

In mechanical processing, threaded hole processing is a general and fragile process. If it is needed to process an entire thread at the bottom of a blind hole (non-through hole), there comes in a special tool named bottoming tap as a must-have tool. In this article, the design principle, application scenarios and use skills of the bottoming tap will be analyzed deeply.
What is a bottoming tap?
The bottoming tap is a specialized tapping instrument for threading the bottoming of a blind hole. It is constructed to have almost no guide taper at its front, but its tooth profile is short, dense and vertical. It is able to cut directly into the bottom of the hole to ensure that a complete thread is formed in a short depth. It is contrasted with tapered taps and flat-bottomed taps, losing some of the cutting smoothness and chip capacity, but having the capability to precisely machine to the blind hole end. It is suitable for high-precision assembly uses where full-length thread meeting is required, such as aerospace, precision instrument manufacturing and other industries.

How Does a Bottoming Tap Differ from Taper/Plug Taps?
In bottoming tapping, bottoming taps, tapered taps and plug taps (flat bottom taps) are three basic tools, but they have very different structure and applications. LS will provide a detailed comparison of the three in terms of structure, performance and appropriate cases to help you select tapping tools correctly.
1. Structural comparison: Structure differences decide functions
Number of cutting teeth
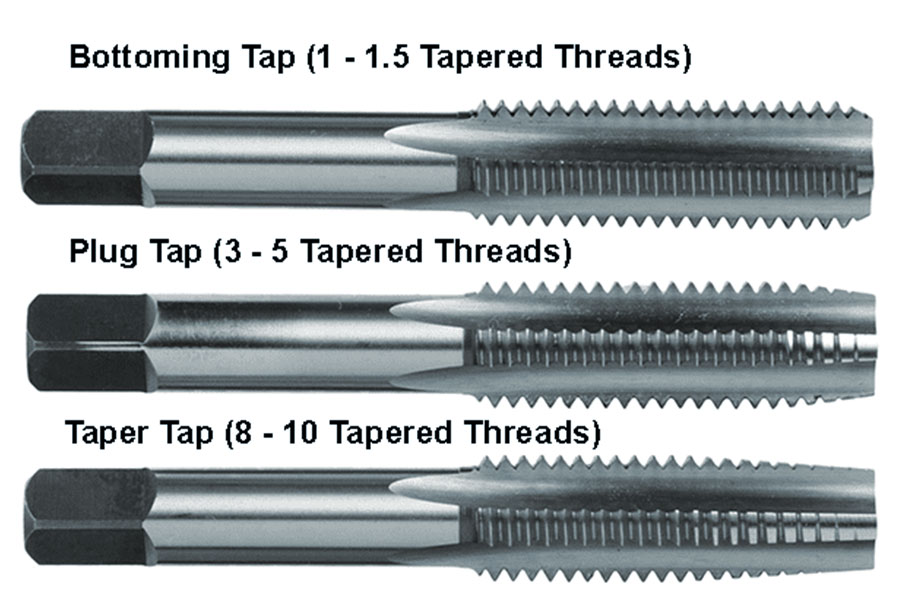
- Bottoming tap: one 1-2 cutting teeth, tapered tooth shape with no taper, used for bottoming blind holes.
- Tapered tap: 4-6 progressive cutting teeth, long taper guide section of about 8-10 teeth, suitable for roughing through holes.
- Plug tap: 3-4 cutting teeth, short taper of about 3-5 teeth, compromising chip capacity and cutting precision.
Rake angle design
- Bottoming tap: rake angle 0° (plain right-angle cutting), imposing smoothness to find the integrity of the bottom thread of the blind hole.
- Tapered tap: rake angle 5°-10°, progressive cutting reduces initial resistance, useful for opening large diameters or hard materials.
- Plug tap: rake angle 3°-5°, a compromise between the two, balancing consideration of cutting stability and thread forming quality.
Chip groove and strength
- Bottoming tap: straight groove form, worse chip removal but reinforced core, high torsional stiffness.
- Conical tap: straight groove or spiral groove, large chip room, suitable for long iron chip materials (e.g., steel, aluminum).
- Plug tap: shallow straight groove or short spiral groove, equal chip removal and stiffness.
