

Литье в песчаные формы является универсальным процессомкоторые могут выпускать изделия различных размеров, форм и сложности. Песчаные формы доступны по цене, чрезвычайно огнестойки и даже могут использоваться для стального литья, поэтому на литье в песчаные формы приходится 60% всех металлических отливок. Для экономически эффективного производства небольших партий предпочтительным методом изготовления считается литье в песчаные формы. Так что же такое литье в песчаные формы? В этой статье функцияКоманда LS погрузит вас в океан знаний о литье в песчаные формыи узнать определение, принципы работы, преимущества, недостатки и примеры литья в песчаные формы.
Что такое литье в песчаные формы?
Литье в песчаные формы является чрезвычайно универсальным процессом. Его можно использовать для любого металлического сплава, будь то черный или нет. Этот процесс используется в крупных промышленных установках для массового производства автомобильных металлических отливок, таких как блоки цилиндров и головки цилиндров.
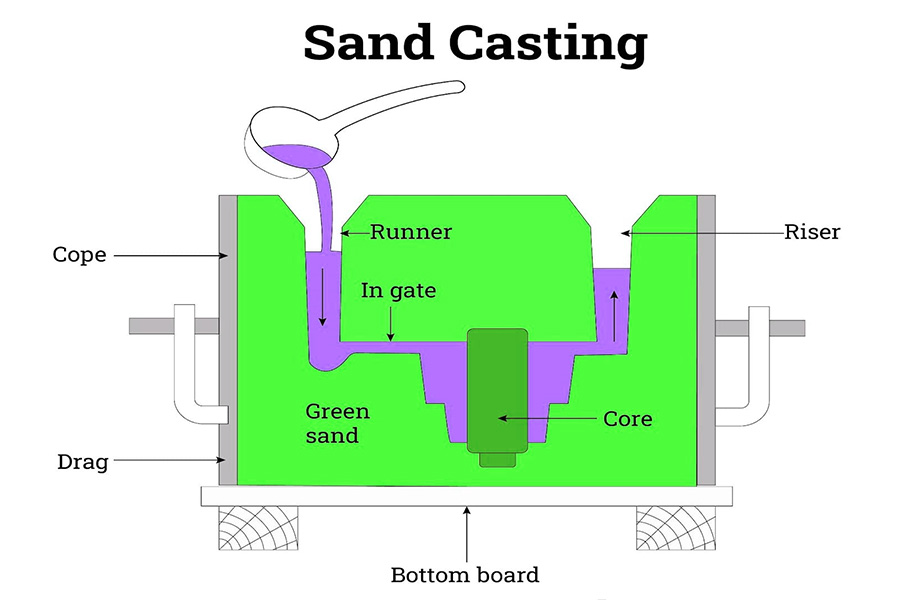
Пресс-форма, изготовленная из материала на основе диоксида кремния, такого как песок с естественными связями или синтетический песок, используется для создания гладкой поверхности формы. Поверхность формы делится на две части: верхнюю половину (cope) и нижнюю половину (drag). Модель заполняют расплавленным металлом с помощью горшка для заливки и дают ей застыть. Последним шагом является обрезка лишнего металла дляЛитье металлов.
В чем преимущества и недостатки литья в песчаные формы?
Литье в песчаные формы – это процесс, который имеет как преимущества, так и недостатки.
| Преимущества | Недостатки |
| Затраты на производство относительно низкие, особенно при мелкосерийном производстве | Низкая точность по сравнению с альтернативными методами |
| Изготовление крупногабаритных деталей | Этот метод сложно использовать для изделий, которые имеют заранее определенные характеристики по весу и размеру |
| Литье черных и цветных сплавов | В результате этого процесса получаются изделия с черновой отделкой. |
| Возможность переработки | |
| Металлы, такие как сталь и титан с высокой температурой плавления |
Как работает литье в песчаные формы?
