

Blanking, as a key technology in metal forming technology, is widely used in automobiles, home appliances, aerospace, electronics and other fields. It places a metal plate between molds and uses the cutting edge of the mold to apply pressure to the plate, causing it to plastically deform and eventually break apart, thereby obtaining parts of the required shape and size. TheLS teamwill take you to discuss in detail the working principle, deformation process, key elements andapplication of blankingin industrial production.
What Is Blanking in Metal Fabrication?
Blanking is a manufacturing processthat uses dies to cut flat metal into precise shapes. Specifically, blanking uses the cutting edge of the die to cause shear deformation and separation of the sheet material along a certain contour line, thereby obtaining parts or blanks of the required shape and size. During theblanking process, except for the metal near the shear contour line, the sheet material itself does not undergo plastic deformation, so the parts processed by flat plate blanking still maintain a planar shape.
How Does blanking work?
Theworking principle of blankingis a process that changes the shape of the material by applying a large amount of pressure based on the deformation, elasticity and plastic properties of the material. Here are the detailed steps on how blanking works:
- Mold preparation and installation:Design and manufacture a suitable cutting die according to the shape and size of the required cutting parts. Install the cutting die to the press to ensure that the upper and lower die die are properly aligned and the clearance is appropriate (usually 10 to 15% of the plate thickness).
- Material preparation and positioning:select the appropriate plate materialas the cutting material, and ensure that its quality meets the requirements. Place the plate on the bench of the press and secure it using a positioning device to ensure that it does not move during cutting.
- Press starting and die closing:start the press so that the upper die starts to move down. The upper and lower die are gradually closed to apply pressure the plate.
- Material shear and separation:under the action of the mold blade mouth, the plate material begins to shear deformation. As the mold continues to close, the shear deformation gradually expands until the plate material is completely separated. The separated part becomes punch, while the other part becomes scrap.
- Cutting and waste discharge:the parts are separated from the plate and dropped to the specified collection area. The waste material is discharged through the waste hole of the mold and collected into the waste tank.
- Mold opening and press reset:the press stops working and the mold gradually opens. The the back to the initial position for the next cutting operation.
- Quality inspection of cutting parts:hedge cutting parts for quality inspection, including size accuracy, shape error, cutting surface quality, etc. If quality problems are found, the parameters of the mold or the press should be adjusted in time to ensure the quality of the subsequent cutting parts.
- Repeat:If multiple punches are required, repeat until production of the required quantity is completed.
How Does Blanking Differ from Piercing and Punching?
1.What Is Piercing?
Piercing is a shearing processin which raw metal is pierced with a machining tool, resulting in the creation of a circular or other shaped hole. As the raw metal is pierced, the metal from the newly created hole is considered scrap. The piercing machine forces a tool, known as a blanking
2.What Is Punching?
Punching is a machining process that involves the removal of scrap metal from a sheet of raw metal. It requires the use of a punch press to compress a tool through a sheet of raw metal. While punching is typically performed using sheet metal, it supports other materials like paper, plastic and various fibers. The punch press pressed through the sheet metal while placed against a die. Therefore,punched sheet metal takes the same shapeas the die used.
3.Blanking VS Piercing VS Punching
(1)Material Removal
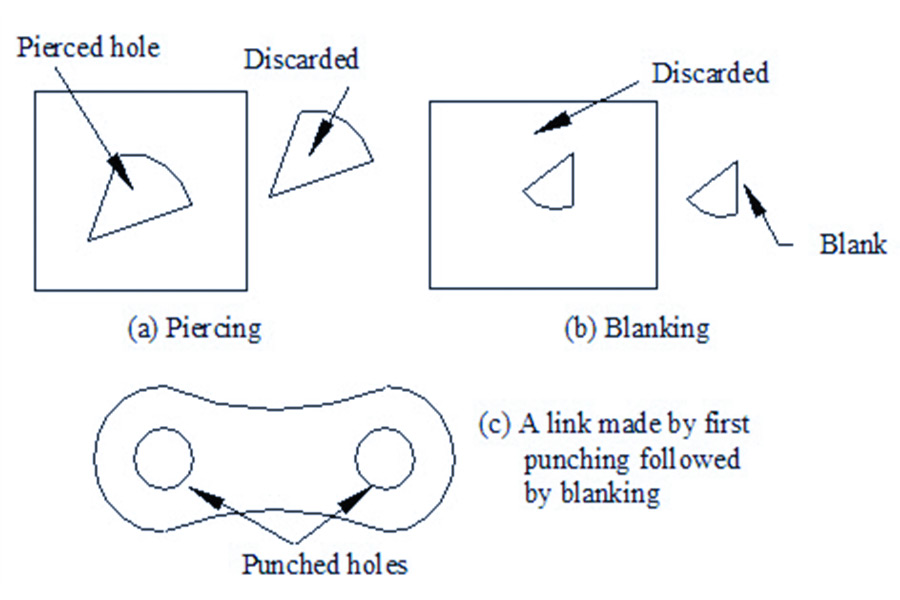
Punching and blanking operations are quite different from piercing. Piercing does not remove any material from the sheet of metal. Instead, it only displaces metal, creating an opening that causes slight deformation around the edge of the hole.
