

В прошлом производство сложных деталей было неэффективным и дорогостоящим. Производители либо многократно меняют инструменты на одном прессе, либо используют несколько прессов, каждый из которых выполняет одно действие для производства детали. Это приводит к длительному времени загрузки и высоким затратам на рабочую силу. СПрогрессивная штамповка, производители могут устранить все эти хлопоты и производить детали более высокого качества быстрее и с меньшими затратами.
В следующих статьях мы всесторонне проанализируем этот передовой процесс обработки металлов давлением с точки зрения основных принципов работы, характеристик, требований к применению и практических случаев прогрессивной штамповки. Мы надеемся, что благодаря введению к этой статье читатели смогут получить более глубокое представлениеПонимание прогрессивной штамповкии предоставить полезный справочник для применения в реальном производстве.
Что такое прогрессивная штамповка?
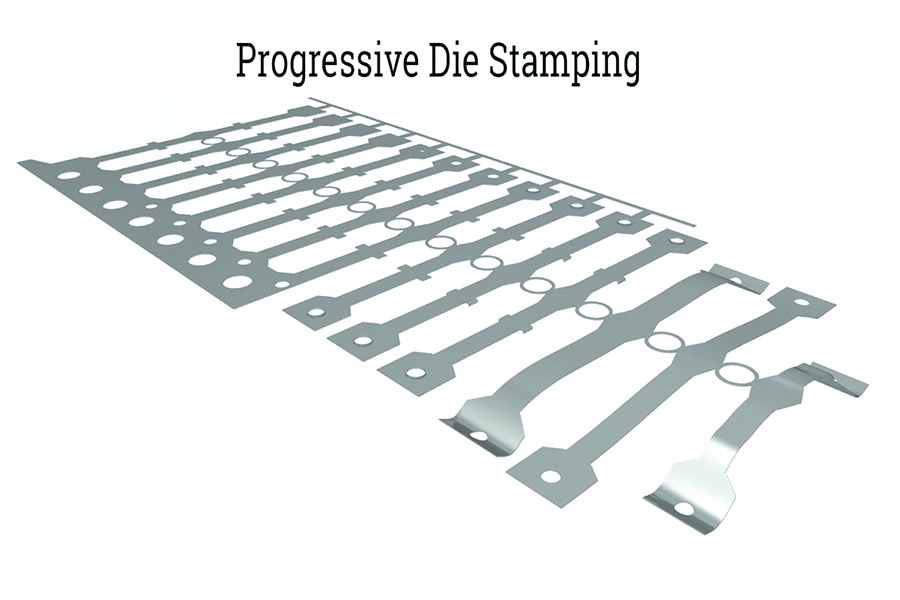
Прогрессивная штамповка, как следует из названия, использует сложную конструкцию пресс-формы для достижения множественных,Многоступенчатая обработка штамповкиметаллических листов в непрерывном технологическом потоке. Эта технология преодолевает ограничения традиционной одностанционной штамповки, интегрирует несколько процессов в одну форму и реализует непрерывные операции от подачи материала, предварительной вырубки, сложной гибки, формовки растяжения до окончательной резки. Каждый этап операции тесно связан между собой, как прецизионный автоматизированный станок, постепенно превращающий металлические листы в готовые детали, отвечающие проектным требованиям.
Как работает прогрессивная штамповка?
Основные принципы работыПринцип прогрессивной штамповкизаключается в подаче обрабатываемого материала (обычно длинного листа) в возвратно-поступательный пуансон с прогрессивной матрицей. Весь процесс штамповки можно разделить на следующие этапы:
- Кормление:Под контролем автоматического механизма подачи обрабатываемый материал продвигается один за другим в соответствии с заданным расстоянием шага. Точность подачи имеет решающее значение для точности конечного продукта.
- Штамповка:Когда пресс пробивного пресса движется вниз, штамп закрывается и на обрабатываемый материал наносится штамповка. Каждая станция оснащена одним или несколькими основными процессами штамповки, такими как штамповка, вырубка, гибка, обрезка, волочение и т.д.
- Сдвиг:Когда пресс пробивного пресса движется вверх, форма открывается, и обрабатываемый материал перемещается горизонтально на одну ступень вдоль следующей станции, чтобы подготовиться к следующему процессу.