Литье в песчаные формы происходит по принципу гравитационного литья. Расплавленный металл заливают в форму, заполняя полость и формируя форму рисунка. По мере того, как металл остывает и затвердевает, он формирует нужную форму. Затем затвердевшая отливка извлекается из формы и подвергается дальнейшим отделочным операциям, таким как шлифовка и пескоструйная обработка.
Во время затвердевания металл дает усадку, вызывая внутренние напряжения и изменение размеров. Чтобы обеспечить целостность отливки, необходимо учитывать соответствующие конструктивные факторы, такие как использование стояков или охладителей.
Как происходит литье в песчаные формы шаг за шагом?
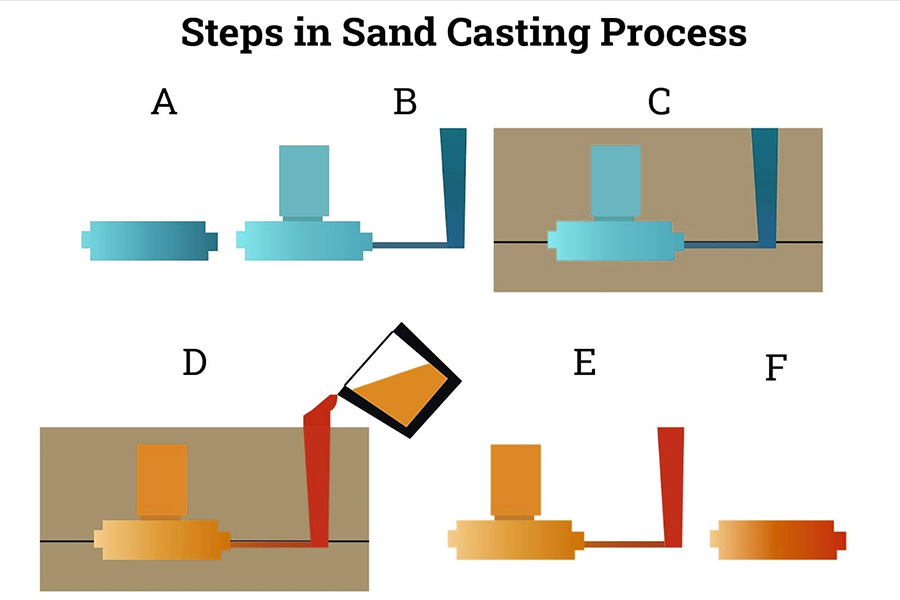
ТемПроцесс литья в песчаные формыЭто сложный и упорядоченный процесс, который включает в себя множество этапов и звеньев для обеспечения качества и производительности окончательного литья. Ниже приведена подробная схема технологического процесса литья в песчаные формы:
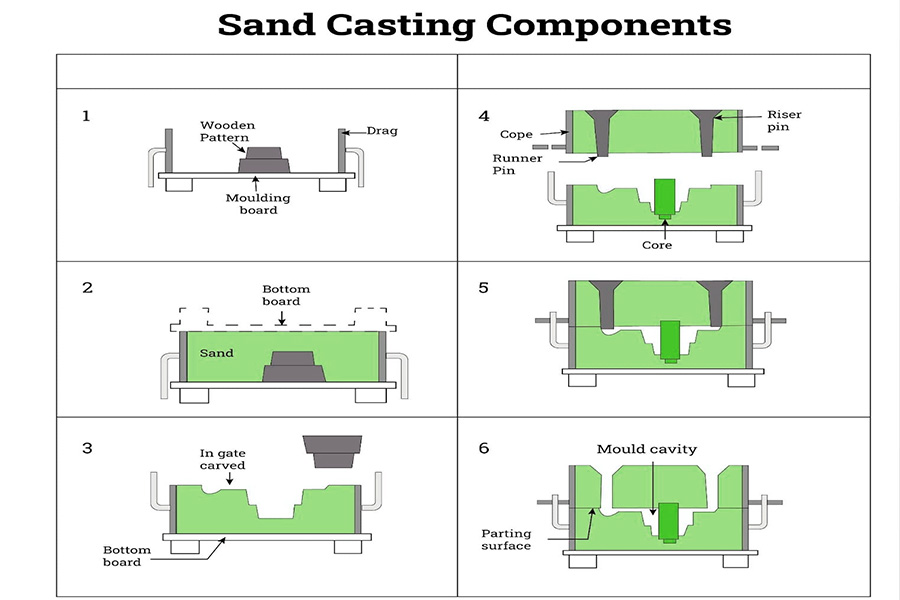
- Подготовка пресс-формы:Изготовление пресс-форм для лепки поЛитейные чертежи или требования к конструкции. Формы могут быть деревянными, металлическими или пластиковыми, в зависимости от сложности отливки и объема производства.
