

في نظام الدقة للتصنيع الحديث ، تقنية الانحناء الأنابيب تشبه الارتباط بين الخيال والواقع . نظام العادم الهدير للسيارات ، وإطارات الأثاث المدعومة بحزم ، وهياكل البناء الشاهقة ، وحتى شبكات خطوط الأنابيب الصناعية المتقاطعة كلها لا تنفصل عن الحرف اليدوية الدقيقة لهذه العملية الرئيسية. لا يمثل تصميم الانحناء الدقيق خط دفاع قوي لجودة المنتج ، ولكنه أيضًا مفتاح مهم لفتح القناة لتحسين كفاءة الإنتاج وتحسين التكلفة. ستقوم هذه المقالة بتحليل المهارات العملية لتصميم ثني الأنابيب وتزويد المهندسين والمصممين بدليل احترافي لتحسين تصميم المنتج.
ما الذي يسبب springback في الانحناء الأنبوب؟
springback بعد الانحناء الأنبوبي يمثل مشكلة شائعة في صناعة التصنيع ، مما يؤثر على دقة الأبعاد وأداء التجميع. يمكن أن يؤدي الفهم العميق لأسباب Springback وأخذ تدابير التحكم العلمي إلى تحسين جودة الصب بشكل كبير. فيما يلي تحليل مفصل وحل:
1. السبب الأساسي لـ Springback
(1) استرداد تشوه مرونة المواد
① قانون هوك: عندما يكون الانحناء ، تخضع المادة إلى تشوه مرن + بلاستيكي في نفس الوقت ، ويتعافى الجزء المرن بعد التفريغ
② المعلمات المفتاح:
- كلما ارتفعت المعامل المرنة (E) ، زادت Springback (على سبيل المثال المواد ذات قوة العائد المنخفضة (σs) أكثر عرضة للتشوه البلاستيكي
(2) إطلاق الإجهاد المتبقي
① توزيع الإجهاد غير المتكافئ أثناء الانحناء:
- إجهاد الشد على الإجهاد الخارجي والضغط من الداخل
- إعادة توازن الإجهاد بعد التفريغ يؤدي إلى شكل Springback
② الحالة النموذجية:
-
(3) معلمات العملية غير الصحيحة
① نصف قطر الانحناء صغير جدًا :- عندما يكون التشوه البلاستيكي غير كافٍ ويزيد معدل Springback بنسبة 30 ٪+ (عتبة تحذير ASME B16.49)
② سرعة التكوين المفرطة:
- عندما تكون سرعة الصحافة الهيدروليكية> 5 مم/ثانية ، تكون سيولة المواد سيئة وتركز الإجهاد
2. التقنيات الرئيسية للتحكم في الارتداد
طريقة تعويض المنعطفات
(1) 6061-T6 أنبوب سبيكة الألومنيوم:- زاوية ما قبل الانتعاش = الزاوية الهدف 2 ° (ASTM B241 مقاس الأمثل)
- تتطلب أنابيب رقيقة الجدران (T <2mm) 0.5 درجة
(2) Q235 أنبوب الصلب الكربوني:
- تعديل التعويض وفقًا لنسبة سماكة القطر (D/T) (D/T> 1.5 ° في 20)
معالجة حرارة تخفيف الإجهاد
(1) تحسين وقت درجة الحرارة:- انخفاض 82 ٪ في معدل الارتداد بسبب × 1H الصلب عند 300 درجة مئوية (SAE AMS 2750 معيار)
- 500 درجة مئوية × 2H لسبائك التيتانيوم (مواصفات معالجة الحرارة MIL-H-81200)
(2) تقنية التدفئة المحلية:
- تسخين دقيق لمنطقة الانحناء بواسطة ملف التعريفي (دقة التحكم في درجة الحرارة 10 درجة مئوية)
تعزيز نظام القالب