- Непрерывная обработка:Вышеуказанные этапы подачи, пробивки и сдвига выполняются непрерывно на нескольких станциях до тех пор, пока все запланированные процессы не будут завершены, и наконец не будет получена готовая штампованная заготовка.
- Разделение:На конечной станции вновь изготовленная деталь отделяется от остального материала, завершая весь процесс штамповки.
Каковы преимущества и недостатки прогрессивной штамповки?
Как эффективная технология обработки металлов давлением,Прогрессивная штамповка имеет широкое применениев обрабатывающей промышленности. Ниже приведены основныеПреимущества и недостатки прогрессивной штамповки:
Преимущества
Прогрессивная штамповка имеет ряд преимуществ по сравнению с другими методами штамповки, такими как четырехслайдовые или многослайдовые машины.
- Меньше времени на настройку:Прогрессивная штамповка занимает на 38% меньше времени на настройку, чем многоступенчатая штамповка. Это позволяет производителям создавать меньшие объемы партий и делает планирование производства более гибким, чтобы производить то, что хочет клиент, когда ему это нужно. Это также снижает трудозатраты, затрачиваемые на производство деталей.
- Повторяемость:Машины обеспечивают превосходную повторяемость с жесткими допусками. Они могут производить большое количество деталей без ущерба для качества.
- Высокая точность:Поскольку каждая станция выполняет свою операцию, прогрессивная штамповка является высокоэффективной и может использоваться для производства больших партий деталей с высокой степенью точности.
- Универсальная оснастка:Благодаря простоте процесса формования, в котором используется только вертикальное давление, можно перемещать оснастку от одного поставщика к другому без необходимости серьезной модернизации. Как правило, если доступна прессовая машина того же тоннажа и размера станины, инструментальная конструкция, которая будет работать на этом слое и тоннаже, сможет работать на другом прессе.
Недостатки
Несмотря на то, что использование прогрессивной штамповки для изготовления листового металла имеет множество преимуществ, следует учитывать и некоторые недостатки:
- Расход:Одним из самых больших недостатков является высокая первоначальная стоимость инвестиций. Наборы штампов для прогрессивной штамповки могут быть очень дорогими, и предприятия должны быть уверены, что они могут выполнить достаточно работы, чтобы оправдать затраты.
- Ограниченные операции:Прогрессивная штамповка может использоваться только для определенных проектов. Некоторые элементы деталей могут быть недоступны для изготовления внутри прогрессивной матрицы.
- Непрерывность:Наконец, прогрессивная штамповка может быть очень сложной и трудоемкой (особенно потому, что настройки необходимо настраивать или перенастраивать для каждого проекта). Это затрудняет быстрое переключение между проектами.
- Больше отходов:Прогрессивная штамповка дает отходы. Из-за того, что деталь должна переноситься на полосе на протяжении всего процесса, существуют неизбежные отходы, вызванные материалом, необходимым для удержания детали на полосе до самого последнего этапа. Хотя отходы могут быть переработаны, при работе с такими материалами, как медь или латунь, этот процесс может быть менее экономически эффективным.
Прогрессивный и одинарный пуансон, компаунд и трансферная матрица
1. Что такое форма с одним пуансоном?
AОднопуансонная матрицасостоит из вогнутой матрицы и штампа пробивки или нескольких вогнутых матриц и нескольких штампов. Поскольку его структура и функции разработаны и изготовлены для конкретного процесса, каждая штамп выполняет только одно пробивное отверстие или один тип. Формообразование не может быть применено к другим процессам. Обычно используется для мелкосерийного или среднесерийного производства, особенно подходит для случаев, когда необходимо часто менять положение или форму штамповки. Его можно гибко регулировать и заменять в процессе производства, а стоимость производства низкая. Он подходит для мелкосерийного производства штамповки металла с относительно простыми процессами.
2. Что такое композитная форма?
ТемКомпозитная формапредставляет собой штамповочную форму, которая завершает процессы внутреннего отверстия и внешней формы на одной и той же станции формы (несколько процессов штамповки могут выполняться одновременно за один ход). За одну операцию штамповки может быть выполнено несколько процессов, включая несколько операций штамповки или изменения формы. Многопроцессорная конструкция сочетает в себеПреимущества однопуансонных штампови прогрессивные умирают в определенной степени.
