

Литье в песчаные формы является одним из старейших и наиболее широко используемых методов в процессе литья металлов. Его основной принцип заключается в том, чтобы залить расплавленный металл в заранее подготовленную форму для песка, а затем вынуть его после того, как металл остынет и застынет для получения нужной формы. отливок. Суть этого процесса заключается в подготовке песчаных форм, а выбор материала для песчаных форм напрямую связан с качеством, эффективностью производства и стоимостью отливок. В этой статье мы подробно познакомим с основнымиМатериалы, используемые при литье в песчаные формы.
Какие материалы используются при литье в песчаные формы?
Литье в песчаные формы совместимо со многими материалами; Однако чаще он используется с металлами. Выбор подходящего материала зависит от производительности литья, объема производства и т.д. К наиболее часто используемым материалам при литье в песчаные формы относятся:
1. Алюминий
Алюминий является одним из наиболее часто используемых материалов для литья в песчаные формыблагодаря своим механическим свойствам. Он имеет высокое соотношение прочности к весу, низкую плотность, коррозионную стойкость и стабильность. К распространенным алюминиевым сплавам для литья в песчаные формы относятся ADC12, AL6061 и A356. Для литья в алюминиевые песчаные формы требуются базовые пески, такие как силикохромит и хромит.
2. Бронза
Бронза, сплав меди и олова, является распространенным материалом для литья в песчаные формы.Литье бронзы в песчаные формы зависит от ее различных сплавов, которые основаны на соотношении меди и олова или наличии других элементов, таких как алюминий, цинк, никель и железо. К бронзовым сплавам, пригодным для литья в песчаные формы, относятся алюминиевая бронза, марганцевая бронза и кремниевая бронза. Каждый бронзовый сплав имеет свои свойства. Например, алюминиевая бронза и марганцевая бронза обладают высокой прочностью, коррозионной стойкостью, износостойкостью и хорошей ударной вязкостью. Марганцевая бронза обладает коррозионной стойкостью, износостойкостью и исключительными механическими свойствами. Кремниевая бронза, с другой стороны, обладает хорошей обрабатываемостью и стабильностью.
3. Латунь
Латунь – это сплав меди и цинка, который благодаря высокому содержанию элементов устойчив к ржавчине и коррозии. Латунь не содержит железа или оксида железа. Латунь обладает хорошей электропроводностью и прочностью на разрыв. Поэтому латунь является очень популярным материалом для литья в песчаные формы для деталей, требующих таких свойств.
4. Цинк
Цинк – прочный материал с высокой твердостью, коррозионной стойкостью и стабильностью. Кроме того, прочность и твердость цинка позволяет легко изготавливать более тонкостенные детали после легирования.Цинк легче поддается литью в пескоструйную форму, чем алюминий.
5. Лид
Свинец был одним из наиболее часто используемых материалов для литья в песчаные формы римлянами. Он тяжелый и устойчив к коррозии. Тем не менее, он имеет определенные риски для здоровья и должен использоваться в строгих условиях. Тем не менее, он подходит для изготовления мелких и средних деталей, таких как фитинги для труб.
6. Медь
Медь – дорогой, прочный, тяжелый материал, известный своей электро- и теплопроводностью. Поскольку медь не ржавеет и обладает высокой ковкостью, она подходит для литья в песчаные формы, например, в сантехнических приборах.
7. Железо
Железо обычно используется при литье в песчаные формы из-за его текучести и низкой объемной/линейной усадки. Однако его плохие механические свойства, высокая прочность на сжатие и низкая прочность на разрыв делают его непригодным для деталей со сложной формой или асимметричной структурой. Например, отливки из серого чугуна обладают отличной литейностью и обрабатываемостью; Отливки из высокопрочного чугуна обладают хорошей текучестью и высокой усадкой; иОтливки из ковкого чугуна обладают отличной пластичностью, обрабатываемостью, ударной вязкостью и коррозионной стойкостью.
8. Мягкая сталь
Низкоуглеродистая сталь имеет более низкое содержание углерода (от 0,15% до 0,30%), что придает ей большую пластичность и ковкость.Мягкая сталь широко используется из-за своей низкой стоимости и простоты литья. Однако пористость, усадка и растрескивание затрудняют его механическую обработку.
9. Нержавеющая сталь
Коррозионная стойкость, долговечность и прочность нержавеющей стали делают ее популярным выбором для литья в песчаные формы. Он также имеет низкий коэффициент теплового расширения, что повышает точность, высокие допуски и стабильность размеров. Тем не менее, это дорогой металл, а его высокая прочность и твердость затрудняют извлечение деталей из песчаных форм.

