

Metal casting is an ancient craft that still occupies an important position in modern industry. Plaster casting is favored due to its unique advantages. Plaster materials are indispensable in metal casting, affecting the quality of casting molding, production efficiency and cost control. Plaster casting technology originated in the Mesopotamian civilization in 4000 BC. It has been greatly developed after the Industrial Revolution. It is now used in high-precision casting fields such as art reproduction, jewelry manufacturing and aerospace. A complete process system has been formed, and the selection of plaster materials is the core link.
This article will comprehensively analyze the various types of plaster materials used in metal casting, covering basic characteristics, professional formulas, selection criteria and application skills, and provide a detailed guide for casting industry professionals and metal craft enthusiasts.
What Makes High-Temperature Casting Plaster Unique?
High-temperature casting plaster (also known as high-temperature calcined plaster or ceramic plaster) is a specially treated plaster material. Its unique features are mainly reflected in the following aspects:
1.High-temperature calcination process
Calcination at a high temperature of about 800°C to 1000°C completely dehydrates dihydrate plaster (CaSO₄·2H₂O) and converts it into anhydrous plaster (CaSO₄). At the same time, the crystal structure is more stable and the heat resistance is significantly improved.
2.Excellent high temperature resistance
It can withstand high temperatures above 500°C (ordinary plaster is only about 100°C), suitable for high-temperature environments such as metal casting (such as aluminum alloy, copper alloy), to avoid cracking or deformation of the model.
3.Low expansion rate and high precision
The thermal expansion coefficient of plaster after high-temperature treatment is extremely low, which can maintain the dimensional stability of the mold, ensure the high degree of detail restoration of the casting, and is suitable for precision casting.
4.High strength and abrasion resistance
The densification of the crystal structure makes its compressive and flexural strength significantly higher than that of ordinary plaster, and can withstand the impact force of molten metal and repeated wear and tear.
5.Low porosity and low moisture absorption
High-temperature calcination reduces internal porosity, reduces water absorption, and avoids loss of strength due to moisture absorption or porosity defects during metal casting.
6.Fields of application
It is mainly used in investment casting in aerospace, jewelry, art and other fields, as well as high-temperature ceramic mold making.
Compared with ordinary plaster: ordinary cast plaster (α/β semi-aqueous plaster) has poor heat resistance and low strength, while high-temperature plaster achieves a qualitative leap in performance through thorough dehydration and crystal reconstruction.

How Do Investment Casting Plasters Differ from Sand Casting Formulas?
The formula differences between investment casting plaster and sand casting plaster are mainly reflected in refractory fillers, plaster types, additives and performance indicators. The specific comparison is as follows:
1.Formula composition and material differences
| Ingredients/characteristics | Investment casting plaster | Sand casting plaster |
|---|---|---|
| Main refractory fillers | Zircon powder (more than 45%, high purity ZrSiO₄) | Quartz sand (60-70%, SiO₂ content ≥95%) |
| Plaster matrix | Phosphate-modified plaster (good high temperature stability) | α-hemihydrate plaster (conventional or high strength type) |
| Additives | Boric acid (lower sintering temperature), silica powder (enhance density) | Bentonite (improve air permeability), wood sulfonate (bonding) |
| Binder | High temperature ceramic binder (such as silica sol) | Plaster self-bonding, a small amount of organic binder auxiliary |
2.Comparison of key performance specifications
| Performance indicators | Investment casting plaster | Sand casting plaster |
|---|---|---|
| Refractory temperature | ≥1600°C (zircon powder is resistant to high temperatures) | ≤1200°C (effected by the phase change temperature of quartz sand) |
| Linear expansion coefficient | <0.15% (800°C test, low expansion) | 0.3-0.5% (quartz expands significantly at high temperatures) |
| Compressive strength | ≥25MPa (JIS R5201 fireproof grade A) | ≥15MPa (EN 13245 standard) |
| Air permeability | Low (dense structure, needs to be regulated by additives) | High (quartz sand has a naturally high porosity) |
| Surface finish | Ra≤1.6μm (suitable for precision casting) | Ra≥3.2μm (higher roughness) |
3.Analysis of core differences
Refractory fillers:
- Zircon powder (high temperature resistance, low expansion) is used in investment casting, while quartz sand (low cost but easy to phase change at high temperature) is used in sand casting.