3. Что такое форма для переноса?
Трансферная штамповкааналогичен прогрессивному штампу, но детали переносятся с одной станции на другую с помощью механической системы переноса. В основном используется там, где детали должны быть сняты с полосы, чтобы операции можно было выполнять в свободном состоянии. Трансферная форма может представлять собой одну форму или несколько форм или машин, расположенных в ряд для формирования производственной линии. Обычно используется для производства более сложных деталей, где каждая рабочая станция может выполнять различные операции, такие как штамповка, гибка, растяжение и т. Д.
|
Функции |
Одностанционный кристалл |
Прогрессивный штамп |
Составная матрица |
Перенос |
|
Принцип работы |
Завершает процесс однократной пробивки или формовки |
Разные станции выполняют несколько процессов штамповки одновременно |
Выполняет несколько процессов за один удар |
Штамповка с отрывной полосой |
|
Применимый масштаб производства |
Мелкосерийное производство, частая смена позиций пробивки или форм |
Масштабное производство, повышенная эффективность производства |
Среднесерийное производство, обеспечивает некоторую гибкость |
Среднесерийное производство, обеспечивает некоторую гибкость |
|
Сложность и гибкость |
Простота, относительно низкая гибкость |
Сложная, умеренная гибкость |
Умеренный |
Обладайте некоторой гибкостью |
|
Эффективность производства |
Медленнее |
Высокий КПД |
Между одностанционными и прогрессивными матрицами |
Между одностанционными и прогрессивными матрицами |
|
Сложность проектирования и производства |
Относительно просто |
Сложные, более высокие затраты на производство и техническое обслуживание |
Умеренный, относительно простой в проектировании и производстве |
Умеренный, необходимо учитывать проектирование и изготовление движущихся частей |
|
Утилизация материалов |
Относительно низкий |
Выше, сокращает количество отходов |
Высокий и относительно экологичный |
Чем выше коэффициент использования материала, тем выше его эффективность за счет выполнения нескольких процессов за один ход |
|
Уровень автоматизации |
Низкий |
Высокая степень автоматизации |
Некоторый уровень автоматизации |
Выше, может повысить эффективность производства за счет автоматического управления движущимися частями |
Каковы области применения прогрессивной штамповки?
Прогрессивная штамповка является разновидностью штамповочной обработки и широко используется в производстве и обработке автоматизированных и крупносерийных штамповочных деталей. Вот некоторые конкретные области применения и примеры:
- Аэрокосмический:В аэрокосмическом секторе,Прогрессивная штамповка используется для производства различных прецизионных деталей космических аппаратов. Эти компоненты требуют высокой точности и надежности для обеспечения производительности и безопасности космического аппарата.
Электронные изделия: Металлические корпуса, разъемы и другие компоненты, обычно встречающиеся в электронных изделиях, часто изготавливаются методом прогрессивной штамповки. Этот метод производства может обеспечить точность и постоянство компонентов, а также повысить качество и конкурентоспособность продукта. - Автомобильная промышленность:Автомобильная промышленность является одной из важных областей применения прогрессивной штамповки. От панелей кузова автомобиля до металлических конструкционных деталей внутри, многие детали производятся методом прогрессивной штамповки. Этот метод производства позволяет значительно повысить эффективность производства, снизить производственные затраты, а также обеспечить точность и надежность деталей.
- Медицинские приборы:В области медицинских изделий,Прогрессивная штамповка используется для производства различных прецизионных деталей медицинского оборудования. Эти компоненты требуют высокой точности и чистоты для обеспечения производительности и безопасности медицинских устройств.
- Сельское хозяйство:Сельскохозяйственная техника и оборудование также требуют большого количества металлических деталей, которые также могут быть изготовлены методом прогрессивной штамповки. Такой метод производства обеспечивает точность и постоянство деталей и узлов, а также повышает производительность и надежность сельскохозяйственной техники.

ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
1. Что такое прогрессивный кристалл?
Прогрессивный, также известный как многопозиционный прогрессивный штамп, непрерывный штамп или скиповый штамп, представляет собой сложный штамповочный штамп. Она делится на ряд равноудаленных станций в форме в зависимости от обрабатываемой заготовки, и одну или несколько основныхПроцессы штамповкинастраиваются на каждой станции для завершения обработки определенной части штампованной заготовки.
