料を別の炉で溶かしてから、溶融した材料を射出チャンバーに移動します。ダイカストを実装して、航空宇宙部品、自動車部品、玩具、家具、電子機器の大量生産を行うことができます。ダイカストは Longsheng のコア サービスを通じて提供され、見積は即時見積エンジンを通じて作成できます。
ダイカストの長所と短所:
| 長所 | 短所 |
|---|---|
| 高い生産性:サイクルタイムが短い大規模生産に最適です。 | 高い初期コスト:ダイカストマシンと金型は高価であるため、少量生産には経済的ではありません。 |
| 高い寸法精度高精度で一貫性のある部品を製造し、多くの場合、追加の機械加工の必要性を削減または排除します。 | 限られた材料オプション:主にアルミニウム、マグネシウム、亜鉛などの非鉄材料用。鉄金属は融点が高いため、あまり使用されません。 |
| 優れた表面仕上げ:ほとんどの部品の表面は滑らかで丸みを帯びており、軽い仕上げのみが必要な場合があります。 | エアポケットと構造的完全性:部品には小さなエアポケット (気孔) が存在し、表面仕上げに影響を与える可能性があります。 |
| 複雑な部品設計:複雑な形状、複雑な形状、および複雑な詳細の作成と製造が可能になります。 | ダイカストは肉厚の薄い部品に限定される複雑な形状の部品を製造できますが、一般に肉厚が非常に厚い部品には適していません。 |
| 自動化されたプロセス:人件費を削減し、一貫性と再現性を高め、高度に自動化できます。 | 金型の熱疲労:加熱と冷却を繰り返すと、熱疲労が発生する可能性があります。これにより、金型の寿命が短くなる可能性があります。 |
| 無駄を最小限に抑える:材料を有効に利用し、余剰材料やスクラップ材料をリサイクルすることが可能です。 | サイズ制限:小型および中型のコンポーネントに最適です。大きな部品は製造が難しくなり、価格も高くなります。 |
用途:主にアルミニウム合金、亜鉛合金、マグネシウム合金などの非鉄金属鋳物の製造に使用され、自動車、エレクトロニクス、通信、医療機器などの分野で広く使用されています。
3.インベストメント鋳造
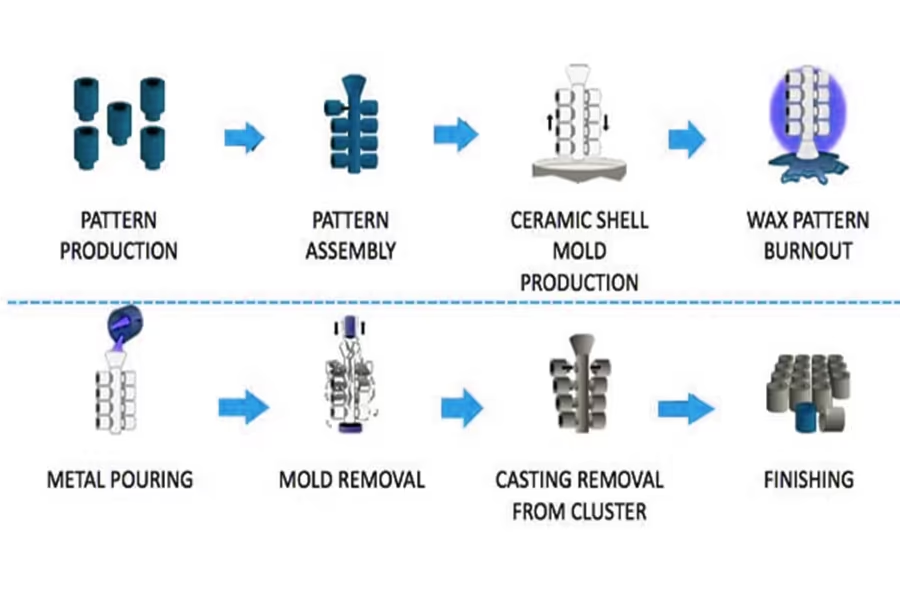
インベストメント鋳造、ロストワックス鋳造とも呼ばれます、鋳物の形状に固まるセラミック材料でコーティングされた使い捨てのワックスパターンを使用します。この鋳造プロセスの最初のステップは、通常はワックスまたはプラスチックで作られたワックス パターンを作成することです。このプロセスでは正確な測定が必要なため、試行錯誤が繰り返されるため、インベストメント鋳造は高価な製造プロセスとなります。ワックスを型に流し込み、慎重に取り出した後、接着剤または耐火材料でコーティングして厚いシェルを形成します。さらに、正門には複数のモデルが組み立てられます。シェルが固まったら、模型をひっくり返してオーブンで加熱し、ワックスを取り除きます。溶けた金属は残りのシェルに注ぎ込まれ、ワックス型の形状に固まります。さらに、耐火シェルが破壊されて、完成した鋳物が現れます。この鋳造プロセスは、発電、自動車、航空宇宙部品の製造に一般的に使用されています。
インベストメント鋳造の長所と短所:
| 長所 | 短所 |
| 高精度と高精度:優れた表面仕上げ品質と寸法精度を備えた部品を製造し、二次加工作業の必要性を削減します。 | コストが高い: ワックス パターンとセラミック型の作成にかかる材料費と人件費のため、インベストメント鋳造のコストは他の鋳造タイプよりも高くなります。 |