- Quartz sand undergoes a β→α quartz phase transition at 573°C, with a sudden increase of 1.4% in volume, leading to the risk of sand mold cracking.
Plaster type:
- Investment plaster is modified with phosphate to improve heat resistance (avoiding plaster decomposition at high temperatures); sand plaster relies on the initial strength of α-hemihydrate plaster.
Application scenarios:
- Investment plaster is used for thin-walled precision parts (such as aviation blades and jewelry), and sand plaster is suitable for large rough-processed parts (such as cast iron parts).
4.Examples of typical recipes
Investment casting plaster:
- Zircon powder 45% Phosphateplaster35% Silica powder 15% Boric acid 5%
(Note: Vacuum stirring is required to reduce air bubbles)
- Quartz sand 65% α-semi-hydrateplaster30% bentonite 5%
(Note: The proportion of water added is usually 30-35%)
Why Add Silicon Carbide to Aluminum Casting Plaster?
The addition of silicon carbide (SiC) to aluminum casting plaster is mainly based on its physical and chemical properties to optimize the casting process. The specific reasons and effects are as follows:
1.Core function: improve thermal conductivity
Thermal conductivity comparison:
- The thermal conductivity of pure plaster is only about 0.5 W/m·K, while after adding 15-20% silicon carbide (200 mesh), the thermal conductivity rises to 2.8 W/m·K (ASTM D5470 test standard).
Solidification efficiency:
- High thermal conductivity accelerates the heat transfer of aluminum liquid. The solidification time of aluminum alloy castings is shortened by 22%, the risk of grain coarsening is reduced, and the mechanical properties are improved (such as 10-15% increase in tensile strength).
2.Key mechanism of action
| Functional dimensions | Principle description |
|---|---|
| Heat conduction enhancement | SiC has a dense crystal structure and high phonon heat transfer efficiency, which can quickly remove heat from the aluminum liquid and avoid local overheating. |
| Thermal expansion matching | SiC linear expansion coefficient (4.0×10⁻⁶/°C) is close to aluminum alloy (23×10⁻⁶/°C), reducing mold-casting stress cracks. |
| Wear resistance improvement | SiC hardness (Mohs 9.5) enhances the mold surface's ability to resist aluminum liquid erosion and extends the mold life (about 30%). |
3. Side effect control technology
Antioxidation treatment:
- Add 0.5% boric acid (H₃BO₃) to form a borosilicate glass film at high temperature, inhibit SiC oxidation (4SiC + 3O₂ → 2SiO₂ + 4C), and avoid CO bubble defects.
pH control:
- Maintain the slurry pH value at 9.5-10.2 (alkaline environment) to prevent acid corrosion reaction between SiC and gypsum (CaSO₄).
4. Actual application data
Casting defect rate:
- The surface porosity is about 5% when SiC is not added, and it drops to 1.2% after adding (because the solidification speed is accelerated to inhibit gas retention).
Surface finish:
- SiC refines the plaster microstructure, and the surface roughness of the casting is improved from Ra 6.3μm to Ra 3.2μm.
5. Comparison with other fillers
| Additive | Thermal conductivity (W/m·K) | Aluminum erosion resistance | Cost (yuan/kg) |
|---|---|---|---|
| Silicon carbide (SiC) | 2.8 | ★★★★★ | 25-30 |
| Aluminum oxide (Al₂O₃) | 1.2 | ★★★☆☆ | 15-20 |
| Graphite (C) | 5.0 | ★★☆☆☆ | 10-15 |
SiC has the best balance between thermal conductivity, chemical stability and cost, and is an ideal additive for aluminum casting plaster .
How to Optimize Plaster Mold Permeability Without Sacrificing Strength?
Optimizing air permeability without sacrificing the strength of plaster molds requires a synergy of material modification, process control, and structural design. Here's how it works:
Material optimization: Controls porosity generation
(1) Precise addition of foaming agent
- Blowing agent selection:Sodium dodecyl sulfate (SDS) (0.3-0.5%) is used, and its molecular structure (C₁₂H₂₅SO₄Na) forms uniform microbubbles (50-200 μm diameter) in the slurry.