- Приготовление и смешивание смеси:Выберите подходящий песок (например, кварцевый песок, кварцевый песок и т.д.) и связующее вещество (например, глину, смолу и т.д.) и равномерно перемешайте их в определенной пропорции, чтобы сформировать формовочный песок с определенной прочностью и текучестью.
- Формирование:Заполните смешанную формовочную смесь в форму и сформируйте необходимую форму для песчаной формы путем уплотнения, вибрации и т. Д. Темформа для песчаных формДелится на верхнюю форму и нижнюю форму, которые после объединения образуют полную полость отливки.
- Изготовление стержней:Для отливок, требующих внутренних полостей, изготовьте соответствующие песчаные стержни. Процесс изготовления стержней похож на формование, но обычно требует использования специального стержневого ящика и стержневого песка.
- Комбинирование:Объединение верхней формы для песчаных форм и нижней формы для песчаных форм (и сердцевины из песчаных форм) вместе, чтобы сформировать полную полость отливки. В процессе закрытия коробки необходимо убедиться, что форма для песчаной формы и песчаная сердцевина расположены точно и что для их скрепления используются соответствующие крепления.
- Плавка металла:СогласноТребования к материалу отливки, выбрать подходящее плавильное оборудование и методы плавки металлического сырья до жидкого состояния. Состав и температуру расплавленного металла необходимо контролировать в процессе плавки.
- Проливной:Быстро и равномерно заливайте расплавленный металл в полость формы. В процессе заливки необходимо контролировать скорость заливки и расход расплавленного металла, чтобы избежать таких дефектов, как поры и включения.
- Охлаждение:Расплавленный металл охлаждается и затвердевает в твердом состоянии в форме. Скорость охлаждения и градиент температуры необходимо контролировать в процессе охлаждения, чтобы уменьшить напряжение и деформацию внутри отливки.
- Выпадение песка и очистка:После того как отливка полностью остынет, разрушите песчаную форму и выньте отливку. Затем песок, оксидная окалина и другие загрязнения с поверхности отливки удаляются, как правило, с помощью пескоструйной обработки, шлифовки и других методов.
- Осмотр и ремонт:Контроль качества отливок, включая контроль размеров, контроль внешнего вида, неразрушающий контроль (например, рентгеновский контроль, ультразвуковой контроль и т.д.) и контроль механических свойств. Некачественные отливки нуждаются в ремонте или переделке.
Какие бывают виды литья в песчаные формы?
