

金属成形技術のキーテクノロジーとしてのブランキング、自動車、家電製品、航空宇宙、電子機器、その他の分野で広く使用されています。金型の間に金属板を挟み、金型の刃先で板に圧力をかけることで、板を塑性変形させてやがてバラバラにすることで、必要な形状や大きさの部品を得ることができます。ザLSチームは、動作原理、変形プロセス、主要な要素について詳しく説明します。ブランキングの適用工業生産で。
金属加工におけるブランキングとは?
ブランキングは製造プロセスですこれは、ダイを使用して平らな金属を正確な形状に切断します。具体的には、ブランキング加工では、金型の刃先を使用して、特定の輪郭線に沿ってシート材料をせん断変形および分離させ、必要な形状とサイズの部品またはブランクを取得します。期間中ブランキングプロセス、せん断等高線近くの金属を除いて、シート材料自体は塑性変形を受けないため、平板ブランキングによって処理された部品は平面形状を維持します。
ブランキングはどのように機能しますか?
ザブランキングの動作原理は、材料の変形、弾性、塑性特性に基づいて大きな圧力を加えることにより、材料の形状を変化させるプロセスです。ブランキングの仕組みの詳細な手順は次のとおりです。
- 金型の準備と設置:必要な切削部品の形状やサイズに合わせて、適切な切削金型を設計・製作します。カッティングダイをプレスに取り付けて、上部と下部のダイダイが適切に位置合わせされ、クリアランスが適切(通常はプレートの厚さの10〜15%)であることを確認します。
- 材料の準備と位置決め:適切なプレート材質を選択します切削材料として、その品質が要件を満たしていることを確認します。プレートをプレスのベンチに置き、位置決め装置を使用して固定し、切断中にプレートが動かないようにします。
- 始動とダイクロージングを押します。プレスを開始して、上部ダイが下に移動し始めるようにします。上部と下部のダイは、プレートに圧力を加えるために徐々に閉じられます。
- 材料のせん断と分離:金型ブレード口の作用下で、プレート材料はせん断変形を開始します。金型が閉じ続けると、せん断変形は徐々に拡大し、プレート材料が完全に分離します。分離した部分はパンチになり、他の部分はスクラップになります。
- 切断と廃棄物の排出:パーツはプレートから分離され、指定された収集エリアにドロップされます。廃棄物は金型の廃棄物穴から排出され、廃棄物タンクに集められます。
- 型を開けてリセットを押します。プレスが動作を停止し、金型が徐々に開きます。次の切断操作のために初期位置に戻ります。
- 切削部品の品質検査:サイズ精度、形状誤差、切断面品質など、品質検査用のヘッジ切断部品。品質上の問題が見つかった場合は、金型またはプレスのパラメータを時間内に調整して、後続の切削部品の品質を確保する必要があります。
- 繰り返す:複数のパンチが必要な場合は、必要な数量の生産が完了するまで繰り返します。
ブランキングはピアスやパンチングとどう違うのですか?
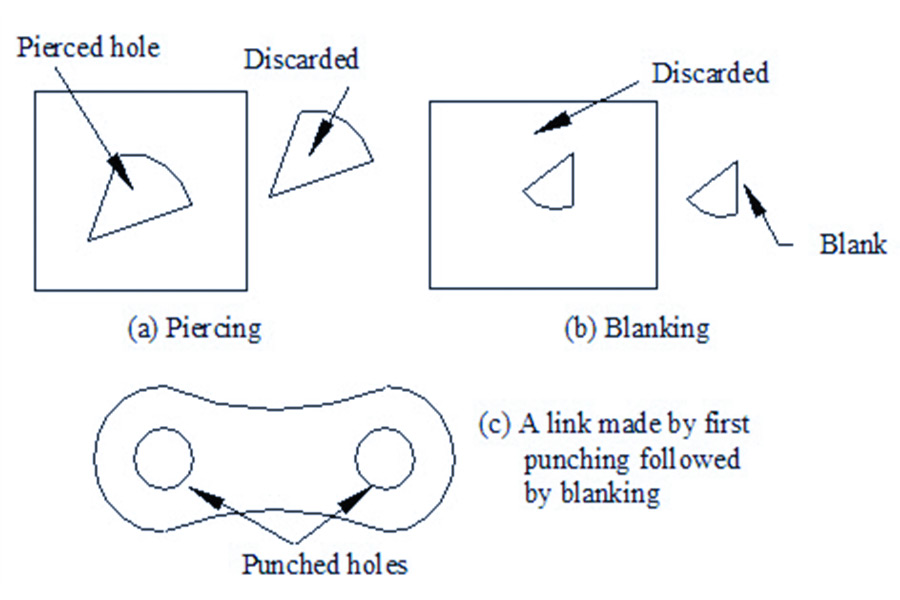
1.ピアスとは?