| 複雑な形状: 他の鋳造方法では困難または不可能な、複雑な詳細や複雑な形状を持つ部品の作成が可能になります。 | リードタイムの延長:このプロセスには複数のステップが含まれるため、他の鋳造プロセスと比較してリードタイムが大幅に長くなる可能性があります。 |
| 多彩な材料オプション: ステンレス鋼鋳物、その他の鋼鋳物、ニッケル基合金鋳物など、さまざまな金属や高性能合金の製造に最適です。 | サイズの制限: この手法は、より小さいパーツで最も効果的に機能する傾向があります。この方法を使用して大型のコンポーネントを作成すると、困難とコストがかかる可能性があります。 |
| 滑らかな表面仕上げ: 滑らかな仕上げでは表面仕上げが最小限で済み、後処理の時間とコストの両方が節約されます。 | ワックス パターンの作成: 各鋳造には独自のワックス パターンが必要であり、時間とコストがかかります。 |
| 材料廃棄物の削減: このプロセスは精密であるため、材料の無駄が最小限に抑えられ、より環境に優しいものになります。 | 生産能力が限られている: 小規模から中規模の生産に適しています。 |
用途:タービンエンジンブレードや医療機器部品など、形状が複雑で高精度が要求され、加工が難しい小型部品の製造に適しています。
4.遠心鋳造
スピンキャスティングとしても知られる遠心鋳造は、遠心力を利用して円筒部品を工業的に製造するプロセスです。このタイプの金属鋳造では、予熱した回転型を使用して、溶融金属を流し込みます。遠心力により、高圧で金型内の溶融金属が分散します。
遠心鋳造には真遠心鋳造法、半遠心鋳造法、縦型遠心鋳造法の3種類があります。半遠心鋳造は、ゲートを使用して金型を完全に充填するという点で真の遠心鋳造とは異なります。しかし、実際の遠心鋳造では回転を続けるため、溶融金属が側面にくっついてしまいます。対照的に、垂直遠心鋳造は、その名前が示すように、真の遠心鋳造と同じプロセスに従って方向性成形を使用します。
通常、遠心鋳造では、円筒に似た回転形状が生成されます。特にベアリング、クラッチプレート、ピストンリング、シリンダーライナーなどの部品。さらに、金型の中心に金属を流し込むことで、気孔、収縮、エアポケットなどの欠陥を軽減できます。ただし、すべての種類の合金に使用できるわけではありません。
遠心鋳造の長所と短所:
| 長所 | 短所 |
|---|---|
| 高い材料純度:遠心力により不純物が鋳物の内面に向かって移動し、欠陥の少ない高純度の鋳物が得られます。 | 形状の複雑さは制限されています:円筒形状に最適です。他の鋳造方法では、比較的複雑な形状を実現するのが難しい場合があります。 |
| 優れた機械的特性:高密度鋳造部品は優れた機械的特性を備えています。 | サイズ制限:小型および中型の部品の方が効率的です。大型の鋳物はより難しく、より高価になります。 |
| 二次加工の削減:表面仕上げと寸法精度が一般に良好なため、他の方法に比べて機械加工や仕上げの必要性が少なくなります。 | 設備コスト:特殊な遠心鋳造機械が必要なため、初期投資コストが高くなる可能性があります。 |
| 材料効率の高い使用:この方法では、鋳物の厚さを正確に制御できるため、材料効率が高くなります。 | 必要な操作スキル:熟練したオペレーターが速度と温度を正確に制御する必要があるため、操作がさらに複雑になります。 |
| 材料の多様性:さまざまな金属や合金に使用できます。これにより、材料の柔軟性が向上します。 | 安全性への懸念:高速回転する金型には安全上のリスクがあり、厳格な安全装置が必要です。 |