2. Cutting performance: compromise from resistance to precision
| Parameters | Bottoming tap | Conical tap | Plug tap |
|---|---|---|---|
| Cutting resistance | High (direct full-tooth cutting) | Low (progressive cutting) | Medium |
| Thread accuracy | Ultra-high precision at the bottom of blind holes | Fast roughing of through holes | Medium precision of shallow blind holes |
| Chip breaking ability | Forced chip breaking (chipping) | Natural chip curling (long chips) | Mainly short chips |
| Chip space | Small (easy to get stuck) | Large (smooth chip removal) | Medium |
3. Application scenarios: key to meeting requirements
Bottoming tap
- Chief application: bottom processing of the last 2-3 threads at the lower end of the blind hole in order to screw on the bolt to the bottom of the hole.
- Typical areas: aerospace engine parts, hydraulic valve blocks, precision mold inserts.
Tapered tap
- Core application: first tapping of through holes or deep blind holes, fast grooving and taking more than 70% of the cutting volume.
- General applications: steel structure connecting holes, mass production screw holes, cast iron/aluminum alloy through holes.
Plug tap
- Core application: blind tapping during the middle phase to deepen the thread after grooving the taper tap.
- Common uses: gear housing of car, injection mold cooling water channel, blind hole machining at a medium depth.
4. Suggestion of selection: How to apply them effectively?
Standard method of blind hole tapping:
- Blind hole rough tapping with taper (cutting away 60% of material);
- Plug expanding (machining 1-2 pitches from the bottom of the hole);
- Bottom thread finishing tap (thread finishing at the end).
Material adaptation guide
- Hard materials (titanium alloy, stainless steel): Cobalt-containing bottom thread taps + TiCN coating are employed.
- Soft materials (aluminum, copper): Taper/plug taps with spiral grooves, bottom thread taps undergo chip removal by high frequency.
Understanding the differences in the three types of tap properties can significantly improve thread processing efficiency and quality. Rational use not only can reduce tool wear cost, but also meet the entire process requirements from rough processing to finishing, especially in manufacturing high-value blind hole products.
Why Do Blind Holes Need a Bottoming Tap?
In blind hole threading, bottoming tap is the indispensible ultimate tool. Its value lies in removing process defects brought by tapered tap and plug tap on the bottom of blind holes, and achieve overall improvement from thread integrity, assembly accuracy to connection strength. The following talks about its necessity from three perspectives:
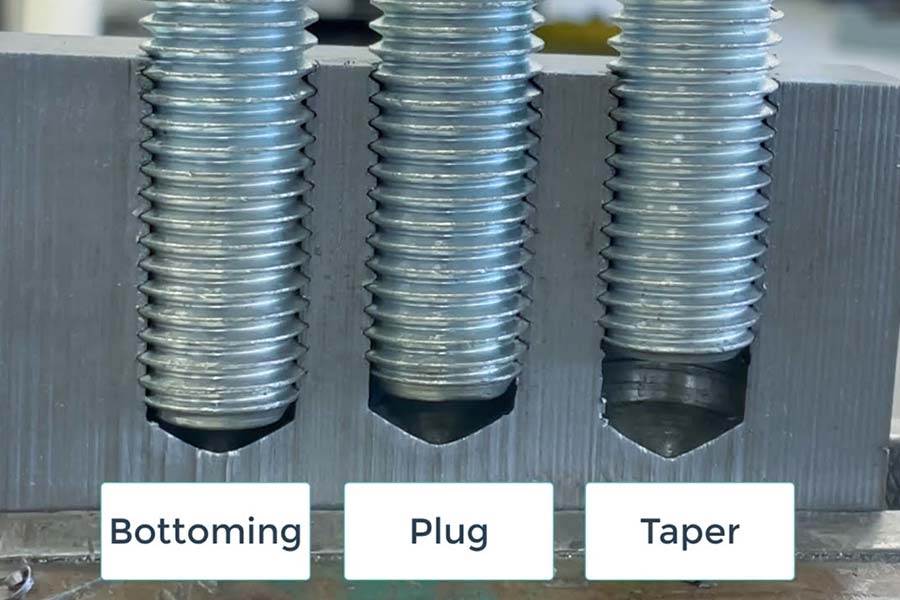
1. Thread integrity: Remove "unprocessed blind area"
Natural limitations of tapered/plug taps
The taper end of taper tap is 8-10 teeth, and of plug tap, there is a short taper of 3-5 teeth, which results in the fact that it will not form a full thread between a distance of about 0.5-1.5 times the pitch (P) of the hole from its bottom.
The remaining unprocessed area directly reduces the efficient screwing depth of the bolt (e.g., the M10 bolt loses 1.5mm as unprocessed area, and screw depth loses 15%).