Какие связующие вещества и добавки необходимы при литье в песчаные формы?
При литье в песчаные формы,Связующие вещества и добавки играют жизненно важную роль. Они могут повлиять на прочность, стабильность, термостойкость песчаной формы и качество отливки. Вот подробный обзор некоторых необходимых связующих и добавок:
1. Клей
| Глина | Глина является природным минеральным связующим, которое связывает литейный песок вместе, образуя песчаную форму с определенной степенью прочности и стабильности. Глиняные связующие недороги, широко доступны и экологически чисты. Они являются одним из наиболее часто используемых вяжущих при литье в песчаные формы. |
| Смола | Смола представляет собой синтетический органический клей, который вступает в химическую реакцию со специфическим отвердителем с образованием твердой песчаной формы. Смоляные клеи обладают высокой прочностью, быстрым высыханием и водостойкостью, а также подходят для производства высокоточных, высококачественных отливок, особенно крупных и сложной формы. |
2. Добавки
При литье в песчаные формы, помимо связующего, необходимо добавить некоторые другие добавки для улучшения характеристик формы, такие как проницаемость, устойчивость к термическим нагрузкам и т. д. Эти добавки включают, но не ограничиваются:
| Разделительный агент | Также известный как разделитель, он может уменьшить адгезию между песчаной формой и отливкой, благодаря чему отливка легко отваливается от песчаной формы, избегая повреждения отливки и потери песчаной формы. К обычно используемым разделительным веществам относятся асфальтовый фенол, парафин и силиконовое масло. |
| Пластификатор | Это может увеличить площадь контакта между частицами песка, тем самым улучшая пластичность и выдавливаемость песка, облегчая формирование песчаной формы и избегая таких проблем, как плохое формование и поломка. К обычно используемым пластификаторам относятся гель-графит, кукурузный крахмал и альгинат натрия. |
| Термостабилизатор | Он может повысить устойчивость песка к высоким температурам, так что песок не потеряет форму и стабильность при высоких температурах, тем самым обеспечивая качество и чистоту поверхности отливок. К обычно используемым термостабилизаторам относятся керамические частицы, соединения щелочных металлов и гидроксипропилметилцеллюлоза. |
Какое оборудование используется при литье в песчаные формы?
ТемОборудование, используемое при литье в песчаные формыВ основном включает в себя следующие категории:
- Оборудование для смешивания песка:Смесительная машина используется для равномерного смешивания песка (специального грунта для лепки) и соответствующего количества глины для подготовки материалов, пригодных для литья. В то же время такие инструменты, как лопаты и сита, также необходимы для помощи вПроцесс смешивания смеси, например, просеивание песка и работа со смешанными материалами.
- Оборудование для изготовления пресс-форм:гравировальный станок, используемый для изготовления пресс-форм по образцам или чертежам, предоставленным заказчиками. Гравировальные станки могут гравировать такие материалы, как дерево, пластиковые листы и металлические блоки, для создания точных форм.
- Оборудование для изготовления стержней:печь, используемая для обжига ядер. Для отливок с внутренними полостями необходимо изготовить стержень для заполнения полости в форме. В дополнениеТакже требуются такие материалы, как алюминиевые коробки с сердцевиной и песок с покрытием.
- Формовочное оборудование:Формовочная машина, используемая для сжатия смешанного песчаного материала и придания ему формы вокруг формы. Формовочная машина может значительно повысить эффективность формовки и снизить нагрузку на рабочих. В то же время для помощи в процессе моделирования также необходимы такие инструменты, как песочница, донная пластина, скребок, лопата, загон для погружения, V-образный железный лист для открывания ворот, щетки и иглы для пор.
- Плавильное оборудование:Электрическая печь, используемая для плавки металла. Размеры и мощность электропечи определяются производственными потребностями.
- Разливочное оборудование:ковш, используется для удержания и переноса расплавленного металла. Существуют большие и малые ковши для расплавленного чугуна, облегчающие перенос расплавленного металла из электропечи в форму. Для крупных литейных заводов подъемное оборудование, такое как воздушные краны, также необходимо для подъема больших отливок или форм и помощи в процессе заливки.
- Оборудование для уборки:Пескоструйный аппарат,используется для очистки от песка и загрязнений на поверхности отливоки выполнить придание шероховатости поверхности.

Как выбор материалов влияет на литье в песчаные формы?