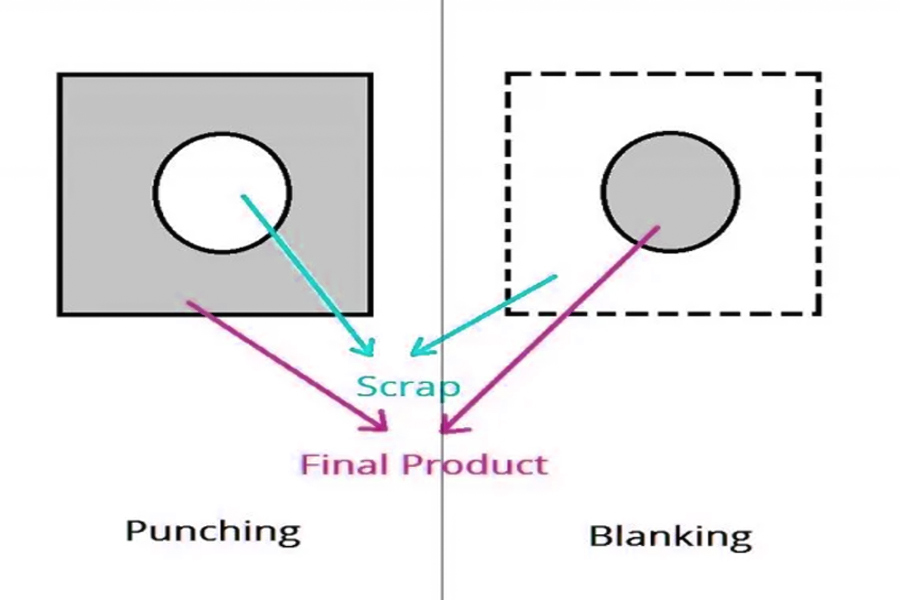
Punching and blanking both involve cutting away material. The punching process cuts out the area around a cavity. This means that the piece removed is considered scrap metal. The hole left behind is the product that one wants.
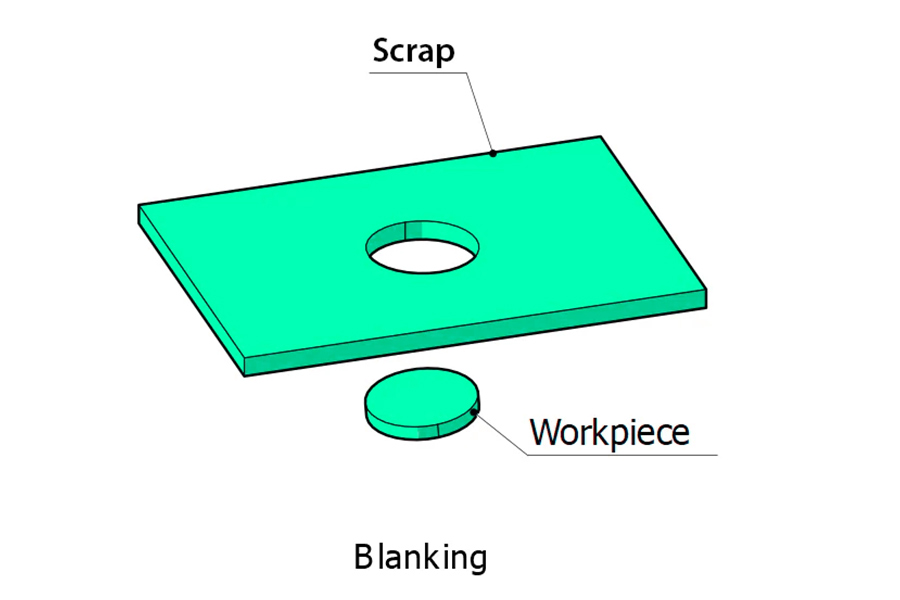
Blanking, on the other hand, is the opposite of punching. In this case, the removed piece is taken as the desired product, while the remaining metal sheet is either discarded or recycled.
(2)Hole Shape and Size:
The piercing process produces relatively small, simple holes, which are usually round of the same shape or of any simple shape. The size range is limited compared with piercing or punching.
Punching process is much more versatile in shape and size. There are many more options available for forms, from circles to very complex shapes. The size range is potentially bigger than piercing, but the tooling limits can also limit it.