Breakthrough design of bottoming taps
Only 1-2 micro-chamfer teeth are left at the front end, which can press the unprocessed area to ≤0.1P (e.g., the residual depth of the M6 screw hole ≤0.6mm), and achieve the complete thread profile of the bottom thread of the blind hole.
Normal case: For blind hole of hydraulic valve block oil circuit, the excess unprocessed thread will result in leakage pressure of sealing surface reduced by more than 30%.
2. Accuracy control: micron-level tolerance matching
Dimensional precision leap
The middle diameter tolerance of the blind hole thread machined by the bottoming tap is as high as ISO class 2 (H5/h5), which is 1-2 accuracy levels higher than the tapered tap (tapered taps are typically ISO class 3).
Key data comparison:
| Tap type | Middle diameter tolerance (μm) | Surface roughness Ra (μm) |
|---|---|---|
| Tapered tap | ±20 | 6.3-12.5 |
| Bottoming tap | ±8 | ≤3.2 |
Assembly reliability guarantee
For aerospace, the bolt and blind hole thread clearance must be regulated at 5-8μm (the same as 1/10 hair), and only the bottom tap has the ability to reach such strict match requirements.
3. Assurance of strength: Penetrating stress concentration issue
Strength trap of traditional method
There is a string "no-load zone" at the bottom of the blind hole drilled by the tapered tap, which leads to over 60% of the load concentrated in the top 3-4 threads when screwing the bolt (experimental data), and it tends to lead to cracking at the thread root.
Mechanical optimization of bottom tap
By forming the entire thread at the bottom, the stress distribution is evenly spread across all threads (decrease in standard deviation of stress distribution by 70%).
ASTM A490 high-strength bolts (minimum tensile strength ≥150ksi) test shows that:
With the use of bottom taps: The bolt fracture strength achieves more than 95% of the nominal value;
Without the use of bottom taps: Fracture strength is lessened to 65-75% of the nominal value because of stress concentration.
4. Chain process coordination: effective application logic of bottoming taps
Three-stage tapping criterion
Roughing: tapered taps remove 60-70% material (speed 80-120 RPM);
Expansion: plug taps are threaded to 1-2P from bottom hole (speed 50-80 RPM);
Fine finishing: bottom taps complete last 0.5P cutting at low speed of ≤30 RPM for accuracy and surface finish.
Economic balance
While the unit cost of bottom taps is fairly high (around 1.5 times that of tapered taps), they can lower the rework rate on blind hole threads to less than 2% compared to 12%, saving the overall cost by 30%.
The non-substitutability of bottom taps in blind hole machining is in fact the required choice for the equilibrium of the "precision-strength-efficiency" triangle. From micron-level tolerance management to kilonewton-level load balance optimization, its value is particularly prominent in high-end equipment manufacturing. Acquiring the correct usage of bottom taps is not just a landmark in process advancement, but also the ultimate resolution to the precision manufacturing bottleneck.

How to Identify a Bottoming Tap?
To identify a bottoming tap , a comprehensive judgment is required based on the following standard features. Do as follows:
1. Marking inspection
- Inspection place: Check for marking details on the tap handle (non-cutting section).
International standard marking:
- JIS B 4445: Mark the letter "B" (e.g., B-M6×1.0).
- DIN 371: Mark "BT" (e.g., BT-M8×1.25).
- ANSI B94.9: Mark English word "Bottom" or abbreviation "Bot".
Note: Some brands do not utilize the above code and instead write the specification directly (e.g., M10×1.5).
2. Check groove characteristics
Groove type:
Straight groove: used normally for general materials (e.g., low carbon steel, aluminum).
10° right-hand spiral groove: specially for hard materials (e.g., stainless steel, titanium alloy) with the minimum helix angle and upward chip removal direction to avoid chips embedded at the bottom of the blind hole.
Key difference:
No taper transition cutting section: front end of the bottom tap is a flat bottom design, and guide section and the cutting section are directly transitioned (normal taps have 2-3 taper teeth).
Observation method: Compare the front end of tap. When thread is full tooth depth from the first tooth, it is a bottom tap.
3. Coating color identification
Common coating types:
TiN (titanium nitride): golden yellow color surface, suitable for high wear resistance conditions.
TiCN (titanium carbonitride): blue-gray, with higher hardness than TiN, suitable for high-speed cutting.
Uncoated HSS: silver-white metallic base color, low cost, suitable for normal working conditions.
Function hints: The coating is done basically for wear resistance and improvement in lubricity, which is not a particular characteristic of bottom taps and is to be viewed in combination with other characteristics.