用途:主に鋳鉄パイプ、シリンダーライナーなどの円筒鋳物の製造に使用され、冶金、鉱業、輸送、排水および灌漑機械、航空、国防、自動車産業で広く使用されています。
5.連続鋳造
連続鋳造は先進的な鋳造方法です。その原理は、晶析装置と呼ばれる特殊な金型に溶融金属を連続的に流し込むことです。固化(クラスト化)した鋳物は晶析装置の他端から連続的に注がれます。を取り出し、一方の端から引き抜いて、任意の長さまたは特定の長さの鋳物を取得します。
連続鋳造の長所と短所:
| 長所 | 短所 |
| 非常に高い生産効率、高い金属利用率、均一な鋳造組織、優れた機械的特性。 | 断面が変化しない長尺鋳物しか製造できず、適用範囲も限られています。 |
用途:主に、インゴット、スラブ、バーブランク、チューブなどの一定の断面形状を持つ鋼、鉄、銅合金、アルミニウム合金、マグネシウム合金などの長尺鋳物の製造に使用されます。
6.ロストフォームキャスティング
ロストフォーム鋳造は、モデルとしてワックスの代わりにフォームを使用することを除いて、インベストメント鋳造に似ています。モデルが形成されたら、浸漬、コーティング、スプレー、または刷毛塗りによって耐火セラミックでコーティングされます。次に、溶融金属を型に注入して、目的の製品を形成します。
| 長所 | 短所 |
| 鋳物は高品質で低コストです。素材の制限はなく、あらゆるサイズに適しています。高い寸法精度、滑らかな表面。内部欠陥が大幅に減少し、構造が緻密になります。 | このプロセスは比較的複雑で、特殊な装置と材料が必要です。 |
用途:自動車、機械、航空宇宙、造船などの産業分野で幅広く使用され、さまざまな複雑な形状の鋳物を製造します。
7. シェルの鋳造
シェルキャスティングという名前は、加熱された金属パターンの周りに珪砂と樹脂のシェルをキャスティングするプロセスを指します。その後、シェルを取り外し、溶融金属をキャビティに注ぎます。特に場合によってはシェル鋳造の方が高価であることを考えると、なぜ砂型鋳造ではなくシェル鋳造が選ばれるのか疑問に思われるかもしれません。シェル鋳造により、労働力を削減しながら、より正確な製品寸法、より見栄えの良い仕上げ、および大量生産が可能になります。
| 長所 | 短所 |
| 高い鋳造精度、高い表面仕上げ、緻密な内部構造、高い生産効率。 | シェルタイプは製造コストが高く、金型サイズも限られます。 |
用途:主に航空機のタービンブレード、自動車のエンジンブロック、シリンダーヘッドなど、高精度で需要の高い金属部品の製造に使用されます。
8. ダイカストの絞り加工
液体または半固体の金属を高圧下で凝固・流動成形し、直接ワークやブランクを得る方法です。液体金属の利用率が高く、工程が簡略化され、品質が安定しているという利点があります。応用が期待される省エネルギーの金属成形技術です。
| 長所 | 短所 |
| 鋳造組織は緻密であり、機械的特性が高い。表面粗さが小さく、寸法精度が高い。液体金属の利用率が高く、プロセスが簡素化されます。 | 多額の設備投資と複雑なプロセス。 |
用途:主にアルミニウム合金、亜鉛合金、銅合金およびその他の金属部品の製造に使用され、自動車、航空宇宙、エレクトロニクスおよびその他の分野で広く使用されています。
9.真空ダイカスト
真空ダイカストは、ダイカストプロセス中にダイカスト金型キャビティ内のガスをポンプで排出することにより、ダイカスト内の細孔や溶存ガスを排除または大幅に削減することにより、ダイカストの機械的特性と表面品質を改善する高度なダイカストプロセスです。
| 長所 | 短所 |
