

低压铸造是一种高精度、高效率的金属制造工艺适用于工业、商业和消费产品。压铸模具使用寿命长,适用于制造复杂的金属零件,在批量生产中具有很大的价值。
有几种金属适合用作低压铸造材料。主要的低压铸造材料是铝、镁和锌合金,每种合金都有自己的优点和合适的用途。本文介绍了最好的低压铸造材料,列出了它们各自的优势和在制造业中的常见应用。
什么是低压铸造?
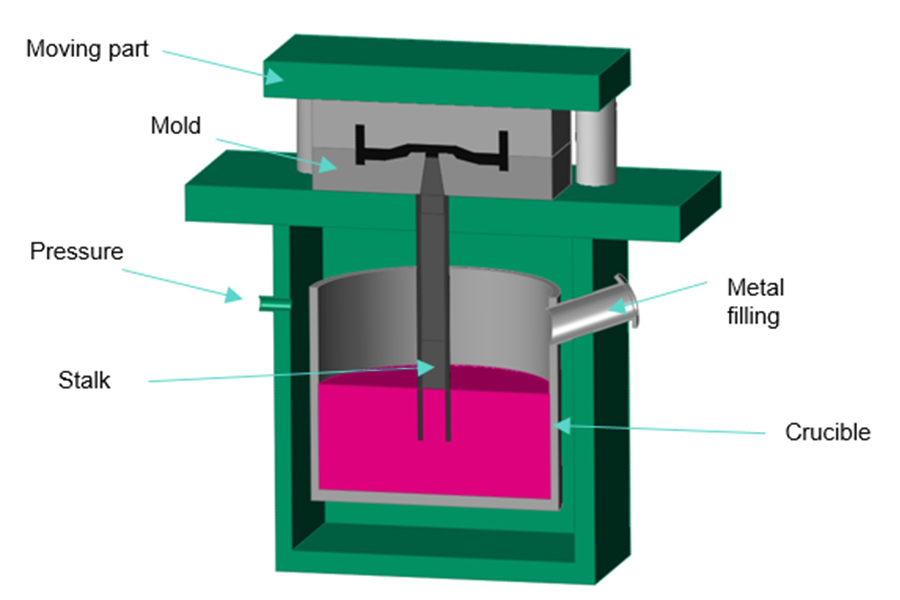
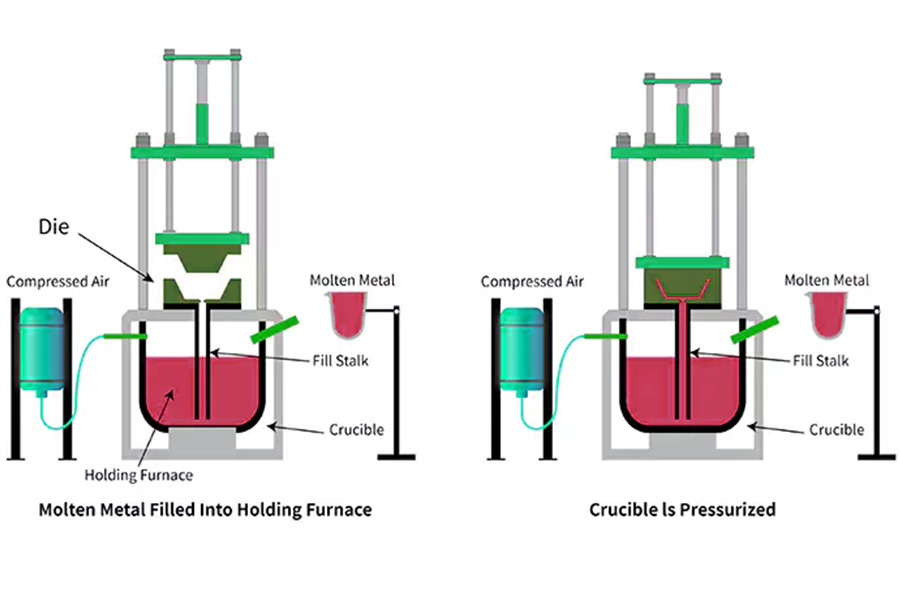
低压铸造是一种金属成型工艺以气压为驱动力,推动熔融金属平稳均匀地填充模腔,并在受控环境条件下完成凝固过程。该技术通常在密封铸造系统中进行。通过精确调节气体压力的大小和时间,可以实现对熔融金属的填充速度和凝固过程的精细控制。
低压铸造不仅可以有效避免充型过程中熔融金属引起的湍流、氧化和气孔等缺陷,还可以提高铸件的密度、机械性能和表面质量。因此广泛应用于航空航天、汽车制造、电力设备和精密仪器。它在高端制造领域有着广泛的应用。
低压铸造使用哪些材料?