4. Auxiliary judgment of application situation
Usage characteristics: Bottom taps are specially designed for tapping blind holes, especially with applications where the bottom of the hole needs to be threaded through.
Material adaptation:
Hard materials (e.g., hardened steel, alloy steel): 10° right-hand spiral groove + TiCN coating is suggested.
Soft materials (e.g., plastic, copper): straight groove or uncoated HSS can be utilized.
Notes
Brand variations: Some manufacturers can have special designations (e.g., "Blind") that need to be referred to in addition to the product instruction.
Spiral groove confusion: Bottom taps' 10° spiral groove is easily mistaken for standard spiral groove taps (e.g., 45° helix angle), so be careful with angle measurement.
Special design: Internal cooling holes (e.g., deep blind holes) in some bottom taps need special functional design consideration.
Using the above multi-dimensional feature cross-validation, bottom taps can be clearly distinguished from other types of taps (e.g., taper taps, extrusion taps). If classification is still uncertain, confirmation on the tap packaging label or consultation with LS technicians is recommended.
What Materials Require a Bottoming Tap?
The below is a detailed list of the material types and general process applications requiring bottoming taps as a matter of priority, organized by dominant characteristics:
High hardness/high toughness materials
1. Stainless steel series
Common grades: 304/316 (HRC ≥ 30), 17-4PH (precipitation hardening type), 420 martensitic stainless steel
Pain point: High cold working hardening properties of the material, and normal taps stick and chip removal result in chipping
Solution:
Use 10° right-hand spiral groove bottoming taps (in order to increase the chip removal efficiency)
Should be used together with TiCN or TiAlN coating (in order to reduce the friction coefficient)
Typical grades: Ti-6Al-4V (Grade 5), Ti-3Al-2.5V (aerospace pipes)
Features: low thermal conductivity (just 1/6 of steel), easy heat accumulation of cutting leading to tapping welding failure
Special configuration:
Helix angle not more than 10° is necessary for spiral groove bottom tapping
Internal coolant hole design is advisable (injection of cutting fluid for cooling during deep blind hole machining)
Hardness range: HRC 45-62 (such as SKD11 mold steel, GCr15 bearing steel)
Special requirements:
TiAlN coating must be used (heat resistance up to 900℃)
Powder metallurgy high-speed steel (ASP30) or carbide tapping is best
Brittle and breakage prone materials
1. Cast iron
Gray cast iron (HT250): Micro-notch sensitivity due to graphite flakes
Ductile cast iron (QT600): Ferrite matrix low toughness
Machining highlights:
Choose straight groove bottom tap (reduce cutting vibration)
Reduce tapping speed (≤15m/min)
2. Powder metallurgy parts
Material porosity: Loose structure 7-15% is subject to edge fracture
Process optimization:
Use bottom tap negative rake angle design (enhance cutting edge strength)
Chamfering of the hole before tapping (pre-removal of burr stress concentration)
Extraordinary working conditions and mandatory application situations
1. Deep blind hole machining
Judgment standards: depth of the hole ≥ 3D (where D is the nominal thread diameter)
Example:
Depth of the M6 threaded hole ≥ 18mm
Depth of the M12 threaded hole ≥ 36mm
Technical measures:
Spiral groove bottom tap + high pressure internal cooling (pressure ≥ 5MPa)
Withdraw tool and chip removal once every 1D depth
2. Highly small bottom hole allowance
Working conditions: The reserved room at the bottom of the blind hole is less than 0.3mm (can not take chips)
Solution:
Use a flat bottom tap (no tapering in the cutting section)
Select the left spiral groove design (reverse chip removal to the mouth of the hole)
4. Comparison table of materials and parameters
| Material type | Recommended groove type | Coating selection | Tapping speed (m/min) | Lubrication requirements |
|---|---|---|---|---|
| Austenitic stainless steel | 10° right-hand spiral groove | TiCN | 3-5 | Fully synthetic extreme pressure cutting fluid |
| Titanium alloy | 10° right-hand spiral groove | TiAlN | 2-4 | High viscosity chloride oil base |
| Quenched steel | Straight groove | TiAlN+MoS2 | 1-3 | Solid lubricant |
| Cast iron | Straight groove | Uncoated | 8-12 | Air mist cooling |
| Powder metallurgy | Straight groove/micro spiral | CrN | 5-8 | Kerosene-based penetrant |
5. Risk Avoidance Guide
Risk of hardness misjudgment:
Material hardness must be tested (portable Leeb hardness tester calibration)
Martensitic stainless steel, not tempered, has excess hardness above HRC50 and must be treated as quenched steel
Chip removal failure warning:
Intermittent "clicking" sounds during processing indicate jamming of chips
Immediately reverse rotate and halt
Peeling detection of coating:
Regularly inspect the integrity of edge coating with 20x magnifying glass
The peeling region of >0.2mm should be replaced compulsorily
Through precise matching of the aforementioned workpiece material properties and processing conditions, the performance benefit of the bottom tap in special working conditions can be fully realized, blind hole tapping efficiency can be increased by 30%-50%, and the probability of tap breakage can be reduced by around 70%. In engineering practices, trial cutting verification (the number of trial cutting holes is recommended to be ≥5) should be conducted at first, followed by batch processing.