Выбор материала играет решающую роль в литье в песчаные формы, что напрямую влияет на качество, эксплуатационные характеристики и эффективность производства отливок. Ниже приведен конкретный анализ влияния выбора материала на литье в песчаные формы:
- Качество поверхности отливки:Шероховатость поверхности моделируемых материалов, таких как кварцевый песок, невелика, и с его помощью можно получить отливки с более высоким качеством поверхности. Огнеупорный глинистый песок относительно крупный, а качество поверхности его формованных отливок относительно плохое.
- Точность размеров отливок:Скорость усадки формовочного материала будет влиять на точность размеров отливок. Различные формовочные материалы имеют разную скорость усадки, поэтому выбор правильного материала имеет решающее значение для обеспечения точности размеров отливки.
- Внутреннее строение и механические свойства отливок:Различныйформовочные материалыповлияет на формирование внутренней структуры отливок в процессе охлаждения. Например, графитовый песок обладает хорошей теплопроводностью и может способствовать равномерному формированию внутренней структуры отливки. Выбор формовочного материала также влияет на механические свойства отливки. Например, графитовый песок не будет вступать в химическую реакцию с железом в процессе охлаждения, поэтому чугунные детали обладают высокой прочностью и твердостью; В то время как кварцевый песок из оксида алюминия будет встраиваться в поверхность отливки, образуя химическую связь, увеличивая ударную вязкость отливки.
- Прочность и стабильность песчаной формы:Содержание бурового раствора, состав частиц, морфология частиц и другие характеристики исходного песка будут влиять на прочность и проницаемость песка.форма для песчаных форм. Чрезмерное содержание грязи может привести к тому, что песчаная плесень станет хрупкой и будет иметь плохую тягучесть; Необоснованный состав частиц может привести к термическому расширению песчаной формы и легко вызвать дефекты расширения. Выбор клея также имеет решающее значение. Связующие вещества, такие как глина и смола, могут повысить прочность и стабильность песчаной формы и гарантировать, что песчаная форма не треснет или не деформируется во времяПроцесс заливки.
Каковы области применения материалов для литья в песчаные формы?
Литье в песчаные формы является распространенным и широко используемым методом литьяПодходит для производства различных металлов и сплавов. Ниже приведена подробная информация о применении материалов для литья в песчаные формы:
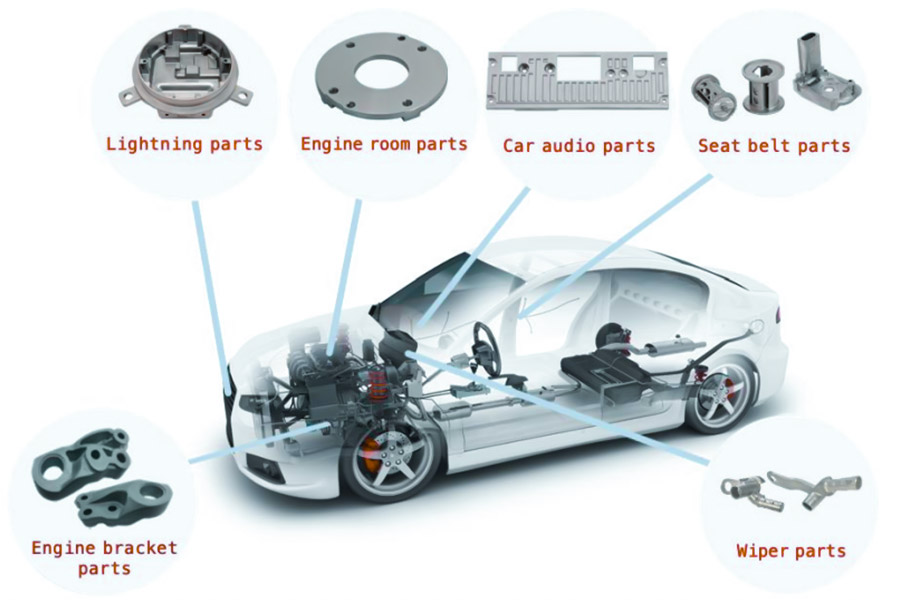
Автомобильная промышленность
В области автомобилестроения,Литье в песчаные формы является важным средством производства автомобильных деталей со сложными конструкциями. Например, ключевые компоненты, такие как блоки цилиндров двигателей и корпуса коробок передач, часто изготавливаются с использованием технологии литья в песчаные формы.
Аэрокосмическая промышленность
Литье в песчаные формы также популярно в аэрокосмической промышленности. Он часто используется для изготовления компонентов авиационных двигателей и конструкционных элементов, требующих чрезвычайно высокой прочности и точности. В частности, лопатки турбин, корпуса, кронштейны и различные аксессуары могут быть точно изготовлены с помощью технологии литья в песчаные формы.