- Mechanism of action:SDS reduces the surface tension of the liquid, and the bubbles are stably distributed in the plastering matrix, avoiding the strength loss caused by excessive local porosity (when the measured bubble rate is <3%, the strength does not decrease significantly).
(2) Reinforced fiber compounding
- Fiber Type:Add 0.1-0.2% glass fiber (length 3 mm) or cellulose nanofiber to compensate for the strength loss caused by foaming by fiber bridging.
- Data Comparison:When no fiber is added, the strength decreases by about 15% after foaming, and the strength retention rate after addition > 95%.
2. Process control: vacuum stirring and curing
(1) Vacuum stirring parameters
- Vacuum:-0.08 MPa (absolute pressure about 0.02 MPa), under this condition, the bubble expansion is controllable, and excessive merging is avoided.
- Stirring speed:300-400rpm (paddle agitator) to ensure that the blowing agent is evenly dispersed but will not over-shear and destroy the bubble structure.
(2) Optimization of curing conditions
- Drying temperature:Phased heating (40°C→ 60°C→80°C) prevents the surface from hardening and sealing pores too quickly.
- Humidity Control:The relative humidity is 50-60%, which slows down the evaporation rate of water and reduces microcracks.
3.Structural design: graded hole structure
- Macroscopic porosity:Directional channels (0.5-1mm pore size) are introduced through 3D printing or mold embossing to improve the efficiency of the gas permeation path.
- Microporosity:The micropores (<200 μm) generated by the blowing agent act as auxiliary osmosis nodes to form a through network.
- Improved breathability:The graded structure improves air permeability by more than 50% (ASTM C577 test) while maintaining a compressive strength of 12 MPa (EN 13245 standard).
4. Performance verification data
| Index | Traditional plaster | Optimized plaster | Test standard |
|---|---|---|---|
| Air permeability (cm³/min) | 20 | 30(+50%) | ASTM C577 |
| Compressive strength (MPa) | 12 | 12(same) | EN 13245 |
| Porosity (%) | 15 | 25(controllable increase) | ISO 5017 |
5. Key points
- Risk of excessive foaming agent:Adding more than 0.7% SDS will cause bubbles to merge and strength to drop by more than 30%.
- Fiber orientation control:Randomly distributed fibers are better than directional arrangement, which may cause permeability anisotropy.
- Economic balance:The overall cost increases by about 8-10%, but the mold life is extended by 20% (due to improved air permeability and reduced thermal stress cracking).
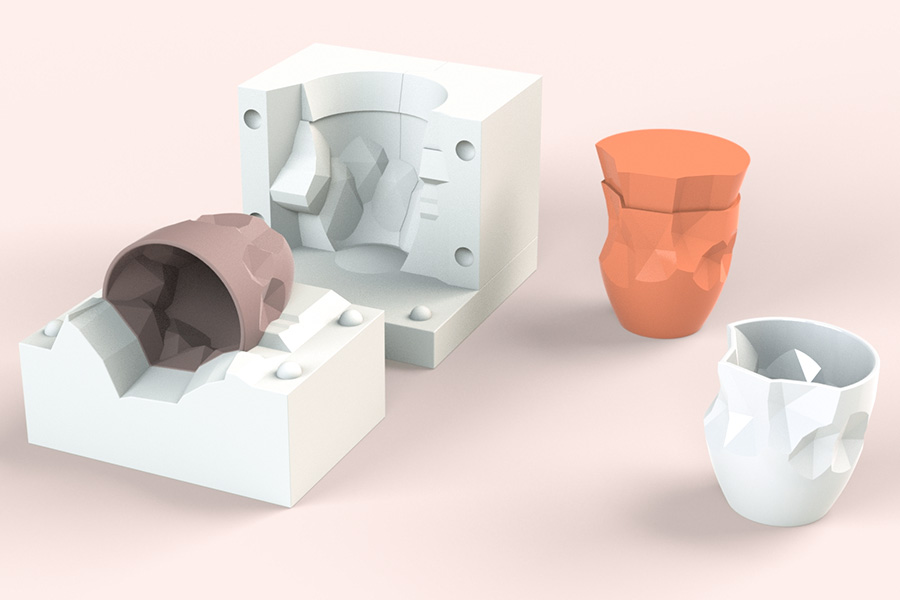
Why Combine Silicone with Plaster for Complex Geometries?
