

在制造业,不锈钢板的应用范围很广.它的切割质量对产品的精度和外观起着决定性的作用。激光切割技术因其效率高、精度高、热影响面积小等优点,已成为不锈钢加工的绝佳选择。但是,市面上的激光切割设备种类繁多,令人眼花缭乱,如何选择最适合不锈钢板的型号呢?接下来,本文将谈谈如何选择理想的不锈钢激光切割机从几个关键方面为您服务。
不锈钢激光切割机的定义是什么?
这不锈钢激光切割机使用高能激光束对不锈钢板进行辐照,使板能迅速熔化、汽化或达到燃点。同时,熔体被与光束同轴的高速气流吹走,以完成切割任务。这切割方式精度高、速度快、切割缝窄、热影响区小、切割表面非常光滑,特别适合于不锈钢等金属材料的加工。
核心指标分析
在选择不锈钢激光切割机时,有几个关键指标需要关注。
1.激光类型
| 指数 | 光纤激光器 (1μm) | CO₂ 激光器 (10.6μm) |
|---|---|---|
| 吸收率 | 40-50% (不锈钢) | 5-15% (不锈钢) |
| 切割效率 | 板材速度优势(3 mm 或更小) | 印版质量优势 (>6mm) |
| 光电转换效率 | 25% | 10% |
| 适用材料 | 金属基(可切割铜) | 金属或非金属 |
| 运行成本 | 低(能耗 + 维护) | 高(耗气量 + 维护) |
选择建议:
- 为薄板的精密加工(厚度小于 3 毫米),首选光纤激光器。
- 对于厚板加工(厚度大于 10 毫米),请考虑使用高功率 CO₂ 激光器。
- 如果需要切割铜,则必须使用光纤激光器。
2.电源要求
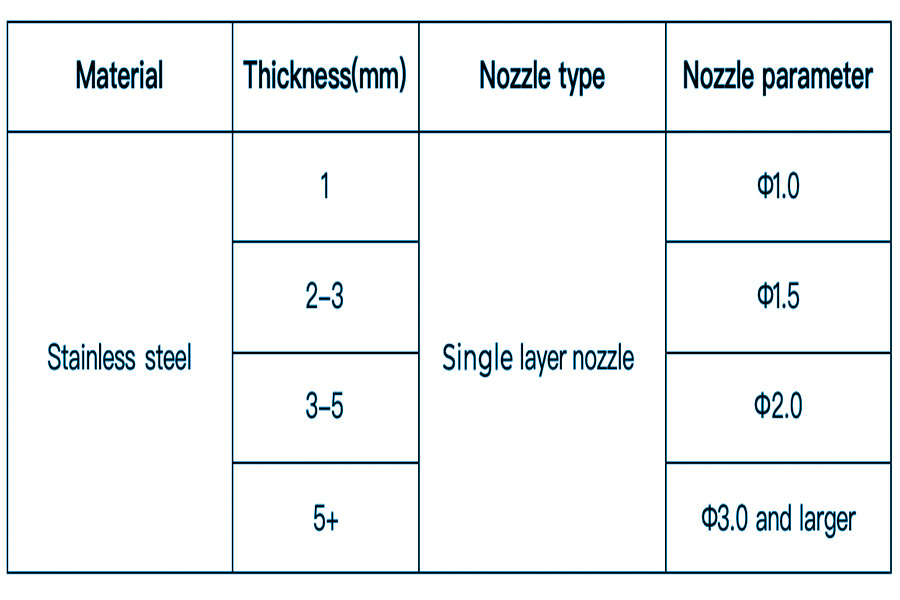
激光功率对切割能力有重大影响.切割不锈钢板时,不同厚度的板材对功率有以下要求:
- 切割 1mm 厚的不锈钢板需要不小于 500W 的激光功率。
- 切割 10mm 厚的不锈钢板需要不低于 6,000W 的激光功率。
- 选择合适的激光功率不仅可以保证切割效率和质量,还可以避免能源浪费,减少设备损耗。
3.切割精度标准
根据 ISO 9013:2018:
- 定位精度:X/Y 轴定位精度为 ±0.03mm。
- 重复精度:高达 ±0.02 毫米。