(1) التحكم في الضغط الهيدروليكي:
- انخفاض 15 ٪ في Springback عند ≥45mpa (معيار الضغط ISO 12165)
- دقة التحكم في الحلقة المغلقة لمحرك المؤازرة ± 0.1mpa
(2) هيكل القالب الجديد:
- القالب المركب مع كتلة وسادة مرنة (تصميم براءة اختراع لتعويض الارتداد)
- الانحناء التدريجي متعدد الرول (عملية خاصة لقنوات الطيران)
3. مقارنة بيانات تطبيق الصناعة
نوع المادة زاوية Springback النموذجية مخطط التحكم الموصى به الأساس القياسي 6061 Aluminium alloy 2 ° -3 ° التعويض الزائد + الصلب درجة الحرارة المنخفضة ASTM B241 304 Stainless Steel 4 ° -6 ° Hot Bending + Correction Hydraulic gb/t 12777 TC4 Titanium Alloy 7 ° -10 ° Hot Forming + Overpressure mil-dtl-32567 4. توصيات الحل النهائي
① أولوية المحاكاة العددية:
- استخدم التورم التلقائي/dynaform للتنبؤ Springback ، خطأ <0.5 درجة
② نظام التعويض الذكي:
- مسح الليزر في الوقت الفعلي التغذية المرتدة + التصحيح التلقائي الروبوت (تكوين خط الإنتاج 4.0)

كيف تتجنب الأنابيب ذات الجدران الرقيقة الانهيار؟
أنابيب رقيقة الجدران (نسبة سماكة الجدار/القطر <0.05) عرضة للانهيار والتجاعيد والعيوب الأخرى عند ثني. LS System Compes هي استراتيجيات الصناعة التي أثبتت فعاليتها في الصناعة ، والتي تغطي اختيار القضيب الأساسي ، والتحكم في العمليات ، وتقنيات الدعم المبتكرة.
1. حل تحسين نظام mandrel
(1) المطابقة الدقيقة للمغزل المرن
① صيغة حساب القطر:- قطر البولي يوريثان = قطر الأنبوب × 0.92 (القيمة المثلى لبراءات الاختراع CN113634765A)
- mandrel السيليكون مناسب للأنابيب الرقيقة مع d <10mm (Hore Hardness 70a هو الأفضل)
② تصميم مجموعة متعددة المراحل:
- قسم دليل كربيد القسم الأمامي (HRC55)
- وحدة ELASTOMER المضادة للتجاعيد الأوسط
- جهاز تعويض ضغط الهواء الذيل (0.2-0.5MPa)
(2) معاملة خاصة من mandrel المعادن
① 304 MALDREL الفولاذ المقاوم للصدأ :- طلاء Teflon السطح (معامل الاحتكاك <0.1)
- أخدود الزيت المحوري المفتوح (ضغط زيت التشحيم ≥ 15bar)
2. التحكم الدقيق في معلمات العملية
(1) إدارة السرعة وإدارة درجة الحرارة
① مواصفات سرعة التغذية:- سمك الجدار 1-2 مم: ≤5mm/s
- سماكة الجدار <1 مم: ≤3mm/s (EN 10305-4 إلزامي)
② تسخين بمساعدة الانحناء:
- سبيكة الألمنيوم 200-250 ℃ (6061-T6)
- الفولاذ المقاوم للصدأ 850-900 ℃ (مطلوب حماية الأرجون)
(2) تعزيز نظام العفن
① تحسين القوالب التنميط:- تحمل التجويف ± 0.02 مم (ISO 12164-2 معيار)
- أضف كتلة المتداول الجانبي (ضغط مضاد للتجاعيد قابل للتعديل)
3. تطبيق تقنيات الدعم المبتكرة
(1) طريقة ملء المتوسطة الصلبة