Литье в песчаные формы можно разделить на различные видыИсходя из способа подготовки и свойств материала песчаной формы. Вот некоторые из основных видов литья в песчаные формы:
1. Влажный песок
Литье в сырые песчаные формы — это метод литья, при котором в качестве материалов для моделирования формы используется формовочный песок и стержневой песок, а жидкий металл заполняет форму под действием силы тяжести для производства отливок. В основном используется глина и соответствующее количество воды в качестве основного связующего материала формовочной смеси. После того, как песчаная форма изготовлена, ее непосредственно формуют и заливают во влажном состоянии.Мокрое литье имеет долгую историю и широко применяется. Таким методом можно получить отливки из стали, железа и большинства цветных сплавов. К его основным преимуществам можно отнести богатые ресурсы глины, низкую цену, короткий цикл изготовления форм и высокую эффективность работы. Большая часть использованного глинистого зеленого песка может быть переработана и повторно использована после соответствующей обработки песком. Однако есть и некоторые недостатки, такие как низкая жесткость литейной формы, плохая точность размеров отливок, а отливки подвержены таким дефектам, как вымывание песка, включения песка и поры.
2. Сухой песок
По сравнению с литьем в сырые песчаные формы,Литье в сухие песчаные формы имеет более низкое содержание влаги в песчаной форме. При изготовлении сухих песчаных форм влажность влажного формовочного песка немного выше, чем в формовочной смеси, используемой для мокрых форм. Однако после того, как форма для песчаных форм изготовлена, поверхность полости формы должна быть покрыта огнеупорной краской, а затем помещена в печь для сушки. После остывания форму можно закрывать. и заливка. Этот метод обычно используется для изготовления стальных отливок и более крупных чугунных отливок. Однако, поскольку сушка глиняных песчаных форм занимает много времени и потребляет много топлива, а песчаные формы склонны к деформации в процессе сушки, что влияет на точность отливок, сухие песчаные формы, как правило, устраняются с момента широкого распространения химически закаленного песка. Тем не менее, в современном литье в песчаные формы сухой песок по-прежнему используется в качестве материала стержня, особенно для стержней со сложной формой, более тонким сечением, высокой прочностью в сухом состоянии и хорошими свойствами смятия.
3. Стержневой песок
Стержневой песок — это материал, используемый для изготовления сердцевины песчаной формы. В зависимости от различных используемых вяжущих песок можно разделить на множество типов, таких как глинистый песок для сердцевины, песок для жидкого стекла, песок для масляных стержней, песок для жирных сердечников, песок для смолы и т. Д. Основная функция стержневого песка заключается в поддержке полости в литейной форме и предотвращении попадания расплавленного металла наружу полости формы в процессе заливки. Различные типы стержневых смесей имеют различные характеристики и диапазоны применения, а также могут быть выбраны в соответствии с конкретными требованиями отливки.
Какие виды песка используются при литье в песчаные формы?
Темформовочный материал для литья в песчаные формы смолыпредставляет собой смесь кварцевого песка и смоляного песка. Когда смоляной песок смешивается и нагревается, он затвердевает в твердую гладкую форму. Цельная форма позволяет получить меньше бракованных отливок, но она сопряжена с большими затратами и более медленными темпами производства. Формочки из смоляного песка требуют больше времени для изготовления, потому что каждую из них необходимо смешивать и обжигать по отдельности.
Каковы распространенные области применения литья в песчаные формы?