2. Каков основной процесс прогрессивной штамповки?
ТемОсновной процесс прогрессивной штамповкивключает в себя следующие этапы: (1) Подготовка материала: обрабатываемый материал заранее обрабатывается в полосы определенной ширины. Когда материал становится толще и производственная партия небольшая, его можно нарезать на полосы; Когда производственная партия большая, выбирается рулонный материал, потому что рулонный материал может автоматически подаваться и собираться. (2) Подача: полоса подается один шаг за раз с помощью определенного метода подачи. Методы подачи включают ручную подачу (подходит для мелкосерийного производства), автоматическую подачу подающего устройства (подходит для рулонных материалов) и настройку самодельного устройства подачи на форму (обычно используется клиньями и небольшими ползунками, используется редко).(3) Обработка штамповки: за один ход пробивной машины полоса подвергается различным процессам штамповки на каждой станции, таким как штамповка, гибка, черчение, формовка и т.д. Каждая станция последовательно выполняет различную обработку и, наконец, получает готовую штамповочную заготовку. (4) Выход готовой продукции: После штамповки на всех станциях готовый продукт выводится из формы и может быть обработан для последующей обработки или проверки качества.
3. При каких обстоятельствах подходит использование прогрессивной матрицы?
Ситуации, подходящие для использования прогрессивных формвключает: Производительность деталей и размер партии достаточно велики: Прогрессивные пресс-формы подходят для крупносерийного производства и могут значительно повысить эффективность производства и снизить затраты. Детали со сложными формами: Для деталей со сложными формами, которые трудно позиционировать после штамповки, лучше всего использовать многопозиционную непрерывную форму. Требует высокой точности: хотя коэффициент использования материала прогрессивной матрицы относительно низок, точность готовой продукции относительно высока, что делает его пригодным для деталей с более высокими требованиями к точности.
4. Каковы требования к материалам для прогрессивной штамповки?
Требования к материалам для прогрессивной штамповкивключают: Стабильные механические свойства: Механические свойства материалов для штамповки должны быть относительно стабильными, потому что промежуточный отжиг не может быть выполнен во время непрерывного процесса штамповки под давлением, что затрудняет увеличение смазки во время обработки. Строгие требования к размерам: Существуют высокие требования к допуску по ширине и толщине используемой полосы, а также к прямолинейности края, поскольку они напрямую влияют на эффект штамповки и подачу полосы. Подходящая форма материала: Все материалы прогрессивной матрицы представляют собой длинные полосы, а ширина не может быть слишком большой или слишком маленькой, в противном случае это повлияет на позиционирование и подачу.
Сводка
Прогрессивная штамповка является эффективной, высокоточный и простой в автоматизации метод обработки штамповки. С помощью ряда упорядоченных рабочих станций несколько различных процессов штамповки выполняются за один удар пробивного пресса. Прогрессивный штамп может изготавливать сложные штамповочные детали, значительно повышая эффективность производства и использование материала. Тем не менее, прогрессивная штамповка также предъявляет более высокие требования к материалам, оборудованию, конструкции и обслуживанию. Поэтому при выборе прогрессивной штамповки необходимо всесторонне учитывать различные факторы, чтобы обеспечить наилучшие результаты в практическом применении.
Отказ
Содержание этой страницы носит справочный характер.ЛСне дает никаких явных или подразумеваемых заверений или гарантий в отношении точности, полноты или действительности информации. Никакие эксплуатационные параметры, геометрические допуски, специфические конструктивные особенности, качество и тип материала или качество изготовления не должны подразумевать то, что сторонний поставщик или производитель будет поставлять через сеть Longsheng. Это ответственность покупателяПоиск коммерческого предложения на запчастидля определения конкретных требований к этим деталям.ПожалуйстаСвяжитесь с намидля получения дополнительной информацииинформация.
Команда LS
Эта статья была написана несколькими авторами LS. LS является ведущим ресурсом в производственном секторе, сОбработка с ЧПУ,Изготовление листового металла,3D-печать,литье под давлением,Штамповкии многое другое.