① خصائص مسحوق كلوريد الصوديوم:- نقطة انصهار 801 ℃ (مناسبة لأنابيب سبائك درجات الحرارة العالية)
- 80-120 حجم جسيمات الشبكة (السيولة الأمثل)
② نقاط التشغيل:
- كثافة ملء ≥ 95 ٪
- تذوب في الماء الساخن بعد الانحناء (عملية صديقة للبيئة)
(2) دعم سبيكة ذوبان منخفضة
① صيغة سبيكة الخشب:- BI50 ٪/PB27 ٪/SN13 ٪/CD10 ٪ (نقطة الانصهار 70 ℃)
- ينطبق على أنابيب سبائك النحاس نيكل
4. استراتيجية استجابة المواد الخاصة
Tube Type أقصى نسبة سمك الجدار SOUNTED OUTED COLLAPSE SOLLE الأساس القياسي Aviation Aluminium alloy 0.03 سائل تبريد النيتروجين + البولي يوريثان mandrel AMS 2772G طاقة نووية أنبوب من الفولاذ المقاوم للصدأ 0.04 Cladding Laser Laser الداخلية + المنتفخ الهيدروليكي asme b31.1 Medical Titanium alloy Tube Tube 0.02 core metal core + micro-bending technology ISO 13485 5. طريقة التحقق من الجودة
① اكتشاف التصوير الصناعي:- الدقة ≤ 10μm (معيار ASTM E1695)
- تحليل إعادة الإعمار ثلاثي الأبعاد لمعدل تقليل سمك الجدار
② اختبار السوائل:
- اختبار قابلية مرور مقياس القطر (GB/T 26080)
- اختبار ضغط الهواء 1.5 مرة ضغط العمل
ما هي زاوية الانحناء القصوى للأنابيب الملحومة سلسة مقابل؟
هناك اختلافات كبيرة في حدود الانحناء لعمليات تصنيع الأنابيب المختلفة ، والفهم الصحيح لهذه القيود أمر بالغ الأهمية لسلامة مشاريع خطوط الأنابيب. فيما يلي مواصفات فنية مفصلة تم تجميعها وفقًا للمعايير الدولية:
1. مواصفات حد الانحناء للأنابيب الفولاذية السلس
(1) أنبوب سلس عام من الفولاذ المقاوم للصدأ
① ① ASTM A269 Standates:- زاوية الانحناء القصوى المسموح بها: 180 درجة (مطوية تمامًا)
- قيود المفاتيح: فقط عندما تكون نسبة القطر إلى السمك d/t ≥ 15 يمكن تنفيذها
- التطبيق النموذجي: نظام خط أنابيب نظيف في صناعة الأدوية
② شروط العمل الخاصة متطلبات:
- 316L Medical Grade Pipe : يجب ضمان RA السطح الداخلي بعد الانحناء ليكون 0.8μm
- بيئة درجة الحرارة المنخفضة (-196 ℃): يجب أن يكون نصف قطر الانحناء ≥ 8D (المتطلبات التكميلية ASME B31.3)
(2) أنبوب سلس للمراجل عالية الضغط
① ASME SA106 المواصفات:- الحد الأقصى لزاوية الانحناء لأنبوب الفولاذ الكربوني: 120 درجة
- صيغة تعويض سماكة الجدار: لكل زيادة في الزاوية ، يجب أن يزداد سمك الجدار بنسبة 5 ٪
2. قيود الانحناء لأنابيب الفولاذ الملحومة
(1) أنبوب اللحام المستقيم (ERW)
① API 5L المتطلبات القياسية:- الحد الأساسي: 90 درجة (درجة الصلب أقل من x60)
- مواصفات علاج اللحام:
- 600 ℃ × 2H مطلوب الصلب قبل الانحناء (للقضاء على إجهاد اللحام)
- يجب أن يكون محور الانحناء بزاوية 45 درجة إلى اللحام