Blanking operationfocuses on the cut-out piece rather than the hole. It’s an application that can punch very large shapes, often whole parts. The “hole” left behind is what is not wanted- the negative space of the desired product.
(3)Tooling and Die Selection
Piercing uses a simple punch without a matched die. The tool determines the shape of the hole. This is a very simple setup, and changes can be made quickly.
Punching requires a matched punch and die set. The punch pushes material through a die opening. This can give an extremely clean cut, with the expense of more time for setup.
Blanking also utilizes a punch-and-die system. However, the blanking die opening is comparatively larger to accommodate the finished product. The clearance between punch and die blanking tool must be substantial to achieve neat edges on the blank.
Custom sheet metal manufacturersguide industries in choosing appropriate die openings andblanking tools.
(4)Force Application:
Piercing applies concentrated force to a small area. The punch applies pressure along the hole’s path. This focused force can pierce material effectively in a single operation.
Punching distributes the force over a larger area. It applies pressure along the whole outline of a desired shape, spreading the force for neat cutting of complex forms.
The blanking process requires a high shearing force of the three processes. It must pierce through the resistive forces of the material over the entire periphery of the raw metal blank while the force has to shear throughout the full thickness of the sheet.
The right material is selected based on the project’s specific requirements, including the desiredshape sheet thickness, size, and properties, under guidance from the best contract manufacturers in India.
(5)Speed and Precision:
Piercing has excellent speed and satisfactory accuracy for small diameters. It finds optimal use in mass-production operations, in which parts with small diameters often have to accommodate several simple holes.
Punching is an operation that balances, to a great extent, between speed and precision. Complex shapes could be struck quickly with few inaccuracies.
Blanking may be slower as a technique for large and complex profiles. However, blanking can achieve outstanding levels of precision for the finished part.
(6)Material Strength and Durability Impact
In Piercing, the metal can be weakened on the sides surrounding the hole to some extent due to the material surrounding the hole. There is also displacement of the metal from the hole, hence there would be stress points. However, in the case of thin sheets, this effect tends to be minimal.
Punching can deform some sections of the edges around the hole, resulting in weakening material strength in that section.
Blanking is the process that has the slightest effect on material strength. The finished product’s structural integrity remains intact.
What Materials Are Used in Blanking?
Thebest material to use when blanking depends on a variety of factors, including the shape and size of the blanked part, accuracy requirements, production scale, and cost budget. Here are some materials commonly used for blanking:
1.Aluminum
- Features:Aluminum is a lightweight metal with good plasticity and toughness, and is easy to process and shape. At the same time,aluminum has good corrosion resistanceand is suitable for a variety of environments.
- Application:In the blanking process, aluminum is often used to manufacture lightweight parts and structural parts, such as components in the aerospace field, automobile body panels, and casings of electronic products, etc.
2.Stainless steel
- Features:Stainless steel has high hardness. When punching, the die punch needs to have high hardness and wear resistance, such as ASP-23, ASP60 and other powder high-speed steel punches. At the same time, stainless steel has poor plasticity and is prone to cracks and deformation during blanking. Reasonable design of the mold structure and blanking process is required.
- Application:Stainless steel is widely used in blankingdue to its excellent corrosion resistance and mechanical properties, especially where high corrosion resistance and high strength are required.
3.Copper
- Features:Copper is relatively soft, and the mold wear is small during punching, but care needs to be taken to avoid burrs and deformation.
- Application:Copper and its alloys are also commonly used materials in blanking and are widely used in electrical, electronic and decoration fields due to their good electrical conductivity, thermal conductivity and corrosion resistance.
- Type:Commonly used copper alloys include brass (copper-zinc alloy) and bronze (copper-tin alloy or copper-aluminum-silicon alloy, etc.). The drawing performance of brass is better than that of some pure copper materials.
4.Carbon steel
- Features:The blanking performance of carbon steel is greatly affected by the carbon content and heat treatment state. Low carbon steel is easy to punch and is not prone to cracks; high carbon steel requires appropriate heat treatment before punching to improve its plasticity and reduce hardness.
- Application:Carbon steel is one of the most commonly used materials in blankingand is widely used in the manufacture of various structural parts and components due to its high strength and low price.
- Types:Depending on the carbon content, carbon steel can be divided into low carbon steel, medium carbon steel and high carbon steel. Low carbon steel has good plasticity and punching properties and is suitable for punching parts with complex shapes; high carbon steel has higher hardness and is suitable for occasions that require higher strength and hardness.
5.Galvanized steel
- Features:The punching performance of plated steel is affected by the base material andgalvanized layer. The strength and plasticity of the base material determine the shape and dimensional accuracy of the blanking parts; the galvanized layer needs to remain intact during the blanking process to avoid corrosion. At the same time, galvanized steel blanking dies need to have high hardness and wear resistance to cope with the wear of the galvanized layer.
