

Термин «литье в песчаные формы» может быть использован для описания конечного продукта и процесса его изготовления. Это процесс литья металла, выполняемый в «литейном цехе». Он остается одним из старейших ремесел. В этой технике литья металла в качестве материала формы используется песок.Литье в песчаные формы является широко используемым процессом литья металловЭто включает в себя изготовление формы из смеси песка и связующего вещества, такого как глина. По этой технологии изготавливают сложные металлические детали различных размеров и форм. Более 60% металлических отливок, которые мы видим в нашей повседневной жизни, изготавливаются с использованиемПроцесс литья в песчаные формы. В этой статье мы узнаем, как работает литье в песчаные формы. Мы также рассмотрим плюсы и минусы процесса, его типы, применение и многое другое, поэтому давайте начнем сегодня!
Что такое литье в песчаные формы?
Литье в песчаные формы – доступный способ литьякоторые могут создавать широкий спектр металлических отливок, начиная от небольших, замысловатых деталей и заканчивая большими, минимально спроектированными компонентами. Поскольку пресс-формы относительно дешевы в изготовлении, этот процесс привлекателен для многих производителей.
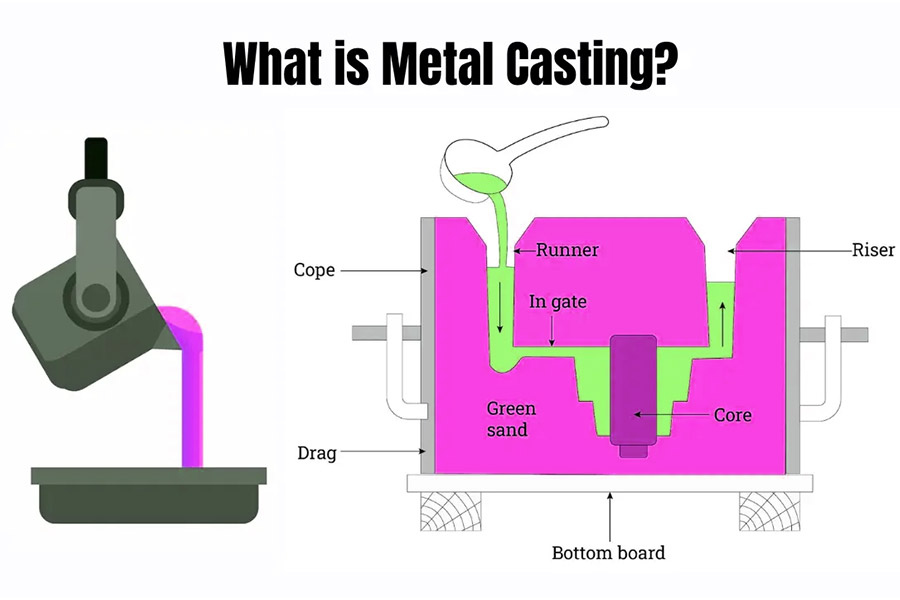
По сути, литье в песчаные формы идеально подходит для изготовления широкого спектра металлических деталей благодаря своей простоте и эффективности. Процесс начинается с создания песчаных форм для точного воспроизведения желаемых контуров изделия. Затем расплавленный металл заливают в форму, а после того, как он остынет и застынет, получается конечный продукт. Хотя этот процесс может показаться простым, каждый шаг включает в себя множество ключевых факторов, которые необходимо тщательно учитывать и контролировать.
Как работает литье в песчаные формы?