ピアスはせん断プロセスです加工工具で生金属を穴を開け、円形またはその他の形状の穴を作成します。原金属に穴が開けられると、新しくできた穴の金属はスクラップと見なされます。ピアスマシンは、ブランキングと呼ばれるツールを強制します
2.パンチングとは?
パンチングは、原材料のシートからスクラップ金属を取り除く機械加工プロセスです。これは、未加工の金属のシートを通してツールを圧縮するためにパンチプレスを使用する必要があります。パンチングは通常、板金を使用して行われますが、紙、プラスチック、さまざまな繊維などの他の材料をサポートします。パンチプレスは、ダイスに当てられた状態でシートメタルを押し通します。そこでパンチングされたシートメタルは同じ形状を取ります使用されるダイスとして。
3.ブランキングVSピアスVSパンチング
(1)材料除去
パンチングとブランキングの操作は、ピアスとはかなり異なります.ピアスは、金属板から材料を取り除くものではありません。代わりに、金属を変位させるだけで、穴の端の周りにわずかな変形を引き起こす開口部が作成されます。
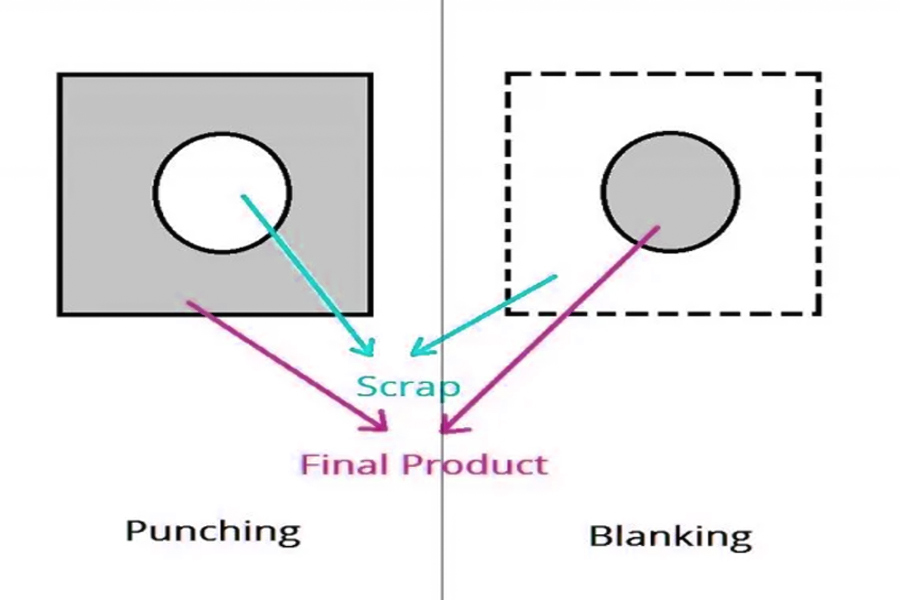
パンチングとブランキングはどちらも材料を切り取ることを伴います。パンチングプロセスは、キャビティの周囲の領域を切り取ります。これは、取り外されたピースが金属くずと見なされることを意味します。残された穴こそが、人が欲しい商品です。
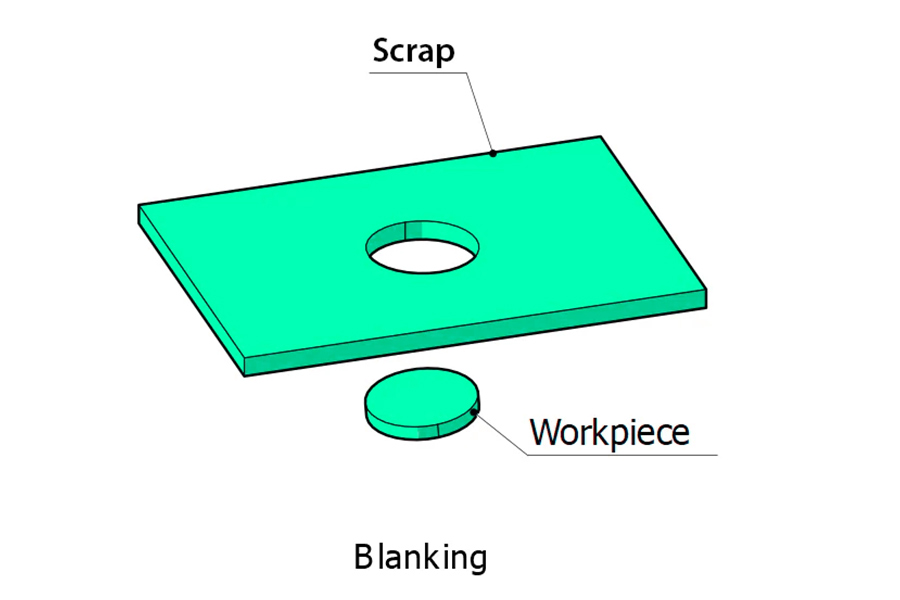
一方、ブランキングはパンチングの反対です。この場合、取り除いたピースは目的の製品と見なされ、残りの金属シートは廃棄またはリサイクルされます。
(2)穴の形状とサイズ:
ピアスプロセスでは、比較的小さくて単純な穴が生成され、通常は同じ形状の丸い穴または単純な形状の穴が生成されます。ピアスやパンチングに比べてサイズ範囲が限られています。
パンチングプロセスは、形状とサイズがはるかに用途が広いです。フォームには、円から非常に複雑な形状まで、さらに多くのオプションが用意されています。サイズ範囲はピアスよりも大きくなる可能性がありますが、工具の制限によって制限される可能性もあります。
ブランキング操作穴ではなく、切り欠き部分に焦点を当てています。これは、非常に大きな形状、多くの場合は部品全体を打ち抜くことができるアプリケーションです。残された「穴」は望まれないもの、つまり目的の製品の負のスペースです。
(3)ツーリングとダイの選択
ピアスは、ダイを合わせないシンプルなパンチを使用します。ツールは穴の形状を決定します。これは非常に簡単なセットアップで、すばやく変更を加えることができます。