- Application:Galvanized steel is a material that is coated with a layer of zinc on the surface of the steel plate to improve its corrosion resistance. In blanking, galvanized steel is widely used where high corrosion resistance is required.
- Type:According to different galvanizing methods, galvanized steel can be divided into electro-galvanized steel sheets (such as SECC) and hot-dip galvanized steel sheets (such as SGCC). Electro-galvanized steel sheets have better formability and paintability; hot-dip galvanized steel sheets have higher corrosion resistance.
FAQs
1.What is the process of blanking?
Blanking is a stamping processthat uses a punching die to separate sheets under the action of a press. The blanking process mainly includes the following stages: ① Elastic deformation stage: When the punch first contacts the sheet material, the material undergoes elastic compression and bending deformation due to the pressure of the punch on the material. At this time, the gap between the punch and the die is slightly larger than the thickness of the material. ②Plastic deformation stage: As the punch continues to press down, the material enters the plastic deformation stage. At this time, the material at the cutting edge of the punch and die is subjected to strong shearing action and begins to produce plastic shear deformation. As deformation continues, the internal stress state of the material changes and shear cracks gradually form.③Fracture and separation stage: When the shear crack expands to a certain extent, the material breaks and separates at the cutting edges of the punch and the die. At this time, a clear cross-section is formed between the blanking part and the sheet. ④Blanking and pushing stage: After the punching is completed, the punch continues to press down to push the punched part out of the die. At the same time, the remaining material (waste) is also discharged from the die.
2.What does blanking do?
Blanking is widely used in industrial production. Its main function is that it can directly punch out finished parts with specific shapes and sizes, such as washers, springs, connectors, etc. Blanking can also prepare the required blanks for other stamping processes (such as bending, deep drawing, flanging, etc.) for subsequent processing. Through reasonable layout design and waste recycling, blanking can maximize material utilization and reduce production costs.
3.How does fine blanking work?
Fine blanking is a special blanking process that is performed on a special press by using a special fine blanking die and suitable fine blanking materials. The mainworking principle of fine blankingis that fine blanking dies usually use a blank holder with a ring gear and a special convex and concave die structure. Fine blanking usually chooses materials with good plasticity and toughness, such as low carbon steel, stainless steel, etc. During the stamping process, the punch of the fine blanking die presses into the material at a slower speed, while the edge plate exerts appropriate pressure on the material. Since the plastic deformation of the material is fully developed during the fine blanking process, the cross-sectional quality of the blanked parts is usually higher. The cross section is smooth, highly vertical, and has no obvious burrs or sagging corners.
4.How is blanking different from punching?
Blanking and punching are both material forming processesthat involve the precise removal of material from a workpiece. The main difference between the two processes is the final product produced. In a blanking operation, the final part or product is removed or "punched" out of the larger sheet and the remaining material is discarded as scrap. On the other hand, in stamping operations, the removed material is discarded and the end product is the remaining material, which is then processed further. Another difference between the two processes is how the manufacturer handles the initial sheet. In stamping operations, they typically remove minimal material from the original workpiece to minimize material waste. In contrast, blanking operations are most efficient when the greatest amount of material is removed from the workpiece. For medium to large batch orders, punching and blanking are extremely cost-effective production methods. While the scrap punched out during the punching process may not be used in subsequent operations, in many cases it can be recycled or otherwise reused, resulting in significant cost savings.
Summary
As an important metal processing technology,blanking plays a decisive role in modern manufacturing. Through continuous technological innovation and equipment upgrading, the blanking process will develop towards higher precision, higher efficiency and higher automation, providing strong support for the transformation and upgrading of the manufacturing industry.

Disclaimer
The content on this page is for reference only.LSdoes not make any express or implied representation or warranty as to the accuracy, completeness or validity of the information. No performance parameters, geometric tolerances, specific design features, material quality and type or workmanship should be inferred as to what a third party supplier or manufacturer will deliver through the Longsheng Network. It is the responsibility of the buyerseeking a quote for partsto determine the specific requirements for those parts.Pleasecontact usfor moreinformation.
LS Team
LS is an industry-leading companyspecializing in custom manufacturing solutions. With over 20 years of experience serving more than 5,000 clients, we focus on high-precisionCNC machining,sheet metal fabrication,3D printing,injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 advanced 5-axis machining centers and is ISO 9001:2015 certified. We provide fast, efficient, and high-quality manufacturing solutions to customers in over 150 countries worldwide. Whether it’s low-volume production or large-scale customization, we can meet your needs with delivery as fast as 24 hours. ChoosingLS Technologymeans choosing efficiency, quality, and professionalism.
To learn more, please visit our website:www.lsrpf.com