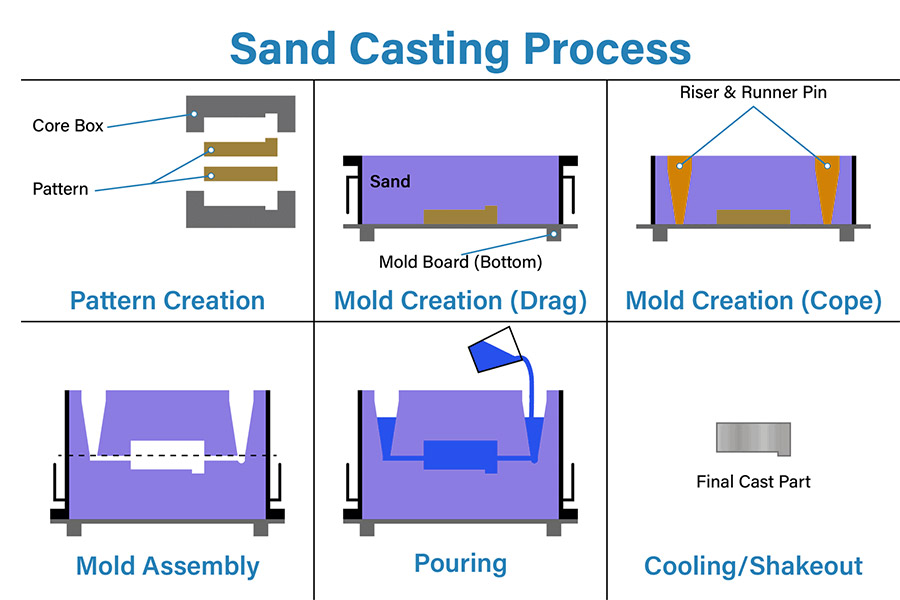
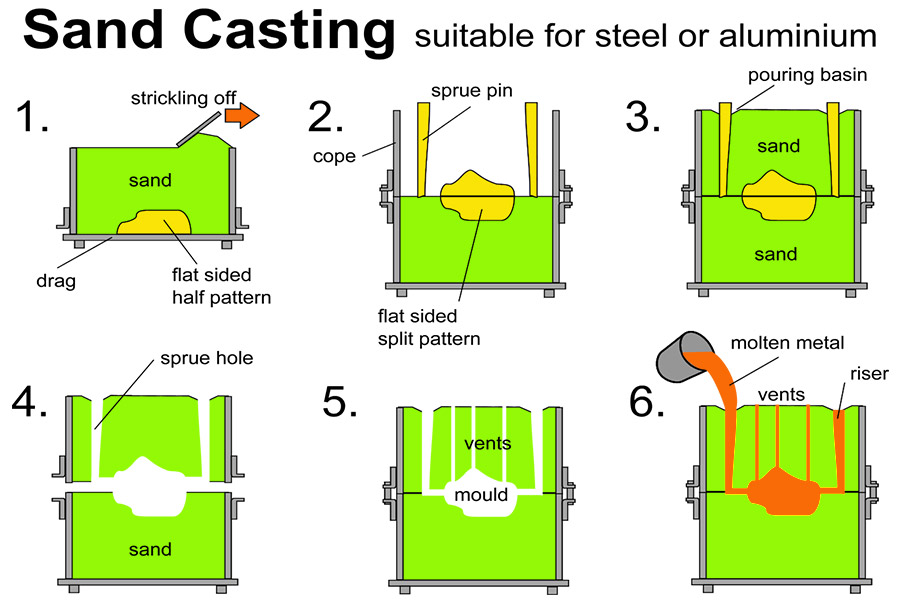
ТемПринцип работы литья в песчаные формызаключается в том, чтобы воспользоваться мягкостью и простотой формовки песчаной формы, чтобы в конечном итоге получить необходимую отливку с помощью таких этапов, как подготовка формы, заливка, затвердевание и охлаждение. Такой способ литья не только имеет низкую стоимость и короткий производственный цикл, но и имеет широкий спектр применения. Он особенно подходит для производства отливок различных размеров и сложной формы, особенно крупных отливок. Ниже приводится подробная информацияТехнологическая схема литья в песчаные формы:
1. Производство пресс-форм
Первым шагом в литье в песчаные формы является изготовление формы в соответствии с требованиями к чертежу отливки. Для штучного производства обычно используются деревянные формы; для серийного производства подбираются пластиковые формы или металлические формы; Для отливок большого объема используются шаблоны для повышения эффективности. Точность и качество формы напрямую влияет на качество конечного литья.
2. Смешайте песок
В зависимости от типа литья и требований к песчаной форме подготавливаются квалифицированные формовочные смеси и стержневые формы. В процессе смешивания песка,Смеситель для песка обычно используется для замешивания старого песка, новый песок и глину равномерно. Свойства формовочных смесей оказывают большое влияние на качество поверхности и внутренние дефекты отливок.
3. Изготовление и моделирование выкроек
Изготовление пресс-форм относится к изготовлению пресс-форми стержневые ящики на основе чертежей деталей. Формовка заключается в заполнении формы формовочным песком для формирования полости отливки, а изготовление стержней заключается в формировании внутренней формы отливки. Согласование формы заключается в том, чтобы поместить подготовленный песчаный стержень в полость формы, а затем закрыть песочницу. На этом этапе песчаная форма должна обладать высокой прочностью и герметичностью, чтобы предотвратить утечку расплавленного металла в процессе заливки.
4. Плавка
В соответствии с требуемым металлическим составом отливки,Легирующие материалы подготавливаются и выплавляются в плавильной печи с образованием жидкого металлакоторый соответствует требованиям. Состав и температура металла должны строго контролироваться в процессе плавки, чтобы обеспечить производительность и качество отливки.