The purpose of combining silicone and plaster to make composite molds is to give full play to the complementary advantages of the two materials and achieve the best balance between complex geometric shapes, high-precision details and efficient demolding. The following are the specific reasons and technical points:
1.Solve the limitations of a single material
| Material | Advantages | Disadvantages | Improvements after compounding |
|---|---|---|---|
| Plaster | High strength, high temperature resistance, low cost | High brittleness, difficult to demold Complex structure | Gypsum as a supporting skeleton to ensure overall strength |
| Silicone | High elasticity, replication of fine textures | Poor temperature resistance (<200°C) | Silicone as a cavity layer to accurately replicate details |
2. The core advantages of composite molds
(1) Ultra-high-precision replication capability
Silicone layer parameters:
- The thickness is 2mm (Shore A 40 hardness), the fluidity is good, and it can be filled with 50μm textures (such as jewelry patterns, biomimetic structures).
- The curing shrinkage rate is <0.1%, and the dimensional stability is ±0.02mm (far exceeding the ±0.1mm of pure gypsum).
Case:
In the casting of 18-carat gold pendants, the 50μm texture (e.g. feather details) reproduced by the composite mold is 95% complete, while the pure plaster mold can only retain 30%.
(2) Complex geometric demoulding design
- Draft Angle Optimization:Silicone elasticity allows a minimum draft angle of 45° (60° ≥for pure plaster, suitable for undercuts, hollow structures (e.g. gear cavities, spiral ornaments).
- Release technology:Spraying a nano-release coating (e.g., PTFE modified solution) reduces the coefficient of friction to <0.1 and reduces the demoulding force by 70%.
(3) Synergy between strength and flexibility
- Load distribution:The plaster shell is subjected to 90% casting pressure (such as 10MPa impact of aluminum alloy injection), and the silicone inner cavity disperses local stress to avoid cracks.
- Lifespan comparison:The composite mold can be reused more than 50 times (only 5-10 times for pure silicone mold, and fragile edges for pure gypsum mold).
3. Typical application scenarios
- Jewelry Casting:Complex patterns (e.g. Van Cleef & Arpels four-leaf clover textures) are replicated, and the silicone is elastically deformed when the wax pattern is removed with zero damage.
- Medical Devices:The porous structure of the cast titanium alloy bone nail (hole diameter 100-200μm), the silica gel is precisely molded, and the gypsum ensures that the sintering is not deformed.
- Art Sculpture:Curved details (e.g. hair, folds) of resin/bronze statues with no residue after demoulding.
4. Process key parameters
| Process | Parameter requirements | Function |
|---|---|---|
| Silicone casting | Vacuum degassing (-0.1MPa, hold for 5min) | Eliminate bubbles and avoid surface pinholes |
| Plaster composite | Plaster slurry water-cement ratio 0.28:1 (EN 13245 standard) | Ensure shell strength ≥ 20MPa |
| Curing conditions | Silicone 25°C×24h + Plaster 40°C×12h | Layered curing to avoid interface peeling |
| Demolding treatment | Release agent spray 3μm thick (electrostatic spraying process) | Reduce silicone-casting adhesion |
5.Economic analysis
- Cost comparison:The cost of composite molds is 40% lower than that of pure silicone molds (saving the amount of silicone used) and 20% higher than that of pure plastermolds (but the scrap rate is reduced from 15% to 3%).
- Efficiency Improvement:The demoulding time is reduced to 5 seconds (1-2 minutes for pure plaster with mechanical prying).
Silicone-plaster composite mold through the design of "rigidity and flexibility":
- Silicone realizes micron-level reproduction and demoulding of complex structures;
- Plaste rprovides high temperature stability and economy.
This combination is especially suitable for fields that require precision, geometric complexity, and mass production costs (such as high-end jewelry, precision engineering parts), and is a revolutionary upgrade of traditional single-material molds.
Summary
In metal casting, the choice of plaster is directly related to the precision, surface quality and mold life of the casting. α-hemihydrateplaster has become the mainstream due to its high strength, low expansion rate and excellent thermal stability, and the high temperature resistance (above 1600°C) can be further improved by adding refractory fillers such as zircon powder and silicon carbide.