Сборка приложения
В строительной отрасли технология литья в песчаные формы часто используется для производства ключевых продуктов, таких как фитинги для трубопроводов и крышки люков. Процесс литья в песчаные формы придает этим изделиям исключительную долговечность и прочность, обеспечивая их долгий срок службы в строительстве.
Компоненты трубопроводной системы
В области трубопроводных систем,Технология литья в песчаные формы демонстрирует свои уникальные преимущества. Он широко используется в производстве основных компонентов, таких как корпуса клапанов, трубные соединители и муфты, которые играют жизненно важную роль в трубопроводных системах.
Обширное производство изделий из металла
Во всем мире процесс литья в песчаные формы занимает важное место в производстве металлических изделий. От холодного оружия, такого как мечи, до предметов повседневного обихода, таких как горшки и котлы, литье в песок играет ключевую роль. Несмотря на то, что по мере развития технологий постепенно приобретают популярность и другие методы производства, литье в песчаные формы сохранило свой незаменимый статус благодаря высокой экономической эффективности и пригодности для массового производства.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
1. Какие типы песка в основном используются при литье в песчаные формы?
Наиболее распространенныеИспользуемый песок в литье в песчаные формы представляет собой кварцевый песок, который широко используется из-за высокой термостойкости, высокой прочности на сжатие и простоты обработки. Когда высокотемпературные характеристики кварцевого песка не соответствуют конкретным требованиям, также используются специальные пески, такие как цирконовый песок, хромитовый песок и корундовый песок.
2. Какие виды связующих существуют для формовочной смеси?
Существуют различные виды связующих для формовки песка, наиболее часто используемой из которых является глина. Кроме того, существуют различные олифы или полусушки, водорастворимые силикаты, фосфаты и различные синтетические смолы, которые можно использовать в качестве связующих для формовочной смеси для повышения прочности песчаной формы и сердцевины.
3. Какова основная функция покрытий, используемых при литье в песчаные формы? Из чего он входит?
Покрытия, используемые вЛитье в песчаные формы в основном играет роль в улучшении качества поверхности отливок. Основными компонентами покрытия являются порошкообразные материалы и связующие вещества с высокой огнеупорной стойкостью и хорошей термотермической химической стабильностью. Кроме того, существуют также носители (такие как вода или другие растворители) и различные надстройки для удобного нанесения. Эти компоненты работают вместе, образуя защитный слой, предотвращающий такие дефекты, как налипание песка и включение песка в отливку в процессе заливки.
4. В чем разница в используемых материалах между формованием из глины в мокрый песок и формованием из глины из сухого песка?
Основное различие в используемых материалах между типом глины влажного песка и глинистым сухим пескомТип – содержание влаги. Формовочный песок из глины имеет умеренную влажность во влажном состоянии, с глиной и соответствующим количеством воды в качестве основного связующего. После того, как форма для песка изготовлена, ее непосредственно формуют и заливают во влажном состоянии. Влажность влажного формовочного песка глинистых сухих песчаных форм несколько выше, чем у мокрых форм. После того, как песчаная форма изготовлена, ее нужно покрыть огнеупорной краской и просушить. После того как он остынет, его можно формовать и заливать.
Сводка
При литье в формы используются самые разные материалы, включая различные виды песка, связующие, покрытия и надстроек. Выбор и использование этих материалов оказывает важное влияние на качество и эффективность производства отливок. Поэтому при выполнении литья в песчаные формы соответствующие материалы для литья должны быть выбраны на основе всесторонних соображений, таких как форма, размер, материал и производственные потребности отливки.

Отказ
Содержание этой страницы носит справочный характер.ЛСне дает никаких явных или подразумеваемых заверений или гарантий в отношении точности, полноты или действительности информации. Никакие эксплуатационные параметры, геометрические допуски, специфические конструктивные особенности, качество и тип материала или качество изготовления не должны подразумевать то, что сторонний поставщик или производитель будет поставлять через сеть Longsheng. Это ответственность покупателяПоиск коммерческого предложения на запчастидля определения конкретных требований к этим деталям.ПожалуйстаСвяжитесь с намидля получения дополнительной информацииинформация.
Команда LS
LS — ведущая компания в отраслиСпециализация на производственных решениях на заказ. Обладая более чем 20-летним опытом обслуживания более 5 000 клиентов, мы ориентируемся на высокую точностьОбработка с ЧПУ,Изготовление листового металла,3D-печать,литье под давлением,Штамповкии другие комплексные производственные услуги.
Наш завод оснащен более чем 100 передовыми 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с доставкой в течение 24 часов. ВыборТехнология LSЭто значит выбирать эффективность, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:www.lsrpf.com