5. Заливка
Впрыскиваем расплавленный металл в формованный песочник. Этот этап более опасен и требует особого внимания к безопасности.Скорость заливки и температура заливкиоказывают большое влияние на качество отливок и нуждаются в строгом контроле.
6. Охлаждение при затвердевании
Расплавленный металл охлаждается и затвердевает в песчаной форме, образуя отливку. Во времяПроцесс затвердевания, металл будет сжиматься, и такие факторы, как угол уклона и толщина стенки детали, должны быть учтены при проектировании пресс-формы, чтобы предотвратить дефекты в отливке.
7. Очистка
После того как расплавленный металл полностью застынет, формовочный песок удаляется, затвор и другие вспомогательные детали сбиваются, а отливка формируется. В процессе очистки необходимо соблюдать осторожность, чтобы сохранить качество поверхности отливок и избежать царапин и ударов.
Какие виды песка используются при литье в песчаные формы?
При литье в песчаные формы в основном используются следующие виды песка:
Темформовочный материал для литья в песчаные формы смолыпредставляет собой смесь кварцевого песка и смоляного песка. Когда смоляной песок смешивается и нагревается, он затвердевает в твердую гладкую форму. Цельная форма позволяет получить меньше бракованных отливок, но она сопряжена с большими затратами и более медленными темпами производства. Формочки из смоляного песка требуют больше времени для изготовления, потому что каждую из них необходимо смешивать и обжигать по отдельности.
В чем преимущества и недостатки литья в песчаные формы?
ТемПреимущества и недостатки литья в песчаные формызаключаются в следующем:
Преимущество:
- Легко приспосабливаемый:Литье в песчаные формы позволяет отливать отливки практически любой формы и размера, от простых геометрий до сложных механических компонентов.
- Низкая стоимость:По сравнению с другими методами литья, стоимость оборудования и форм для литья в песчаные формы относительно низкая, а сырье легко получить, что делает общую стоимость производства низкой.
- Гибкий процесс:Процесс литья в песчаные формы относительно прост и легко настраивается и улучшается. В то же время он позволяет вносить определенные изменения и корректировки в процессе литья, чтобы адаптироваться к различным потребностям литья.
- Высокая эффективность использования материала:Благодаря разумному проектированию и эксплуатации процессов,Литье в песчаные формы позволяет в полной мере использовать литейные материалы, сократите отходы и улучшите использование материалов.
- Перерабатываемый:Несмотря на то, что песчаную форму необходимо выбрасывать после каждой отливки, сам песок можно обрабатывать и использовать повторно, что помогает сократить потери ресурсов.
Недостатки
- Низкая эффективность производства:Процесс изготовления форм и заливки при литье в песчаные формы является относительно громоздким и требует определенного количества времени и рабочей силы, что приводит к относительно низкой эффективности производства.
- Ограниченная точность литья и качество поверхности:Поскольку герметичность и однородность песчаной формы трудно полностью контролировать, точность размеров и качество поверхности отливки могут быть затронуты в определенной степени.
- Загрязнение окружающей среды:В процессе литья в песчаные формы могут образовываться загрязняющие вещества, такие как пыль, выхлопные газы и сточные воды, что приводит к определенному загрязнению окружающей среды. Несмотря на то, что с ним можно бороться с помощью мер по охране окружающей среды, все же необходимо уделять внимание его воздействию на окружающую среду.
- Высокое энергопотребление:Литье в песчаные формы требует большого количества энергии для нагрева металла и поддержания температурылитейный цех, что увеличивает производственные затраты и энергопотребление.
- Трудоемкость и угрозы безопасности:Литье в песчаные формы является очень трудоемким процессом и требует от операторов выполнения тяжелого физического труда.В то же время существуют угрозы безопасности, такие как высокая температура, пыль и шум во время процесса литья, поэтому необходимо принимать эффективные защитные меры для обеспечения безопасности операторов.

Каковы области применения литья в песчаные формы?
Как производственный процесс с многовековой историей,Литье в песчаные формы до сих пор играет важную роль в современном производстве. Он имеет широкое применение во многих сферах, в том числе:
Автомобильная промышленность
В области автомобилестроения,Литье в песчаные формы является важным средством производства автомобильных деталей со сложными конструкциями. Например, ключевые компоненты, такие как блоки цилиндров двигателей и корпуса коробок передач, часто изготавливаются с использованием технологии литья в песчаные формы.