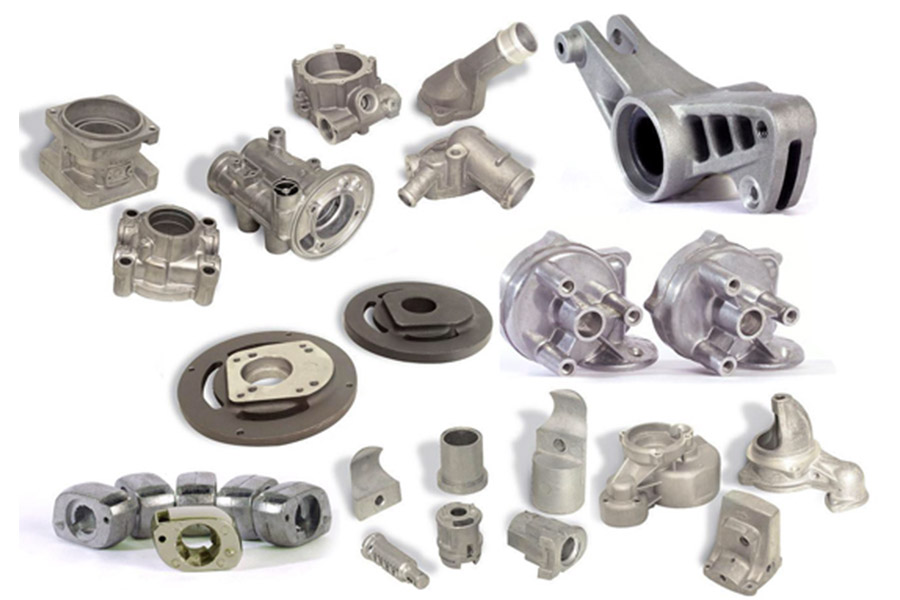
Являясь распространенным и широко используемым методом литья, литье в песчаные формы подходит для производства различных металлов и сплавов и имеет широкий спектр применения. Вот некоторые из основных областей применения:
- Машиностроение: Литье в песчаные формы является широко используемым методом литья в машиностроениии используется для производства различных механических деталей, таких как шестерни, посадочные места подшипников, коробки и т. Д. Эти детали часто подвергаются высоким механическим нагрузкам и износу, и литье в песчаные формы может удовлетворить эти требования.
- Автомобильная промышленность:В автомобилестроении,Литье в песчаные формы используется для производства ключевых компонентов, таких как блоки цилиндров, картеры и картеры трансмиссий.Эти компоненты требуют не только высокой прочности и износостойкости, но и хорошей герметизации и термической стабильности.
- Аэрокосмическая промышленность:В аэрокосмической отрасли литье в песчаные формы используется для изготовления деталей авиационных двигателей, корпусов ракетных двигателей и т. д. Эти компоненты должны работать при экстремально высоких температурах, высоком давлении и высоких скоростях, что требует чрезвычайно высоких характеристик материала.
- Судостроения:В судостроении,Литье в песчаные формы используется для производства конструкционных деталей корпуса, деталей двигателей и т.д.Эти детали должны выдерживать коррозию морской воды и вибрацию корпуса, поэтому материалы должны обладать хорошей коррозионной стойкостью и усталостной стойкостью.
- Электроэнергетика:В электроэнергетике литье в песчаные формы используется для изготовления ключевых компонентов, таких как статоры генераторов и роторы. Эти компоненты должны выдерживать огромные электромагнитные нагрузки и высокотемпературные среды, а также предъявлять высокие требования к проводимости, термической стабильности и механической прочности материалов.
- Строительная и сельскохозяйственная техника: Литье в песчаные формы также широко используется в производстве строительной и сельскохозяйственной техники,Например, производство труб и трубопроводной арматуры для строительства, а также шестерен и подшипников для сельскохозяйственной техники.
LS может помочь вам с вашими потребностями в литье
Вы должны выбрать наилучший процесс литья для вашего продукта.LS предоставляет вам доступ к профессиональной команде инженеровкоторые имеют огромный опыт в различных услугах по литью, таких как литье под давлением и вакуумное литье. Опыт нашей команды позволяет нам лучше консультировать вас и отвечать на любые вопросы, которые могут у вас возникнуть.
Вы можете быстро получить онлайн-расценки на свои детали, загрузив файл проекта на нашу онлайн-платформу для расчета стоимости. Мы предлагаем лучшие товары по конкурентоспособным ценам.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
1. Какова основная концепция литья в песчаные формы?
Литье в песчаные формы является длительным процессом литьякоторый использует формовочный песок (в основном состоящий из песка, глины и воды) в качестве модельного материала для создания песчаной формы, которая соответствует форме отливки вручную или механически. Затем расплавленный металл заливают в песчаную форму. После того как расплавленный металл остынет и застынет, отливка вынимается для завершения процесса литья.