パンチングには、一致したパンチとダイセットが必要です。パンチはダイ開口部から材料を押し出します。これにより、セットアップにより多くの時間を費やすことなく、非常にクリーンなカットを得ることができます。
ブランキングは、パンチアンドダイシステムも利用しています。ただし、ブランキングダイの開口部は、完成品を収容するために比較的大きくなっています。パンチとダイブランキングツールの間のクリアランスは、ブランクのエッジをきちんとするために大きくなければなりません。
カスタム板金メーカー業界が適切なダイ開口部を選択する際のガイドとブランキングツール.
(4)力の適用:
ピアスは、小さな領域に集中した力を加えます。パンチは穴の経路に沿って圧力を加えます。この集中力により、1回の操作で材料を効果的に貫通できます。
パンチングは、力をより広い範囲に分散させます。目的の形状の輪郭全体に沿って圧力をかけ、力を分散させて複雑な形状をきれいに切断します。
ブランキング加工には、3つの加工工程の中で高いせん断力が必要です。それは、原金属ブランクの全周にわたって材料の抵抗力を貫通する必要がありますが、力はシートの全厚さにわたってせん断する必要があります。
適切な材料は、必要なものを含むプロジェクトの特定の要件に基づいて選択されます形状シートの厚さ、サイズ、およびプロパティ、インドで最高の契約製造業者からの指導の下で。
(5)速度と精度:
ピアスは、小径に対して優れた速度と満足のいく精度を備えています。これは、小径の部品が複数の単純な穴を収容しなければならないことが多い大量生産作業で最適な使用を見つけます。
パンチングは、速度と精度のバランスが大部分を占める操作です。複雑な形状は、不正確さをほとんどなく、すばやく打つことができました。
ブランキングは、大規模で複雑なプロファイルの手法として遅くなる可能性があります。ただし、ブランキングは、完成部品に対して卓越したレベルの精度を達成できます。
(6)材料強度と耐久性への影響
ピアスでは、穴を囲む素材により、穴を囲む側面の金属がある程度弱くなることがあります。穴からの金属の変位もあるため、応力点が発生します。ただし、薄いシートの場合、この影響は最小限になる傾向があります。
パンチングは、穴の周りのエッジの一部セクションを変形させる可能性があり、その結果、そのセクションの材料強度が弱くなります。
ブランキングは、材料の強度に最もわずかな影響を与えるプロセスです。完成品の構造的完全性は損なわれません。
ブランキングにはどのような材料が使われていますか?