Аэрокосмическая промышленность
Литье в песчаные формы также популярно в аэрокосмической промышленности. Он часто используется для изготовления компонентов авиационных двигателей и конструкционных элементов, требующих чрезвычайно высокой прочности и точности. В частности, лопатки турбин, корпуса, кронштейны и различные аксессуары могут быть точно изготовлены с помощью технологии литья в песчаные формы.
Сборка приложения
В строительной отраслиТехнология литья в песчаные формы часто используется для производства ключевых продуктов, таких как фитинги для труб и крышки люков. Процесс литья в песчаные формы придает этим изделиям исключительную долговечность и прочность, обеспечивая их долгий срок службы в строительстве.
Компоненты трубопроводной системы
В области трубопроводных систем,Технология литья в песчаные формы демонстрирует свои уникальные преимущества. Он широко используется в производстве основных компонентов, таких как корпуса клапанов, трубные соединители и муфты, которые играют жизненно важную роль в трубопроводных системах.
Обширное производство изделий из металла
В глобальном масштабеПроцесс литья в песчаные формы занимает важное место при изготовлении металлических изделий. От холодного оружия, такого как мечи, до предметов повседневного обихода, таких как горшки и котлы, литье в песок играет ключевую роль. Несмотря на то, что по мере развития технологий постепенно приобретают популярность и другие методы производства, литье в песчаные формы сохранило свой незаменимый статус благодаря высокой экономической эффективности и пригодности для массового производства.
Чем литье в песчаные формы отличается от литья по выплавляемым моделям?
Литье в песчаные формы и литье по выплавляемым моделям существенно отличаются во многих аспектах. В следующей таблице приведено подробное изложение основных различий между ними:
| Особенности/методы | Литье в песчаные формы | Литье по выплавляемым моделям |
|---|---|---|
| Процесс | Изготовление моделей (дерево, пластик и т.д.→), моделирование→ моделирование→ заливка→ удаление песка → проверка очистки | Изготовление восковых форм→ многократное погружение суспензии для формирования оболочки→ депарафинизация→ обжарка раковин→ заливка → охлаждение→ осмотр очистки |
| Заканчивать | Как правило, Ra составляет около 6,3 мкм, на что влияет множество факторов | Выше, потому что точность пресс-формы высокая, а качество поверхности оболочки хорошее |
| Применимые материалы | Различные металлические материалы, такие как железо, сталь, алюминиевый сплав и т.д | Он подходит для металлов с высокой точностью и высокими требованиями к поверхности, таких как нержавеющая сталь, титановые сплавы и т. Д |
| Стоить | Для крупных и тяжелых деталей стоимость относительно невысока | Стоимость может быть выше, особенно для сложных и тонких конструкций |
| Урожай | Подходит как для массового производства, так и для небольших объемов производства | Он может быть адаптирован к различным объемам производства, но в целом больше подходит для массового производства с высокими требованиями к точности |
| Гибкость | Изготовление пресс-форм относительно простое, а модификация конструкции относительно проста | Пресс-форма сложна в изготовлении, и модификация конструкции затруднена, но точность пресс-формы высока |
| Области применения | Автомобильная промышленность, машиностроение, строительство и другие отрасли | Аэрокосмическая промышленность, медицинское оборудование, искусство и другие области |
С какими трудностями заключается литье в песчаные формы?
Как традиционный процесс литья,Литье в песчаные формы сталкивается с рядом проблемв условиях трансформации и модернизации современного производства и рыночной конкуренции. Ниже приведено подробное изложение основных проблем, с которыми приходится сталкиваться при литье в песчаные формы:
- Проблемы шероховатости поверхности:Поверхность отливок из песчаных отливок часто бывает шероховатой и требует дополнительных этапов постобработки для улучшения, что увеличивает производственные затраты и время.
- Ограничения по точности размеров:По сравнению с другими методами литья, литье в песчаные формы может иметь определенные недостатки в точности размеров, что ограничивает его применение при изготовлении отливок, требующих высокой точности.
- Охрана окружающей среды и утилизация отходов:Отходы песка, образующиеся в процессе литья в песчаные формы, должны быть надлежащим образом утилизированы, чтобы избежать негативного воздействия на окружающую среду. В то же время необходимо эффективно управлять отходящими газами и сточными водами, которые могут образовываться в процессе литья.
- Рыночная конкуренция и технологические обновления:С развитием обрабатывающей промышленности продолжают появляться другие передовые методы литья и производственные технологии, а литье в песчаные формы сталкивается с проблемами рыночной конкуренции и технологических обновлений. Чтобы оставаться конкурентоспособными, компании, производящие литье в песчаные формы, должны постоянно инвестировать в исследования и разработки и инновации.