低压铸造主要使用以下类型的材料:
1. 铸造材料
铸造材料是用于制作铸模的物质,并且低压铸造可采用多种铸造材料以适应不同铸件的需要。常见的模具材料包括:
- 型砂:a 常用铸造材料具有良好的成型性和透气性,适用于制作形状复杂的铸件。
- 树脂砂:树脂和砂粒的混合物,具有高强度和硬度,适用于制造高精度和高质量的铸件。
- 金属:如铜、铁、铝等金属材料,可用于制作金属型铸件,导热系数高,耐磨性好。
- 陶瓷:具有高硬度和耐高温性,适用于制造高温合金铸件。
- 石墨:具有良好的自润滑性和耐高温性,适用于制造需要自润滑或耐高温的铸件。
- 石膏:易于成型和脱模,适用于制造小型和复杂形状的铸件。
2. 模具材料
模具材料是用于制作低压铸造模具的材料。低压铸造模具需要承受高温金属液体的侵蚀和压力,因此模具材料的选择非常重要。常见的模具材料包括:
- 铸铁:成本低,易加工,但易变形,寿命相对较短。适合人群铸件制造模具寿命要求低。
- 合金钢:具有较高的硬度和强度,耐磨性好,适用于制造高精度和高质量的铸造模具。
- Carented 硬质合金:具有高硬度和高耐磨性,适用于制造需要高冲刷力和高压的模具。
- 钨手柄:具有极高的硬度和耐磨性,但成本高,适合于制造模具的寿命和耐磨性要求。
- 铝合金:密度小、强度高、刚性好、导热性好、质量轻、易机加工和焊接,可适用于大中型模具的制造。

如何选择合适的低压铸造材料?
什么时候选择合适的低压铸造材料,应考虑以下关键因素:
- 铸造性能要求:根据铸件所需的机械性能(如强度、硬度、韧性等)和化学性能(如耐腐蚀性、耐热性等)选择材料。确保选择的材料能够满足铸件的使用环境和功能要求。
- 加工性能:考虑材料的铸造性能,包括流动性、收缩率、热裂纹倾向等。易于铸造材料,减少缺陷并提高铸造质量。
- 成本效益:评估不同材料的成本,包括原材料价格、加工费用和后续加工成本。选择具有成本效益的材料,以确保经济效益。
- 可回收性:考虑材料的环保和可回收性,以符合当前的环保趋势和政策要求。
- 生产经验和技术:结合现有的生产经验和技术水平,选择易于作和控制的材料,以降低生产难度和风险。
低压铸造有哪些优点?
| 优势 | 描述 |
| 高纯度铸件 | 由于熔渣一般漂浮在熔融金属表面,低压铸造通过坩埚下部的熔融金属填充模具,避免了熔渣进入模腔的可能性,从而提高了铸件的纯度。 |
| 稳定的填充 | 熔融金属在压力下平稳地填充模具,减少了充模过程中熔融金属的翻滚、冲击和飞溅,减少了氧化渣的形成,提高了铸件的质量。 |
| 铸件具有致密的结构 | 铸件在压力下结晶和凝固,可以充分进料,使铸件结构致密,机械性能高。 |
| 熔融金属利用率高 | 一般不需要冒口,冒口管中未凝固的金属可以返回坩埚重复使用,大大提高了熔融金属的收率,通常可达90%以上。 |
| 易于自动化 | 低压铸造作简便,工作条件好,生产效率高,易于实现机械化、自动化生产。 |
| 适用范围广 | 低压铸造可用于铸造各种有色合金,如铝合金、镁合金等,以及铸铁和铸钢。特别适用于形状复杂、性能和质量要求高的铸件铸造。 |
低压铸造的缺点是什么?