2. Какова технологическая схема литья в песчаные формы?
ТемТехнологическая схема литья в песчаные формыв основном включает в себя: (1) Приготовление формовочного песка: Смешайте песок, глину и воду в определенной пропорции, чтобы приготовить формовочный песок с хорошей текучестью. (2) Сделайте песчаную форму: В соответствии с чертежом отливки, используйте шаблоны, инструменты или механическое оборудование, чтобы заполнить песочницу формовочным песком и уплотнить ее в необходимую песчаную форму. (3) Открытые ворота и стояки: Откройте ворота и стояки на песчаной форме, чтобы расплавленный металл мог плавно поступать в песчаную форму и выводить газ и примеси. (4) Подгонка пресс-формы: Закройте верхнюю и нижнюю песчаные формы, чтобы убедиться, что поверхности разъема плотно прилегают, чтобы предотвратить утечку расплавленного металла. (5) Заливка: Введите расплавленный металл в песчаную форму через затвор и подождите, пока расплавленный металл остынет и затвердеет. (6) Выпадение песка и очистка: После полного охлаждения отливки уничтожьте песчаную форму, выньте отливку и выполните необходимую очистку и обрезку.
3. Каковы преимущества литья в песчаные формы?
ОсновныеПреимущества литья в песчаные формыЯвляются: Литье в песчаные формы может производить различные отливки со сложными формами и различными размерами, а также подходит для литья различных металлических материалов. По сравнению с другими методами литья, стоимость оборудования и материалов, необходимых для литья в песчаные формы, относительно низкая, что делает его пригодным для массового производства. Литье в песчаные формы может гибко регулировать технологический процесс и параметры в соответствии с производственными потребностями для удовлетворения требований к качеству различных отливок.
4. Каковы ограничения литья в песчаные формы?
Хотя литье в песчаные формы имеет много преимуществ, у него также есть некоторые ограничения: поскольку песчаная форма расширяется и сжимается из-за нагрева в процессе заливки, точность размеров и качество поверхности отливки трудно точно контролировать. Процесс литья в песчаные формы громоздкий и требует множества ручных операций и вмешательств, что влияет на эффективность производства. В процессе литья в песчаные формы образуется большое количество отработанного песка и сточных вод, что приводит к определенному загрязнению окружающей среды.
Сводка
Как традиционный и важный процесс литья,Литье в песчаные формы имеет широкие перспективы применения и незаменимые преимущества. С постоянным развитием современных технологий литья, литье в песчаные формы постоянно совершенствуется и совершенствуется, чтобы адаптироваться к более сложным и разнообразным производственным потребностям. Будь то выбор материала, разработка технологического процесса или применение в производстве, литье в песчаные формы продемонстрировало свое уникальное очарование и ценность.

Отказ
Содержание этой страницы носит справочный характер.ЛСне дает никаких явных или подразумеваемых заверений или гарантий в отношении точности, полноты или действительности информации. Никакие эксплуатационные параметры, геометрические допуски, специфические конструктивные особенности, качество и тип материала или качество изготовления не должны подразумевать то, что сторонний поставщик или производитель будет поставлять через сеть Longsheng. Это ответственность покупателяПоиск коммерческого предложения на запчастидля определения конкретных требований к этим деталям.ПожалуйстаСвяжитесь с намидля получения дополнительной информацииинформация.
Команда LS
LS — ведущая компания в отраслиСпециализация на производственных решениях на заказ. Обладая более чем 20-летним опытом обслуживания более 5 000 клиентов, мы ориентируемся на высокую точностьОбработка с ЧПУ,Изготовление листового металла,3D-печать,литье под давлением,Штамповкии другие комплексные производственные услуги.
Наш завод оснащен более чем 100 передовыми 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с доставкой в течение 24 часов. ВыборТехнология LSЭто значит выбирать эффективность, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:www.lsrpf.com