- 切割表面的粗糙度:使用氮气时,Ra 不超过 6.5 μm。
- Perpendicularity:当板的厚度小于等于 10mm,垂直度偏差不超过 0.1mm。
4.精密保证技术:
- 加速度为 2G 及以上的直线电机驱动系统。
- 闭环控制伺服系统,响应频率不小于1kHz。
- 自动对焦切割头,动态响应时间小于等于 50ms。
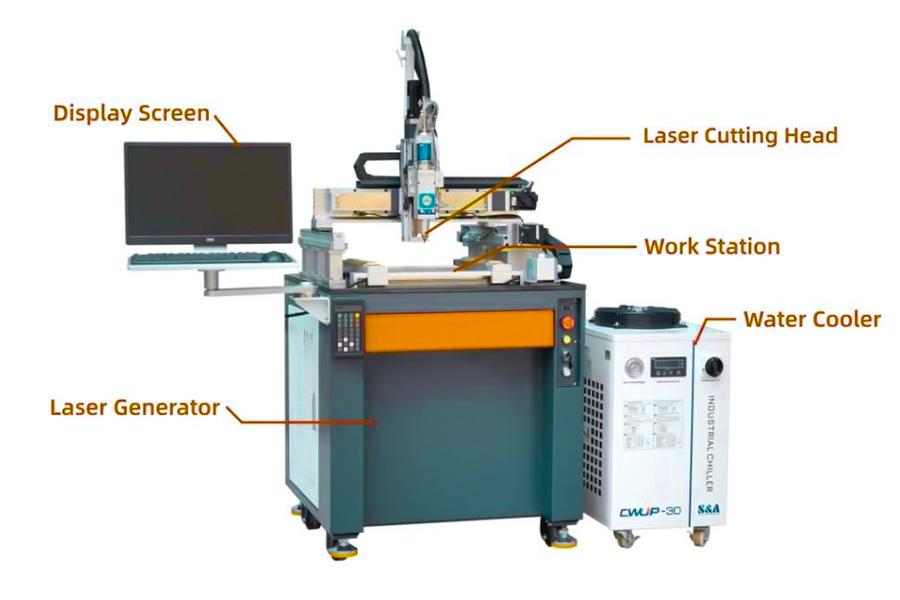
不锈钢激光切割机的工作原理是什么?
不锈钢激光切割机依靠高能量密度的激光束来精确切割不锈钢,工作流程如下:
1.激光生成
激光是核心,产生高能量密度的激光束。具有良好的方向性和单色性,能量能量高度集中,为高效切割提供能量基础,并不断输出稳定的激光器以促进切割过程.
2.光束聚焦
通过由反射镜和透镜组成的光学系统,激光束聚焦到一个非常小的点上,能量密度大大提高。聚焦的激光束非常热,足以瞬间熔化甚至蒸发不锈钢,并且光学元件经过精确校准,以确保激光束精确落在切割现场。
3.材料的加热
聚焦的高能激光束照射不锈钢板表面,板材迅速吸收光能并将其转化为热能,温度在短时间内急剧上升到熔点或沸点,材料开始熔化或蒸发,激光能量与材料相互作用改变其物理状态。
4.材料去除
不锈钢熔化或气化后,形成熔化或氧化物,辅助气体(氮气、氧气等)通过专用喷嘴高速吹入切割区域,将这些物质吹走并形成狭缝。氧气可以通过氧化反应提高切割速度,适用于对速度要求较高的场景;氮气作为一种惰性气体,可以保护切割表面免受氧化,多用于对表面质量要求高的情况,取决于材料特性和切割工艺.
5.运动控制
数控 (CNC) 对于精确控制激光头至关重要或工作台沿预设路径移动,实现复杂形状切割。系统精度高、速度快,保证了切割路径的精度,提高了切割路径的精度。切割效率,作员输入切割模式和参数,系统自动控制零件的移动以完成精确切割。
6.凉爽清洁
在切割完成的那一刻,由于不锈钢的良好散热和环境的自然冷却,板材迅速冷却,切削刃光滑平整。激光切割精度高,热影响区小,在大多数情况下,切割的材料不需要再加工,可以直接用于后续加工或使用,提高生产效率,降低成本。
哪种激光类型切割得更快?