这低压铸造的缺点主要包括以下几点:
| 弊 | 描述 |
| 生产效率相对较低 | 与重力铸造相比,低压铸造的生产效率较低,主要是因为它的铸造周期较长,并且由于模具温度较高,凝固速度相对较慢。 |
| 设备成本高 | 低压铸造所需的设备比较复杂,包括主机、液压系统、保温炉、液面加压装置、电气控制系统和模具冷却系统等,因此设备投资比较大。 |
| 管理要求高 | 为了保持定向凝固和熔体流动性,低压铸造需要全面而严格的管理,包括对温度、压力等工艺参数的精确控制,这增加了管理的难度和成本。 |
| 升液管的使用寿命是有限的 | 升液管在长期使用过程中容易腐蚀和报废。特别是在生产铝合金铸件时,坩埚和冒口管长期与熔融金属接触,更容易缩短冒口管的寿命。 |
低压铸造常用什么设备?
低压铸造常用的核心设备是低压铸造机,但整个低压铸造系统还包含一些其他关键部件和设备,包括:
- 低压铸造机:是低压铸造工艺并用于控制熔融金属的填充和凝固过程。通常包括主机、液压系统、电气控制系统等部分。
- 保温炉:用于储存和绝缘熔融金属,以确保熔融金属在铸造过程中保持稳定的温度。常见的保温炉类型包括石墨坩埚保温炉和耐火衬里保温炉。
- 提升管:连接保温炉和模具的金属管,用于将保温炉中的熔融金属引入模具型腔。需要根据金属铸件的类型和铸件的尺寸来选择冒口管的材料和尺寸。
- 模具:用于形成铸件形状的工具设备。模具的设计需要考虑熔融金属的流动性和凝固收缩率等因素,以保证铸件的质量。
- 液体表面加压装置:用于对熔融金属施加压力,以从下到上填充模具型腔。加压装置通常包括气泵、压力表、阀门和其他部件。
- 冷却系统:用于冷却模具以加速铸件的凝固过程。冷却系统通常包括冷却水管、水泵、散热器和其他设备。
- 合金液处理设备:用于熔融金属的脱气和除渣,以提高铸件的质量。常见的合金液体处理设备包括旋转脱气机、固定式除渣器等。
- 排渣设备:用于在浇注熔融金属之前去除表面浮渣和氧化物。除渣设备可以手动作,也可以使用自动化设备作。
- 检测和测量设备:用于检测和测量铸造过程中的温度、压力和熔融金属成分等参数。常见的检测和测量设备包括温度计、压力表、光谱分析仪等。

哪些类型的铸件适合低压铸造?
这铸件类型适合低压铸造主要有以下几类:
- 有色合金铸件:低压铸造特别适用于生产铝合金、镁合金等有色合金铸件。这种类型的铸件通常需要致密的结构、良好的机械性能和高表面质量。
- 复杂形状的铸件:由于低压铸造具有良好的填充条件,可以铸造形状复杂的铸件。这种类型的铸造通常很难通过其他铸造方法生产,并且低压铸造可以满足其要求.
- 薄壁铸件:低压铸造可以生产薄壁铸件,因为熔融金属在压力下填充模具,可以更好地填充模具型腔,避免气孔和夹杂物等缺陷。
- 对质量要求高的铸件:低压铸造铸造的铸件通常具有较高的机械性能、耐压性和耐泄漏性,因此适用于生产质量要求高的铸件,如气缸体、气缸盖、活塞等汽车零部件。以及大型船用螺旋桨和大型球墨铸铁曲轴等。
低压铸造与高压铸造有何不同?