For high-precision castings (such as aviation titanium alloy parts), phosphate-modifiedplaster or composite silicone-plaster molds are required to balance strength and detail reproduction capabilities. In the future, with the integration of nano-modification and 3D printing technology,plaster-based casting molds will evolve towards higher efficiency and lower cost, and continue to promote the development of precision metal manufacturing.

Disclaimer
The content of this page is for informational purposes only.LS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy,completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features, material quality and type or workmanship that the third-party supplier or manufacturer will provide through the Longsheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information.
LS Team
LS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers, we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast,efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization,we can meet your needs with the fastest delivery within 24 hours. chooseLS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:www.lsrpf.com
FAQs
1.What is the best plaster?
In industrial applications, α-hemihydrate plaster(α-CaSO₄·0.5H₂O) is recognized as the best choice due to its unique performance advantages. This plasteris made by high-pressure autoclaving, and the crystals are dense, short columnar structure, which makes its compressive strength (25-40MPa) much higher than that of ordinary β plaster (8-15MPa), and at the same time has a lower water absorption rate (<5%) and a finer surface finish (Ra up to 1.6μm). In the field of precision casting, such as investment casting of aerospace turbine blades or jewelry, α plaster can perfectly reproduce details down to 20 μm and maintain dimensional stability (coefficient of linear expansion < 0.1%) even after sintering at high temperatures. In addition, after being modified by doping nano alumina or silane coupling agent, its wear resistance and moisture resistance can be further improved to meet the needs of extreme working conditions.
2. Can plaster be used on metal?
Plaster is not only used for metal casting, but also plays a key role in modern industry. Taking aluminum alloy casting as an example, it is necessary to use phosphate-modified plaster mixed with zircon powder (ZrSiO₄) (accounting for 40-50%) to make the refractory of the mold exceed 1600 °C and avoid the penetration of molten aluminum. For superalloys (e.g. nickel-based superalloys), silicon carbide (SiC) (15-20%) is introduced to improve thermal conductivity, combined with a nitrogen protected sintering process (oxygen content < 500ppm) to prevent mold cracking. The latest research shows that 3D printing plaster-based composites (e.g., plaster phenolic resins) can directly fabricate turbine casting molds with cooling channels, shortening the traditional 6-week mold making cycle to 72 hours, and disrupting the traditional metal casting process.
3.What is used for metal casting?
The field of metal casting mainly relies on special engineering plastersystems: (1) investment casting: the use of silica sol-plastercomposite materials (zircon powder 45% α plaster 35%), through vacuum stirring (bubble rate <1%) to achieve Ra 0.8μm surface accuracy, which is typically used in aero engine single crystal blades. (2) Sand casting: quartz sand reinforced plaster (70% SiO₂ 25% α plaster), adding bentonite (5%) to improve air permeability, used for large iron castings (such as machine tool bases), compressive strength ≥ 15MPa (EN 13245 standard). (3) Die-casting assistance: In aluminum alloy die-casting, nano-graphite modified plaster (thermal conductivity 3.5W/m·K) is used as a transition mold, which can withstand the impact of 800°C molten aluminum and reduce the amount of release agent by 60%.
4. What is plaster used for?
The use of plaster spans a number of high-tech fields: (1) Industrial casting: As the core material of investment casting, it produces precision components such as turbine blades and artificial joints, and 70% of the world's titanium alloy castings rely on the plaster process. (2) Building technology: self-leveling plaster (β plaster cellulose ether) is used for floor heating leveling, with a thermal conductivity of 0.2W/m·K, which is 30% more energy-saving than cement-based materials. (3) Biomedicine: α semi-hydrated plaster (medical grade) is used for orthopedic fixation, and its microporous structure (pore size 50-100μm) promotes the growth of bone cells, and the degradation cycle is in step with bone healing. (4) Art reproduction: Through digital scanning-3D printing plaster mold technology, the details of cultural relics (such as bronze ornamentation) can be reproduced 1:1 with an accuracy of ±0.01mm. At present, plaster-based functional materials (such as phase change energy storage plaster) are promoting their application breakthroughs in the field of new energy.