在不锈钢激光切割,光纤激光切割机通常比 CO₂ 激光切割机切割得更快。以下是光纤激光切割机在切割速度方面的优势分析:
光纤激光切割机的速度优势
反射处理:光纤激光器穿透不锈钢 (40%) 的效率是 CO₂ 激光器的 3 倍。这意味着在切割不锈钢时,光纤激光器可以更有效地穿透材料表面,提高切割效率。
速度对比:以一张 1mm 的板材为例,光纤激光切割机的切割速度可以达到 25m/min,而CO₂ 激光切割机只有 8 米/分钟。该数据直接表明,在相同厚度的不锈钢板切割下,光纤激光切割机的速度明显更快。
CO₂ 激光切割机的局限性
切割面发黄和氧化:切割厚度大于 8mm 的不锈钢时,CO₂ 激光切割机的切割表面容易发黄和氧化。这不仅影响切割质量,还会给后续加工带来不便。
| 指数 | 光纤激光器 | CO₂ 激光器 |
|---|---|---|
| 速度优势 | 片材 (≤6mm) | 板 (>8mm) |
| 切割质量 | 平滑切割 (Ra≤6.5μm) | 粗切 (Ra≥25μm) |
| 氧化问题 | 无氧化层 | 厚板容易变黄和氧化 |
| 运行成本 | 低(能耗 + 维护) | 高(耗气量) |
| 适用材料 | 金属基(可切割铜) | 金属或非金属 |
选择建议:
1.可选光纤激光器:
- 加工不锈钢厚度≤ 8mm
- 高精度、非氧化切割的要求(如精密零件、医疗设备)
- 需要切割铜或高反射材料
2.考虑 CO₂ 激光器:
- 加工厚度> 12mm 的不锈钢(需要后续研磨)
- 需要同时切割非金属(如木材、塑料)
- 预算有限,切割质量要求不高

材料厚度如何影响选择?
在不锈钢激光切割中,材料的厚度是决定选择切割设备的关键。不同厚度的不锈钢板对于不同的适应设备有不同的优势。
| 厚度范围 | 推荐设备 | 关键参数 | 切割方法 |
|
片材 (0.5-3mm) |
500-1,500W 光纤激光器 | 波长 1μm,吸收率 35-40% 光电转换效率 25% |
氮气保护切割 |
|
中厚板 (4-15mm)
|
4,000W+ 光纤激光器 | 氧气辅助,速度提高 50% 光斑直径0.1-0.3mm |
氧反应切割 |
|
超厚板 (>15mm) |
6kW 或更高的盘式激光器 | 光束质量 M²<1.3 穿透深度 > 25mm |
通过切割实现高亮度 |
什么冷却系统很关键?
在激光切割机中,水冷系统对于大功率设备至关重要.以下是水冷系统的关键要求和优势:
关键要求:
- 水流量:每千瓦功率每分钟至少 4 升,以防止镜头过热和变形,以及确保切割精度.
- 水温控制:必须保持 ±0.5°C 的精确控制,以避免冷凝雾影响光路的稳定性。
优势:
- 高效散热:循环水带走热量,保证设备稳定运行,散热效率高于风冷系统。
- 高稳定性: 精确的温度控制,减少性能波动,以及提高切割质量的稳定性.
- 延长寿命:有效散热,降低热应力,延长设备寿命。
风冷系统的局限性:
- 功率范围有限:仅适用于高达 1kW 的小功率设备。
- 散热效率低:难以快速散发大量热量。
应用场景:
- 大功率切割:水冷系统确保设备在高负载下稳定运行。
- 精密加工:提供稳定的环境,提高切削精度。
这水冷系统在大功率激光切割机中是必不可少的确保高效散热和稳定性能。

必须满足哪些安全标准?