- Затраты на сырье и рабочую силу:Колебания цен на сырье и растущие затраты на рабочую силу создают проблемы для контроля затрат компаний по литью в песчаные формы. Предприятиям необходимо найти способы снижения затрат, сохраняя при этом качество продукции и эффективность производства.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
1. Какова основная технологическая схема литья в песчаные формы?
Основным процессом литья в песчаные формы является: (1) Подготовка песчаной формы: подготовка формовочной смеси и стержневой смеси для моделирования. (2) Изготовление пресс-форм: Изготовьте формы и стержневые коробки в соответствии с чертежами деталей. Вы можете использовать деревянные формы, пластиковые формы или металлические формы и т. д. (3) Формование и изготовление стержня: Используйте формовочный песок для формирования полости отливки и создания внутренней формы (стержня). (4) Плавка: Распределите химический состав в соответствии с требуемым составом металла, выберите подходящую плавильную печь для плавления материала сплава и сформируйте жидкий металл. (5) Заливка: Введите жидкий металл в песчаную форму, обратите внимание на контроль скорости заливки, чтобы жидкий металл заполнил всю полость формы. (6) Затвердевание и охлаждение: После того, как металл затвердевает в песчаной форме, его охлаждают. (7) Извлечение из формы и очистка: Удалите ворота, песок и другие загрязнения, а также проведите пескоструйную обработку и отполируйте отливки. (8) Инспекция: Проведение проверки качества отливок, чтобы убедиться, что они соответствуют проектным требованиям.
2. Какова шероховатость поверхности отливок в песчаные формы?
Шероховатость поверхности отливок из песчаного литья варьируется в зависимости от условий процесса и материалов и обычно может достигать Ra12,5 ~ 6,3 мкм. В основном это зависит от таких факторов, как качество песчаной формы, температура заливки, состав сплава и скорость охлаждения. Для улучшения шероховатости поверхности могут потребоваться меры постобработки, такие как механическая обработка, химическая обработка и т.д.
3. В чем преимущества литья в песчаные формы по сравнению с другими методами литья?
Литье в песчаные формы широко используется в промышленном производстве благодаря своим преимуществам, таким как простота процесса, низкая стоимость и высокая гибкость. По сравнению с другими методами литья, такими как литье по выплавляемым моделям и литье под давлением, литье в песчаные формы более экономично при производстве крупных и тяжелых деталей. В то же время форма для литья в песчаные формы относительно проста в изготовлении, конструкцию легко модифицировать, и она может адаптироваться к производственным потребностям отливок различных форм и размеров.
4. Какова точность размеров при литье в песчаные формы?
Точность размеров отливки в песчаные формы обычно находится в диапазоне IT14-IT18, что означает, что существует определенное отклонение между размером отливки и теоретическим значением. В основном это связано с характеристиками материала песчаной формы и сложностью процесса литья. Для того, чтобы повысить точность размеров, необходимо строго контролировать точность изготовления песчаной формы, температуру заливки, тип сплава и параметры процесса литья.
Сводка
Являясь традиционным и важным процессом формовки металлов, литье в песчаные формы по-прежнему играет незаменимую роль в современном промышленном производстве. Постоянно совершенствуя и оптимизируя технологические процессы для повышения качества литья и эффективности производства, литье в песчаные формы будет продолжать вносить свой вклад в промышленное развитие. В то же время, повышение экологической осведомленности и технологические инновации также являются важными направлениями для будущего развития компаний по литью в песчаные формы.

Отказ
Содержание этой страницы носит справочный характер.ЛСне дает никаких явных или подразумеваемых заверений или гарантий в отношении точности, полноты или действительности информации. Никакие эксплуатационные параметры, геометрические допуски, специфические конструктивные особенности, качество и тип материала или качество изготовления не должны подразумевать то, что сторонний поставщик или производитель будет поставлять через сеть Longsheng. Это ответственность покупателяПоиск коммерческого предложения на запчастидля определения конкретных требований к этим деталям.ПожалуйстаСвяжитесь с намидля получения дополнительной информацииинформация.
Команда LS
LS — ведущая компания в отраслиСпециализация на производственных решениях на заказ. Обладая более чем 20-летним опытом обслуживания более 5 000 клиентов, мы ориентируемся на высокую точностьОбработка с ЧПУ,Изготовление листового металла,3D-печать,литье под давлением,Штамповкии другие комплексные производственные услуги.
Наш завод оснащен более чем 100 передовыми 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с доставкой в течение 24 часов. ВыборТехнология LSЭто значит выбирать эффективность, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:www.lsrpf.com