② الأحكام الخاصة لأنابيب النفط والغاز:
- أنابيب للبيئات الحمضية: يتم تقليل الزاوية القصوى إلى 60 درجة
- يتم التحكم في معدل تشوه الانحناء البارد إلى ≤3 ٪ (متطلبات NACE MR0175 لمكافحة التآكل)
(2) أنابيب ملحومة حلزونية
① ASME B36.10M الحظر:- الانحناء البارد الذي يتجاوز 45 درجة محظور بشكل صارم
متطلبات عملية الانحناء الساخنة:
- درجة حرارة التدفئة: 900 ± 20 ℃ (مادة Q235)
- مطلوب اختبار اللحام في وقت واحد
3. التحليل المقارن للعوامل المؤثرة الرئيسية
تحديد العوامل تأثير الأنابيب السلس تأثير الأنابيب الملحومة Solution نسبة القطر إلى السمك (d/t) ★★★★★ ★★★★ استخدم عملية الانحناء الساخن عندما تكون d/t < 10 Argantility ★★★★ ★★★★★ استخدم أنابيب ملحومة عالية الحفر مثل L485MB جودة اللحام - ★★★★★ 100 ٪ RT Inspection قبل الانحناء تكوين درجة الحرارة ★★ ★★★★ سخن إلى أعلى من 10 ℃ في بيئة درجة الحرارة المنخفضة 4. توصيات الممارسة الهندسية
(1) اختيار عملية الانحناء للأنابيب
① سيناريوهات قابلة للتطبيق للانحناء البارد:- أنبوب سلس: D/T ≥ 15 والزاوية ≤ 180 درجة
- الأنابيب الملحومة ERW: زاوية ≤ 90 درجة بعد الصلب
② المواقف التي يجب استخدام الانحناء الساخن:
- انحناء الأنابيب الملحومة الحلزونية في أي زاوية
- أنابيب خط أنابيب عالية الجودة (X70 وما فوق)
(2) طريقة التحقق من الجودة
① النقاط الرئيسية للاختبار غير المدمر:- أنبوب سلس: معدل ترقق من سمك الجدار الخارجي على جانب الانحناء (≤ 15 ٪)
- الأنابيب الملحومة: اختبار اختراق منطقة اللحام (PT)
② اختبار الخاصية الميكانيكية:
- زيادة صلابة بعد الانحناء ≤ 30HV (معيار ISO 6507)
- انحراف الدائرة ≤ 5 ٪ (متطلبات GB/T 19830)
5. معلومات إضافية عن المواد الخاصة
أنبوب الفولاذ المقاوم للصدأ المزدوج:- أنبوب سلس 2205: الحد الأقصى 150 درجة (معالجة المحلول المطلوبة)
- الأنبوب الملحوم 2507: الحد 60 درجة (تجنب σ هطول الطور)
- seamless gr.2: حد الانحناء البارد 120 درجة (AMS 4943)
- Gr.5: الانحناء البارد محظور (850 ℃ تشكيل ساخن مطلوب)
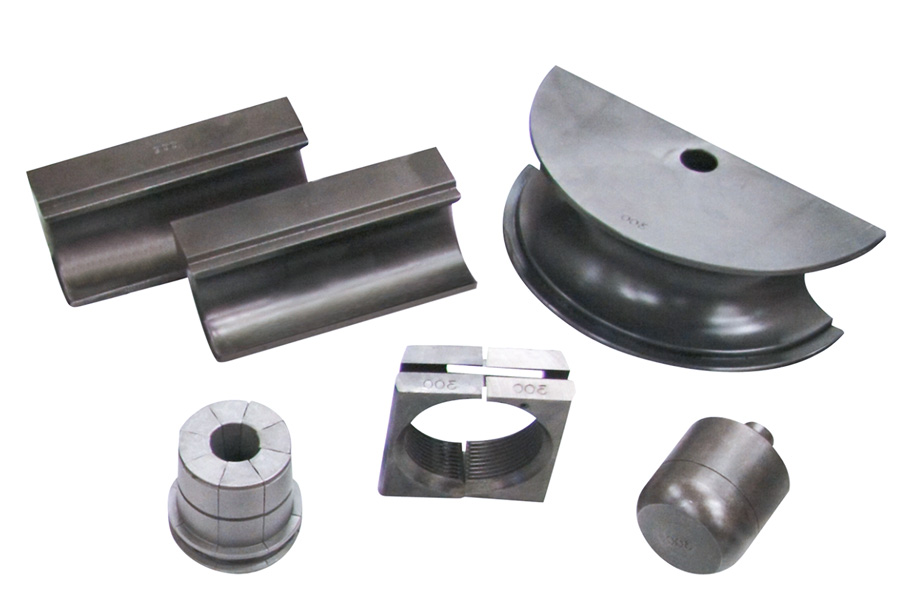
لماذا يؤثر تصميم سطح المنصة؟
(1) توزيع غير متساو لضغوط الاتصال
① مغزل مجزأ: بنية مفصلية 8 قطاع يقلل من تقلب الإجهاد بنسبة 70 ٪ ، يتم صياغة خشونة السطح RA < 3.2μm (ISO 1302)(2) التحكم في معامل الاحتكاك
مادة قضيب Core المعالجة السطحية معامل الاحتكاك سيناريوهات قابلة للتطبيق carbide طلاء الماس 0.02 أنبوب الدقة الطبية polyurethane تلميع المرآة 0.15 أنبوب الألمنيوم ذو الجدران الرقيقة (T < 1mm) (3) إدارة حقل درجة الحرارة
- مغزل تبريد النيتروجين السائل: التحكم في درجة الحرارة <150 درجة مئوية عند سبيكة التيتانيوم الثني لمنع هطول الطور α (AMS 4943)
