
Когда мы путешествуем по миру различных товаров, от электронных устройств в наших руках до кроссовок под ногами, от посуды на кухне до канцелярских принадлежностей в офисе, нетрудно обнаружить, что выдающиеся характеристики этих продуктов по дизайну, функциональности и красоте часто неотделимы от сумок. Вклад технологии оверформинга. Сегодня команда LS проведет вас с погружением в эту тему, раскроя внутренний механизмТехнология оверформингаи как он играет незаменимую роль во многих отраслях.
Что такое овермолдинг?
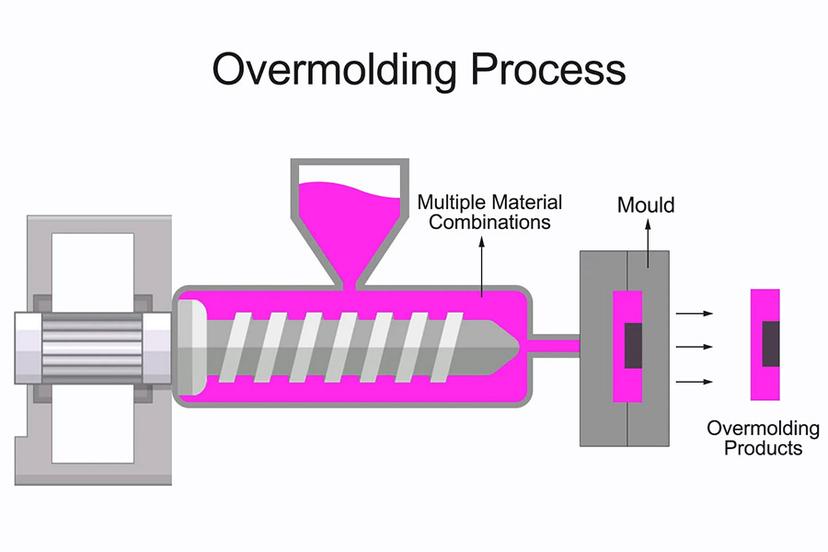
Овермолдинг – это производственный процессОсновное внимание уделяется сочетанию мягких термопластичных эластомеров или аналогичных материалов с жестким пластиком или другими материалами подложки путем литья под давлением или упаковки для создания композитной структуры с определенными функциональными свойствами и эстетическим внешним видом. Этот процесс широко используется для улучшения тактильных ощущений, противоскользящего эффекта, визуальной красоты изделий, а также повышения долговечности и эргономичного дизайна изделий.
Как работает оверформинг?
Оверформинг — это производственный процесс, при котором на поверхность подложки наносятся определенные материалы для формирования конечного продукта. Вот пошаговый обзор того, как это работает:
Шаг 1: Подготовьте субстрат
Выберите подходящую подложку, например, металл, пластик или другие материалы, и убедитесь, что ее качество соответствует производственным требованиям. Поместите подложку в форму для литья, убедившись, что положение подложки является точным для последующего впрыска материала и нанесения покрытия.
Шаг 2: Введите первый материал
В некоторых процессах оверформования может потребоваться впрыскивание первого материала в качестве сердцевины продукта. Это может быть пластик, металл и т.д., конкретный выбор зависит от конструкции и требований к эксплуатационным характеристикам изделия. После впрыска материала он подвергается необходимому охлаждению и приданию формы, чтобы обеспечить его затвердевание и достижение желаемой формы и размера.
Шаг 3: Предварительная обработка
Для некоторых оснований, таких как пластиковые детали, может потребоваться очистка для удаления загрязнений, таких как масло, пыль и другие загрязнения с поверхности. Предварительная обработка улучшает адгезию между облицовочным материалом и основанием и обеспечивает качество конечного продукта.
Шаг 4: Вставьте формованную основу в инструмент для оверформинга
Стержневой компонент (или предварительно обработанная подложка), который был охлажден и отвержден, передается в инструмент для оверформования. Убедитесь, что деталь точно расположена в инструменте для последующего впрыска облицовочного материала.