Summary
Being the last processing device for blind hole thread forming, bottoming tap with vertical tooth structure without guide taper and high strength material, breaks the technical barrier of conventional tap of unprocessed region left at the hole bottom, and achieves triple optimization of thread depth, precision and load-bearing distribution. From the primary materials of aerospace engines to high-precision medical implants, its non-substitutability is proven in the final control of ISO grade 2 tolerances, Ra≤3.2μm surface finishing, and the fundamental warranty of high-strength bolt assembly reliability. Correct use of the "cone-flat bottom-bottom diameter" three-stage tapping process chain is not only a technological prerequisite, but also the intrinsic rationale of modern precision manufacturing from "usability" to "excellence".

📞 Phone: +86 185 6675 9667
📧 Email: info@longshengmfg.com
🌐 Website: https://lsrpf.com/
Disclaimer
The content of this page is for informational purposes only.LS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy,completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features, material quality and type or workmanship that the third-party supplier or manufacturer will provide through the Longsheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information.
LS Team
LS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers, we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast,efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization,we can meet your needs with the fastest delivery within 24 hours. chooseLS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:www.lsrpf.com

FAQs
1.What is a bottoming tap?
A bottoming tap is a tapping tool designed for processing the bottom thread of a blind hole. It has no guide taper at the front end, and only retains a slight chamfer of 1-2 teeth. The teeth are vertically dense and can be cut directly to the end of the blind hole to ensure the complete thread depth. It is made of high-speed steel (HSS) or cobalt-containing alloy, partially plated with TiN/TiCN coating to improve wear resistance, and the straight groove design enhances torsional strength. It is often used in high-precision assembly scenarios such as aerospace and precision instruments to solve the problem of missing threads at the bottom of traditional taps.
2.What processing scenarios are suitable for bottoming taps?
Bottoming taps are specially used for the final processing of the bottom thread of blind holes. They are suitable for assembly requirements where the bolts need to be completely screwed into the bottom of the hole (such as hydraulic valve blocks and engine cylinder threads), repairing the unformed defects at the bottom of existing threaded holes (residual ≤0.1 pitch unprocessed area), and high-hardness materials (such as stainless steel HRC35+) or ultra-precision workpieces (thread tolerance ISO Grade 2/H5). Typical fields include medical implant threads, nuclear industry sealing components, and automotive turbocharger housings.
3.What is the difference between a bottoming tap and a tapered tap?
Bottoming taps have no guide taper (only 1-2 tooth chamfers), few cutting teeth (1-2 teeth), vertical tooth profile, shallow chip grooves (mainly straight grooves), and are specialized in finishing the bottom of blind holes; tapered taps have a taper of 8-10 tooth length at the front end, many cutting teeth (4-6 teeth), and large spiral groove chip space, which are used for rough machining of through holes or grooving of blind holes. Both need to be tapped in stages in the order of "taper → flat bottom → bottom diameter" to avoid the risk of cone breakage caused by direct full-load cutting of bottom-diameter taps.
4.What should be noted when using a bottoming tap?
The bottom hole must be pre-drilled to a sufficient depth (thread depth + 1.5 times the pitch to reserve chip removal space), combined with low-speed cutting (steel ≤30 RPM, aluminum alloy ≤50 RPM) and special lubricants (sulfurized oil for steel, kerosene for aluminum, chlorinated cutting fluid for stainless steel), strictly follow the three-stage tapping process, and reverse chip removal every 2-3 turns. If processing sticky materials such as titanium alloys, it is necessary to select a 10° right-hand spiral groove bottom tap and increase the chip removal frequency to prevent chips from sticking and damaging the thread surface roughness (Ra must be ≤3.2μm).