自满足这些安全标准,您需要从设备设计、作规范、个人防护、环境管理入手,以下是详细的介绍:
激光安全方面
为了符合 IEC 60825 - 1 1 类保护等级标准,有必要确保激光设备具有排放控制措施、安全联锁、设备上清晰的激光安全等级标记,以及作员接受过激光安全培训。
废气处理
根据 EN 1093-3 金属粉尘排放标准,必须拥有高效且密封良好的废气收集系统,使用合适的废气处理设备,并安装排放监测设备,以确保达到排放标准。
作保护方面
配备波长专用防护眼镜,其光密度应达到OD7+,作者应在整个作过程中规范佩戴。
提供全封闭工作舱,可有效隔离90dB以上的噪声,工作舱应具有良好的密封结构和隔音材料,并安装噪声监测设备。

如何选择理想的不锈钢板激光切割机?
1.定义您的需求
- 材料厚度:光纤激光器用于薄板 (1-6mm),并且CO₂ 激光器或高功率光纤考虑用于厚板 (>6mm)。
- 精度要求:用于精密零件的光纤激光器(小光斑)和普通加工可以平衡效率和成本。
- 生产规模:大批量需要自动化功能(例如自动对焦、智能嵌套)。
2.设备类型比较
- 光纤激光器:适用于薄板,速度快,免维护,但对厚板质量有下降。
- CO₂ 激光器:厚板切割稳定,但能耗高,维护成本高。
3.关键参数
- 权力:按厚度×系数 (40-60) 估算(例如 3000-3600W 用于 6mm)。
- 重点:薄板聚焦于表面,厚板适当降低。
- 气:氧气提高效率,氮气保证质量。
4.成本与售后
- 初期投资:光纤设备价格昂贵,但从长远来看可以节省电力,二氧化碳价格便宜,但消耗品很多。
- 服务:选择响应速度快、备件充足的品牌。
总结
选择不锈钢激光切割机必须遵循“需求驱动参数,参数决定设备”的逻辑。建议通过试切验证设备的性能,优先考虑具有技术迭代能力的供应商。未来,随着 10,000 瓦激光器的普及,厚板切割的效率将进一步提高,企业可以根据自己的发展规划灵活选择型号。
免責聲明
本页内容仅供参考。LS 系列对于信息的准确性、完整性或有效性,不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过隆盛网络提供的性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买方的责任询价 零件以确定这些零件的具体要求。请联系我们了解更多EFOrmation.
LS 团队
LS 是一家行业领先的公司专注于定制制造解决方案。凭借 20 多年为 5,000 多家客户提供服务的经验,我们专注于高精度CNC 加工,钣金加工,3D 打印,注塑,金属冲压 /和其他一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球 150 多个国家/地区的客户提供快速、高效和高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能满足您的需求,最快在 24 小时内交货。选择LS 技术它意味着选择效率、质量和专业精神。
要了解更多信息,请访问我们的网站:www.lsrpf.com
常见问题
1.切割不锈钢需要什么激光强度?
切割不锈钢所需的激光强度(功率)取决于不锈钢的厚度和切割质量要求。一般来说,切割 1600mm 不锈钢的功率可以在 2W 左右;切割 2200mm 不锈钢可能需要功率达到 3W 或更高。在实际应用中,还需要根据切割速度、焦点位置和气体类型等参数进行调整。
2.CO2可以激光切割不锈钢吗?
是的。CO2激光切割机可以稳定切割不锈钢,特别适合切割20mm以内的碳钢、10mm以内的不锈钢、8mm以下的铝合金。CO2 激光器的波长为 10.6um,也适用于切割非金属材料。
3.如何根据不锈钢板的厚度选择激光切割机?
不锈钢板的厚度是选择激光切割机功率的重要参考因素。一般来说,对于切割2mm以下的不锈钢板,可以选择功率在1000W左右的激光切割机;切割3-6mm的不锈钢板,功率需要达到2000W以上;对于切割较厚的不锈钢板,需要选择更高功率的设备。
4.如何平衡切割精度和速度?
切割精度和速度是激光切割机的两个重要性能指标。在不锈钢板切割中,如果切割精度高,例如制作精细工艺品,则应选择精度高、稳定性好的设备;如果多关注切割速度以提高生产效率,可以关注切割机的切割速度参数。在实际应用中,需要根据具体需要在精度和速度之间找到平衡点。
资源