| ダイカスト内部の気孔を除去または削減し、ダイカストの機械的特性と表面品質を向上させます。充填条件が改善され、より薄い鋳物のダイカストが可能になります。 | 金型の封止構造は複雑で、製造や設置が難しく、コストも高くなります。 |
用途:主に航空宇宙分野の部品や精密機械部品など、表面品質や機械的特性が要求される鋳物の製造に使用されます。
10.重力ダイカスト
このプロセスは、私たちが毎日経験する物理法則を利用しています。重力ダイカストでは、金型のキャビティをコーティングし、熱い金属を流し込み、重力の作用によって材料が流れ込み、下に流れ、冷却されて固まるのを待ちます。手動で行うか自動で行うかにかかわらず、このプロセスは他のプロセスよりも少し時間がかかりますが、比較的安価で、滑らかな仕上げを作成するのに最適であることがわかります。キッチン用品、照明、自動車に適した小さな部品を製造したい場合に最適です。
| 長所 | 短所 |
| 鋳物は緻密な構造と高い機械的特性を備えています。高い寸法精度と低い表面粗さ。生産環境は比較的良好で、労働集約度は軽減されます。 | 金型の製作サイクルが長く、コストが高い。金型は通気性がないため、キャビティ内のガスを外部に排出するための措置を講じる必要があります。 |
用途:アルミニウム合金、マグネシウム合金などの複雑な形状の非鉄合金鋳物の量産に適しています。鉄鋼の金属鋳物やインゴットの製造にも適しています。
11.高圧鋳造
この方法は高圧、速度、熱を最大限に活用するため、あらゆる業界に適した選択肢となります。高圧鋳造特定の圧力と容量設定で溶融金属を金型に迅速に流し込み、その結果、完璧で効率的に製造され、容易に複製可能な製品が得られます。形状が正しく充填および冷却され、必要な方法でレンダリングされるようにするには、マシンの正しい設定に細心の注意を払う必要があります。高圧鋳造はさまざまな用途に使用できます、おもちゃの製造から車や電化製品の部品の製造まで。
| 長所 | 短所 |
| 高い生産効率、正確な鋳造寸法、良好な表面仕上げ。 | 多額の設備投資、高額な金型コスト。高融点合金ダイカストでは金型寿命が短くなります。 |
用途:主に非鉄金属鋳物、特にアルミニウム合金鋳物の製造に使用され、自動車、エレクトロニクス、通信、その他の分野で広く使用されています。
12.低圧鋳造
高圧鋳造技術と比較して、低圧鋳造では、比較的低い圧力を使用して鋳造を完了します。溶融金属の冷却工程。このプロセスは、より高い強度と耐久性が必要な部品の製造に特に適しています。低圧鋳造では、金属が連続的に流れるため、正確な部品形状と均一な充填が保証されます。探している部品の特性に構造の複雑さ、表面の滑らかさ、鋭いエッジや輪郭が含まれる場合、低圧鋳造は確かに検討に値する選択肢です。ただし、薄肉設計と高速生産サイクルに対する厳しい要件がある場合、低圧鋳造は最適な方法ではない可能性があります。まだ、低圧鋳造は幅広い用途に使用されています、キッチン用の圧力クッキーカッターから自動車のホイール、機械のシリンダーヘッドに至るまで、さまざまな部品を製造しています。
| 長所 | 短所 |
| 注湯時の圧力と速度は調整可能で、さまざまな合金やさまざまなサイズの鋳物に適しています。溶融金属が飛散することなくスムーズに充填され、鋳物の通過率が向上します。労働集約度は低く、労働条件は良好です。 | 装置は比較的複雑であり、投資額も多額です。 |
用途:主にアルミニウム合金、マグネシウム合金、その他の非鉄金属鋳物の製造に使用され、自動車、航空宇宙、船舶などの分野で広く使用されています。
さまざまな金属鋳造タイプをどのように比較しますか?