ザブランキングに使用するのに最適な材料は、さまざまな要因によって異なりますには、ブランキング部品の形状とサイズ、精度要件、生産規模、コスト予算などが含まれます。ブランキングに一般的に使用される材料は次のとおりです。
1.アルミニウム
- 顔立ち:アルミニウムは、可塑性と靭性に優れた軽量金属であり、加工や成形が容易です。同時にアルミニウムは優れた耐食性を備えていますさまざまな環境に適しています。
- アプリケーション:ブランキング加工では、航空宇宙分野の部品や自動車のボディパネル、電子製品のケーシングなど、軽量部品や構造部品の製造にアルミニウムがよく使用されます。
2.ステンレス鋼
- 顔立ち:ステンレス鋼は硬度が高いです。パンチングするとき、ダイパンチは、ASP-23、ASP60、その他の粉末高速度鋼パンチなど、高い硬度と耐摩耗性を備えている必要があります。同時に、ステンレス鋼は可塑性が低く、ブランキング中に亀裂や変形が発生しやすいです。金型構造とブランキングプロセスの合理的な設計が必要です。
- アプリケーション:ステンレス鋼はブランキングに広く使用されていますその優れた耐食性と機械的特性により、特に高い耐食性と高強度が必要な場合に。
3.銅
- 顔立ち:銅は比較的柔らかく、打ち抜き時の金型の摩耗は少ないですが、バリや変形を避けるための注意が必要です。
- アプリケーション:銅とその合金は、ブランキングにも一般的に使用される材料であり、その優れた導電性、熱伝導性、耐食性により、電気、電子、装飾の分野で広く使用されています。
- 種類:一般的に使用される銅合金には、真鍮(銅-亜鉛合金)と青銅(銅-錫合金または銅-アルミニウム-シリコン合金など)が含まれます。真鍮の描画性能は、一部の純銅材料よりも優れています。
4.炭素鋼
- 顔立ち:炭素鋼のブランキング性能は、炭素含有量と熱処理状態に大きく影響されます。低炭素鋼は打ち抜きが容易で、亀裂が入りにくいです。高炭素鋼は、その可塑性を改善し、硬度を下げるために、打ち抜く前に適切な熱処理が必要です。
- アプリケーション:炭素鋼は、ブランキングで最も一般的に使用される材料の1つですまた、その高強度と低価格により、さまざまな構造部品やコンポーネントの製造に広く使用されています。
- 種類:炭素含有量に応じて、炭素鋼は低炭素鋼、中炭素鋼、高炭素鋼に分けることができます。低炭素鋼は、優れた可塑性とパンチング特性を備えており、複雑な形状の部品をパンチングするのに適しています。高炭素鋼は硬度が高く、より高い強度と硬度が必要な場合に適しています。
5.亜鉛メッキ鋼
- 顔立ち:メッキ鋼の打ち抜き性能は、母材の影響を受け、亜鉛メッキ層.基材の強度と可塑性が、ブランキング部品の形状と寸法精度を決定します。亜鉛メッキ層は、腐食を避けるために、ブランキングプロセス中に無傷のままである必要があります。同時に、亜鉛メッキ鋼ブランキングダイは、亜鉛メッキ層の摩耗に対処するために、高い硬度と耐摩耗性を備えている必要があります。
- アプリケーション:亜鉛メッキ鋼は、鋼板の表面に亜鉛の層をコーティングして耐食性を向上させた材料です。ブランキングでは、高い耐食性が必要な場合に亜鉛メッキ鋼が広く使用されています。
- 種類:さまざまな亜鉛メッキ方法に従って、亜鉛メッキ鋼は、電気亜鉛メッキ鋼板(SECCなど)と溶融亜鉛メッキ鋼板(SGCCなど)に分けることができます。電気亜鉛メッキ鋼板は、成形性と塗装性が優れています。溶融亜鉛めっき鋼板は、より高い耐食性を備えています。
よくあるご質問(FAQ)
1.ブランキングのプロセスはどのようなものですか?
ブランキングはスタンピングプロセスですこれは、プレス機の作用下でシートを分離するためにパンチングダイを使用します。ブランキングプロセスには、主に次の段階が含まれます:(1)弾性変形段階:パンチが最初にシート材料に接触すると、材料は材料上のパンチの圧力により弾性圧縮と曲げ変形を受けます。このとき、パンチとダイの間のギャップは、材料の厚さよりもわずかに大きくなります。(2)塑性変形段階:パンチが押し下げ続けると、材料は塑性変形段階に入ります。このとき、パンチとダイの刃先にある材料は強いせん断作用を受け、塑性せん断変形を生じ始めます。(3)破壊・分離段階:せん断亀裂がある程度拡大すると、パンチとダイの刃先で材料が破断・分離します。このとき、ブランキング部とシートとの間に明確な断面が形成されます。(4)ブランキングとプッシュステージ:パンチングが完了した後、パンチはパンチされた部分をダイから押し出すために押し下げ続けます。同時に、残った材料(廃棄物)も金型から排出されます。
2.ブランキングは何をしますか?