- نظام التدفئة الحث: تقلب درجة الحرارة ± 5 درجة مئوية لضمان تدفق المواد الموحدة
كيفية منع التجاعيد عند ثني أقطار كبيرة؟
(1) تحسين نظام المغزل
① mandrel الدعم الهيدروليكي: عندما يكون القطر ≥200 مم ، يتم الحفاظ على الضغط الداخلي في 15-20MPa (EN 10305-4)
② multi-ball mandrel: 5-ball descape = 1.5d (d is the tube)(2) التحكم في معلمة المعلمة
قطر الأنابيب (مم) دائرة نصف قطر الانحناء الأدنى السرعة الموصى بها (مم/ثانية) التحكم في درجة الحرارة 200 4D 2 درجة الحرارة العادية 300 5D 1.5 التدفئة المحلية 150 ℃ (3) تعزيز العفن
- مجموعة أسطوانة التنميط: 3 مجموعات من بكرات المساعدة ، زيادة التدرج في الضغط (10/15/20MPa)
- كتلة الضغط الجانبي: منع المقطع المبيض المقطعية من تجاوز التسامح (GB/T 19830 يتطلب ≤3 ٪)
 ما هي التكاليف الخفية للانحناء متعدد الطائرات؟
ما هي التكاليف الخفية للانحناء متعدد الطائرات؟
(1) تكلفة تصحيح الأخطاء
① استهلاك الوقت لاستبدال العفن: لكل طائرة إضافية ، يزداد وقت تصحيح الأخطاء بمقدار 4-6 ساعات
② فقدان قطعة الاختبار: في المتوسط ، هناك حاجة إلى انحناءات اختبار 5-8 لتلبية المعيار
(2) تكلفة مخاطر الجودة
خطأ تراكمي: لكل سطح ثني إضافي ، يتم تكبير التسامح الزاوية بمقدار ± 0.5 درجة (ISO 2768)
معدل الخردة: معدل الخردة للانحناء ثلاثي الأبعاد أعلى بنسبة 300 ٪ من معدل الانحناء الفردي (البيانات الفعلية لأنبوب عادم السيارات)
(3) فقدان المعدات
Bending Dimension معدل ارتداء الموت تحميل النظام الهيدروليكي طائرة واحدة 1x 100 ٪ ثلاث طائرات 2.5x 180 ٪ ما هي المواد التي يجب أن تكون مثنية؟
(1) مواد عالية القوة
① سبيكة التيتانيوم:سماكة الانحناء الباردة t = 3mm (AMS 4943)
درجة حرارة الانحناء الساخنة 750-900 ℃ (MIL-DTL-32567)
② Inconel 718: يجب أن يكون معدل تكسير الانحناء الساخن البارد 100 ٪(2) الأنابيب ذات الجدران السميكة
الصلب الكربوني: T/D > 0.1 يحتاج إلى تسخين إلى 600-800 ℃الفولاذ المقاوم للصدأ: سمك الجدار > 12 مم يتطلب تسخين الحث المحلي
(3) ظروف عمل خاصة
material حد الانحناء البارد مواصفات الانحناء الساخنة Duplex Stainless Steel r < 5D يتطلب الانحناء الساخن ASTM A790 850 ℃ ± 20 ℃ Aluminium Alloy 7075 أي منحنى يتطلب الانحناء الساخن AMS 2772G 200-250 ℃ كيفية التحقق بشكل فعال من جودة الانحناء؟
(1) اكتشاف الأبعاد
① القياس ثلاثي التنسيق:تحمل الزاوية ± 0.5 درجة (درجة ISO 2768 م)
الاستقامة ≤0.1mm/300mm
② go/no-go detection:GO/NO-GO GAUGE RATE 100 ٪ (GB/T 26080)
(2) جودة السطح