それぞれの鋳造方法には長所と短所があり、精度、速度、コスト、用途などが異なります。
| 鋳造法 | 正確さ | スピード | 料金 | 応用 |
| 砂型鋳造 | 中くらい | 中くらい | 低い | さまざまなサイズ、形状、材質の鋳物、特に大型で複雑な構造物に適しています。 |
| キャスティング | 高い | 高い | 中~高 | 自動車産業、計器産業、エレクトロニクス、医療機器など、大量生産に適した産業 |
| 投資鋳造 | 非常に高い | 中~低 | より高い | 航空エンジンブレードや精密部品など、高精度で複雑な形状の鋳物に適しています。 |
| 連続鋳造 | 中~高 | 高い | 低から中 | 鋼、鋳鉄、アルミニウム合金、その他の金属材料の製造、特に大型鋳物に適しています |
| ロストフォーム鋳造 | 高い | 中くらい | 中くらい | 複雑な構造や比較的精密な寸法の鋳物の製造に適しており、合金の種類は限定されません。 |
| シェル鋳造 | 高い | 高い | 中~高 | 航空機エンジンのインペラや自動車エンジンのシリンダーライナーなどの高精度部品の製造。 |
| 絞りダイカスト | 高い | 中~高 | 中~高 | アルミニウム合金、亜鉛合金、銅合金などに適しており、複雑な形状の部品も製造可能 |
| 真空ダイカスト | 高い | 高い | より高い | ダイカストの機械的特性と表面品質を向上させ、高い表面品質と性能要件が求められる鋳物に適しています |
| 重力ダイカスト | 中くらい | 中~低 | 低から中 | 中小型の鋳物、特にアルミニウム合金やマグネシウム合金の鋳物に適しています。 |
| 高圧鋳造 | 高い | 高い | より高い | 自動車エンジン部品などの高品質・高精度鋳物の製造に最適 |
| 低圧鋳造 | 高い | 中~高 | 中~高 | シリンダーヘッド、ホイールハブ、シリンダーフレームなどの従来製品に最適 |
| 遠心鋳造 | 中~高 | 中くらい | 低から中 | パイプ鋳造、冶金、鉱山などの分野で長尺管状鋳物および中空鋳物を製造します。 |
まとめ
金属鋳造の主な種類には、砂型鋳造、ダイカスト、インベストメント鋳造、連続鋳造、ロストフォーム鋳造、シェル鋳造、スクイズダイカスト、真空ダイカスト、重力鋳造、高圧鋳造、低圧鋳造および遠心鋳造が含まれます。各タイプには、独自の利点と適用範囲があります。実際の応用においては、高品質の鋳物を得るために、鋳物の特有の要件、生産条件、経済性などの要因に基づいて適切な鋳造方法を選択する必要があります。
免責事項
このページの内容は参考用です。龍勝情報の正確性、完全性、有効性について、明示的または黙示的を問わず、いかなる表明または保証も行いません。第三者のサプライヤーまたはメーカーが Longsheng Network を通じて提供するものについて、性能パラメータ、幾何公差、特定の設計特徴、材料の品質、種類、または仕上がりを推測してはなりません。それは購入者の責任です部品の見積もりを求めるそれらの部品の特定の要件を決定します。お願いしますお問い合わせもっと無限オーメーション。
龍勝チーム
この記事は複数の Longsheng 寄稿者によって書かれました。 Longsheng は製造部門の主要なリソースです。 CNC加工、板金加工、 3Dプリント、射出成形、金属スタンピング、など。