低压铸造和高压铸造是两种不同的金属铸造工艺,它们在许多方面都有很大的不同。下表比较了两种铸造工艺之间的主要区别:
| 项目 | 低压铸造 | 高压铸造 |
|---|---|---|
| 动力 | 气体压力(气压) | 液压缸驱动(液压) |
| 压力范围 | 一般偏低,气压为0~2Kg/cm² | 高、使用油压 |
| 填充速度 | 较慢,这有助于气体排出 | 更快,提高生产效率 |
| 铸造质量 | 高质量、高精度、致密组织 | 表面质量好,内部可能有气孔 |
| 铸造类型 | 形状复杂,精度要求高 | 用于薄壁铸件的大规模、批量生产 |
| 应用领域 | 汽车零部件、航空航天零部件等 | 家用电器、五金产品等 |
| 设备成本 | 相对较低 | 模具制造周期越高越长 |
| 生产力 | 一般来说,凝血速度较慢 | 高,适合大批量生产 |
| 模具材料 | 型砂、树脂砂、金属、陶瓷等 | 这取决于您的具体需求 |
| 优势 | 结构致密,机械性能好,易于机械化和自动化 | 生产效率高,适用于薄壁铸件 |
| 弊 | 生产率低,铸造周期长 | 内部可能有气孔,铸件不致密 |
低压铸造的历史有哪些阶段?
这低压铸造的历史可以追溯到 20 世纪初,并经历了几个发展阶段。以下是低压铸造历史的简要概述:
- 起源和早期实验:20 世纪初,低压铸造的原型开始出现。1920 年代,法国和德国开始尝试将低压铸造方法应用于铝合金铸造。但仍处于实验和原始积累阶段,技术条件相对落后,铝合金的应用并不广泛,因此低压铸造工艺没有得到广泛应用。
- 小规模应用:1945 年,第二次世界大战结束后,低压铸造开始小规模使用在英国,主要用于生产雨水管和啤酒容器等民用工业部件。此后,低压铸造技术也开始应用于电气、纺织机械等行业。
- 汽车行业的广泛应用和发展:在 1950 年代,低压铸造技术开始引起全球汽车行业的关注。1956 年,西德的 K.S. 公司开始应用低压铸造技术生产小型汽车的风冷发动机气缸盖。1958 年,美国人将低压铸造应用于汽车发动机零件的铸造,例如气缸盖、外壳、变速箱等。这标志着低压铸造广泛应用的开始,并在汽车行业引起了巨大反响。
- 在中国的发展:在 1950 年代后期,低压铸造法被引入中国。1960 年代,中国开始研究和引进低压铸造设备。轻型汽车风冷缸盖的生产成为低压铸造在我国实际应用的开端。1961 年,中国开始采用低压铸造技术生产汽车零部件。此后,低压铸造技术在中国汽车工业中得到广泛应用,并逐渐在轻合金铸件中确立了稳固的地位。
- 现代应用和开发:随着汽车轻量化的发展和对高性能零件需求的增加,低压铸造技术得到了进一步发展。现代低压铸造技术可以生产更复杂、更高质量的铸件,广泛应用于汽车、航空航天等领域。
低压铸造用在什么地方?
低压铸造的典型应用涵盖汽车、航空航天和消费品等多个领域。以下是这些应用程序的详细摘要:
1.汽车制造:
在汽车行业,低压铸造广泛用于生产车轮等关键部件、发动机零件(如气缸体、气缸盖)、悬架零件等。这些零件要求高强度、高精度和良好的耐腐蚀性。低压铸造技术可以满足这些要求,提高汽车的可靠性和耐用性。
2.航空航天:
在航空航天领域,低压铸造用于制造轻型结构件,例如飞机发动机叶片、涡轮机零件等。这些部件需要承受高温、高压和高速运行的恶劣环境。低压铸造技术可以提供高强度、高韧性和耐热性的材料,以确保航空航天飞行器的安全和性能。
3.消费品制造:
在消费品领域,采用低压铸造生产高品质电气以及电子产品外壳、厨具、家具配件等。这些产品要求外观精美,耐用性好。低压铸造技术可以提供高精度、高光泽和耐腐蚀的材料,以满足消费者对产品质量的需求。
4.其他工业领域:
低压铸造还用于其他工业领域,如造船、重型机械制造等。在这些领域,低压铸造技术可以生产大型、复杂形状和高性能铸件,以满足工业设备对高强度、高精度和长寿命的要求。
选择 LS 作为您的合作伙伴的原因是什么?