ブランキングは工業生産で広く使用されています.その主な機能は、ワッシャー、スプリング、コネクタなど、特定の形状とサイズの完成部品を直接打ち抜くことができることです。ブランキングは、他のスタンピングプロセス(曲げ、深絞り、フランジングなど)に必要なブランクを、後続の処理のために準備することもできます。合理的なレイアウト設計と廃棄物のリサイクルにより、ブランキングは材料の利用を最大化し、生産コストを削減できます。
3.ファインブランキングはどのように機能しますか?
ファインブランキングとは、特殊なプレス機上で、特殊なファインブランキングダイと適切なファインブランキング材料を用いて行う特殊なブランキング加工です。メインファインブランキングの動作原理ファインブランキングダイは通常、リングギアと特殊な凸面および凹面ダイ構造を備えたブランクホルダーを使用することです。ファインブランキングは通常、低炭素鋼、ステンレス鋼など、可塑性と靭性が良好な材料を選択します。スタンピングプロセス中、ファインブランキングダイのパンチは低速で材料に押し込まれ、エッジプレートは材料に適切な圧力をかけます。材料の塑性変形はファインブランキングプロセス中に完全に進行するため、ブランキング部品の断面品質は通常高くなります。断面は滑らかで、垂直性が高く、目立ったバリやたるみはありません。
4.ブランキングとパンチングはどう違うのですか?
ブランキングとパンチングはどちらも材料成形プロセスですワークピースから材料を正確に除去することが含まれます。2つのプロセスの主な違いは、生産される最終製品です。ブランキング作業では、最終部品または製品が大きなシートから除去または「パンチアウト」され、残りの材料はスクラップとして廃棄されます。一方、スタンピング作業では、除去された材料は廃棄され、最終製品は残りの材料であり、さらに処理されます。2つのプロセスのもう一つの違いは、メーカーが初期シートをどのように扱うかです。スタンピング作業では、通常、元のワークピースから最小限の材料を取り除き、材料の無駄を最小限に抑えます。対照的に、ブランキング操作は、ワークピースから最大量の材料が除去される場合に最も効率的です。中規模から大規模のバッチ注文の場合、パンチングとブランキングは非常に費用対効果の高い生産方法です。パンチングプロセスで打ち抜かれたスクラップは、その後の作業に使用されない場合がありますが、多くの場合、リサイクルまたはその他の方法で再利用できるため、大幅なコスト削減につながります。
概要
重要な金属加工技術として、ブランキングは、現代の製造業において決定的な役割を果たしています.継続的な技術革新と機器のアップグレードを通じて、ブランキングプロセスはより高い精度、より高い効率、より高い自動化に向けて発展し、製造業の変革とアップグレードを強力にサポートします。

免責事項
このページの内容は参照用です。LSの情報の正確性、完全性、または有効性について、明示的または黙示的な表明または保証を行いません。性能パラメータ、幾何公差、特定の設計機能、材料の品質と種類または仕上がりは、サードパーティのサプライヤーまたは製造業者がLongshengネットワークを通じて何を提供するかについて推測されるべきではありません。それは買い手の責任です部品の見積もりを求めていますをクリックして、それらのパーツの特定の要件を決定します。お願いしますお 問い合わせもっと詳しくINFのオーメーション.
LSチーム
LSは業界をリードする企業ですカスタム製造ソリューションを専門としています。20年以上にわたり5,000社以上のお客様にサービスを提供してきた経験を持つ当社は、高精度に注力していますCNC加工,板金加工,3Dプリンティング,射出成形,金属スタンピング、およびその他のワンストップ製造サービス。
当社の工場には、100を超える高度な5軸マシニングセンターが装備されており、ISO 9001:2015の認証を取得しています。私たちは、世界150か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間という速さでお客様のニーズを満たすことができます。卜LSテクノロジー効率、品質、プロフェッショナリズムを選択することを意味します。
詳細については、当社のWebサイトをご覧ください。www.lsrpf.com