اكتشاف الخشونة: Ra≤3.2μm (يتطلب الأنبوب الطبي RA0.8μm)التصوير المقطعي الصناعي: القرار 20μm ، اكتشف التجاعيد الداخلية
(3) اختبار الأداء
Test Type Method Method مؤهل الفهرس اختبار الضغط 1.5 مرة ضغط العمل حافظ على الضغط لمدة 10 دقائق دون تسرب تحليل المعادن ASTM E3 تشوه الحبوب ≤30 ٪ اختبار التعب 10^6 Cycles لا يوجد امتداد الكراك ملخص
من خلال دمج تصميم مغزل مجزأ ، والتحكم الذكي في درجة الحرارة والضغط ، وتحسين معلمة العملية الدقيقة ، إلى جانب المعايير الدولية مثل نماذج التنبؤ ISO/ASTM ونماذج الذكاء الاصطناعي ، نجحت تقنية ثني الأنبوب الحديثة في التغلب على مشكلات الصناعة في مجال الطبية ، وتشكيل الطبية ، والتحكم في الجهة الطبية ، والتحكم في الجهاز الطبي. معدل ضمن 0.5 ٪. بالتزامن مع التصوير المقطعي الصناعي وأنظمة التفتيش الكاملة ذات الإحداثيات الثلاثية ، تم بناء نظام بيئي للجودة المغلقة من محاكاة التصميم إلى التصنيع الذكي ، مما يوفر حلاً اقتصاديًا وموثوقًا لمعالجة الأنابيب المعقدة.
📞 الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@longshengmfg.com
🌐 الموقع الإلكتروني: https://lsrpf.com/إخلاء المسئولية
محتوى هذه الصفحة مخصص لأغراض إعلامية فقط. ls series لا توجد أي تمثيلات أو ضمانات من أي نوع ، صريحة أو ضمنية ، فيما يتعلق بدقة المعلومات أو اكتمالها أو صحة المعلومات. لا ينبغي استنتاج أن معلمات الأداء والتحمل الهندسي وميزات التصميم المحددة وجودة المواد ونوعها أو صنعة التي سيوفرها المورد أو الشركة المصنعة من الطرف الثالث من خلال شبكة Longsheng. هذه هي مسؤولية المشتري اطلب اقتباسًا عن الأجزاء لتحديد المتطلبات المحددة لهذه الأجزاء.
فريق LS
LS هي شركة رائدة في الصناعة التركيز على حلول التصنيع المخصصة. مع أكثر من 20 عامًا من الخبرة في خدمة أكثر من 5000 عميل ، فإننا نركز على الدقة العالية Machining CNC ، LS Technology إنها تعني اختيار الكفاءة والجودة والكفاءة المهنية.


المدونات ذات الصلة
نصائح تصميم ثني الأنبوب العلوي
تصنيع الصفائح المعدنيةما هو الفرق بين لحام TIG و MIG؟
تصنيع الصفائح المعدنيةما هي ثقوب الغلس في الهندسة؟
تصنيع الصفائح المعدنيةما هي اعتبارات التصميم والهندسة الرئيسية في تصنيع الصفائح المعدنية؟
تصنيع الصفائح المعدنيةما هي تطبيقات تصنيع الصفائح المعدنية؟
تصنيع الصفائح المعدنيةما هي أنواع تصنيع الصفائح المعدنية؟
تصنيع الصفائح المعدنية
Gloria
نماذج أولية سريعة وخبير في التصنيع السريع
متخصص في تصنيع CNC ، الطباعة ثلاثية الأبعاد ، صب يوريتان ، الأدوات السريعة ، صب الحقن ، صب المعادن ، الصفائح المعدنية والبثق.
علامة:
Criticism

Got thoughts or experiences to share? We'd love to hear from you!