LS Steel 无疑是中国铝材产量较高的公司之一以及锌压铸制造服务供应商。除了铸造,我们还提供原型制作、工具、加工和地板端部供应商。我们基本上使用最卓越的压铸制造专业知识。我们CNC 加工服务拥有最好的专业知识之一和长达十年的熟练工程师和员工。我们提供您可能要求的最佳成本节约和技术加工设计和制造解决方案之一。以下是我们 CNC 加工能力的记录:
- 我们的 CNC 铣削商店包括5 轴 CNC 机床这些都是非常精确的。这些机器能够提供高达 0.005 毫米的公差。
- 我们现在拥有快速的 CNC 夹具专业知识,可确保为我们的采购商提供更快的加工和准时供货。
- 我们的加工服务不仅适用于铸件,还适用于各种塑料和铬钢零件。
- 从高级 CNC 车床和 EDM 机器到地板研磨机和线切割机,我们的机械商店拥有您想要加工的每一件小东西。
机加工铸造工艺并不是铸造半成品的最终工作。地板端件也是铸件制造的重要组成部分。考虑到这一点,我们提供表面精加工供应商,如阳极氧化、粉末涂层、镀铬、湿润描绘等。所以你可能会看到LS Steel 用品压铸制造的整个解决方案。我们在中国和国际上提供供应商。联系我们 拥有来自中国最好的压铸制造服务之一。
常见问题
1.低压铸造主要使用哪些材料作为铸造材料?
低压铸造模具材料有多种选择,包括但不限于型砂、树脂砂、金属、陶瓷、石墨和石膏。不同材料的选择取决于铸件的精度、复杂性和所需的特性。例如,高精度铸件通常使用金属模具,内部结构复杂的铸件可能使用砂芯,结构复杂、精度要求高的铸件可能使用熔模壳模。
2.低压铸造主要适用于哪些材料?
低压铸造主要适用于铸件有色合金,尤其是铝合金和镁合金等轻合金。这些合金具有良好的成型性、耐腐蚀性、重量轻和高强度,使其成为低压铸造工艺.此外,低压铸造还可用于生产熔点较高的铜铸件、铸铁件和铸钢件,但相对而言,它在轻合金铸造中的应用更为广泛。
3.低压铸造铸件的特点是什么?
低压铸造铸件具有组织致密的特点、良好的表面质量和高加工产量。由于采用了反重力铸造技术,该技术可以铸造难以成型的薄壁和复杂铸件,适用于中薄壁铸件的生产。此外,低压铸造铸件还具有良好的机械性能和成型性,适用于生产性能要求高的铸件。
4.低压铸造适用于哪些行业和领域?
低压铸造主要应用于有色合金铸造领域,特别是轻合金铸件,如铝合金和镁合金。这些铸件广泛应用于汽车、电力、航空航天和军工等行业。例如,汽车车轮、发动机缸体和缸盖、叶轮和导弹外壳等性能要求高的铸件都可以通过低压铸造技术生产。
总结
低压铸造常用材料包括铝合金、镁合金等轻合金铸造材料,以及型砂、树脂砂、金属模具、陶瓷模具等铸造材料。此外,还需要使用绝缘材料、冷却材料、脱模剂、清洁剂和其他相关材料。在选择材料时,应综合考虑铸件的性能要求、工作环境、生产成本和工艺条件等因素,以确保铸件的质量和性能。随着科学技术的进步和铸造技术的发展,未来低压铸造可能会采用更多的新材料和先进技术,以提高铸件的质量和性能,降低生产成本,促进铸造行业的可持续发展。

免責聲明
本页面内容仅供参考。LS 系列不对信息的准确性、完整性或有效性做出任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过隆盛网络提供的性能参数、几何公差、特定设计特征、材料质量和类型或工艺。这是买方的责任寻求零件报价以确定这些零件的具体要求。请联系我们了解更多英孚Ormation.
LS 团队
LS 是一家行业领先的公司专注于定制制造解决方案。凭借 20 多年为 5,000 多家客户提供服务的经验,我们专注于高精度CNC 加工,钣金加工,3D 打印,注塑,金属冲压 /和其他一站式制造服务。
我们的工厂配备了 100 多台先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球 150 多个国家/地区的客户提供快速、高效和高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能满足您的需求,最快 24 小时交货。选择LS 技术意味着选择效率、质量和专业。
要了解更多信息,请访问我们的网站:www.lsrpf.com