Шаг 5: Впрыскиваем материал для литья
Выбирайте подходящие материалы для облицовки, такие как резина, силикон, ТПЭ и т.д., которые обладают хорошей гибкостью и стойкостью к истиранию. Облицовочный материал впрыскивается в инструмент для облицовки таким образом, чтобы он плотно прилегал к поверхности основания. В этом процессе между новым материалом и подложкой возникает химическая или механическая связь, образующая прочную оболочку.
Шаг 6: Охлаждение и выталкивание
Дайте переформованной детали остыть и затвердеть в форме. Время охлаждения зависит от типа и толщины материала. После завершения охлаждения вновь сформированная деталь выбрасывается из формы с помощью механизма выталкивания. Проверьте качество поверхности и точность размеров компонента, чтобы убедиться, что он соответствует проектным требованиям.

Какие виды материалов используются при овермолдинге?
Выбор материалов, используемых при овермолдингеявляется очень широким, в зависимости от таких факторов, как производительность, стоимость, технологичность и экологические требования желаемого продукта. Вот некоторые распространенные материалы, используемые при оверформинге:
- Термопластичные эластомеры (ТЭП):обладают отличным сопротивлением скольжению и упругим прикосновениям, регулируют твердость и физические свойства. Он часто используется в ручках, рукоятках, электронике и т. д. для улучшения тактильных ощущений и сцепления с изделием.
- Термопластичный полиуретан (ТПУ):Разделенный на полиэфирный и полиэфирный, он обладает такими характеристиками, как маслостойкость, износостойкость, хорошая механическая прочность, усталостная прочность, коррозионная стойкость и хорошая упругость. При этом ТПУ является модным и экологичным и может заменить ПВХ. Он подходит для обмотки полос, ниток и полос, таких как ремни для домашних животных, ремни для ручек автомобилей, ремни для прицепов и т. Д. Он также обычно используется для нанесения покрытий на багажные изделия и металлические тросы.
- Полиуретан (PU):Он обладает отличной ударной вязкостью, высокой прочностью на разрыв и сверхизносостойкостью. Он широко используется в легкой промышленности, химической промышленности, электронике, текстильной, медицинской, строительной, автомобильной, национальной обороне и других областях. В бумажной промышленности новый ролик для обрешетки полиуретана может использоваться для замены резиновых материалов в условиях высокой температуры и высокого давления в линии.
- Силикон:Силиконовый порошок классифицируется по количеству содержания силоксана, а межмолекулярная сила силоксана сильна, и его нелегко равномерно диспергировать физическими методами. Силиконы обладают смазывающими свойствами, износостойкостью и могут улучшить совместимость границы раздела между неполярными неорганическими минералами и органическими соединениями. Силиконовые суперконцентраты могут использоваться в качестве ускорителей текучести, антислеживателей, синергетических антипиренов, смазочных материалов, гидрофобных агентов, разделительных агентов и т. д. при переработке пластмасс.
- Полиэтилен (ПЭ):Хорошая водо- и влагостойкость, хорошая химическая стабильность, определенная механическая прочность на разрыв и разрыв, хорошая гибкость, хорошая устойчивость к низким температурам, но плохая устойчивость к высоким температурам. Его часто используют в полиэтиленовых пакетах и в качестве упаковочного материала для композитных пакетов. Пленки из полиэтилена низкого давления (ПВД) могут использоваться для упаковки продуктов питания с низкими требованиями, особенно сухих продуктов с требованиями к влагозащите.
- Полипропилен (ПП):Высокая температура плавления, низкая цена, малый удельный вес, отличные механические свойства, выдающаяся стойкость к растрескиванию под напряжением и износостойкость, хорошая химическая стабильность, легкая обработка формования. Он широко используется в химической, электротехнической, автомобильной, строительной, упаковочной и других отраслях промышленности. Пластиковые пленки используются в гибкой упаковке товаров, также используются в качестве термосваривающего слоя для композитных материалов.
- Акрилонитрилбутадиенстирол (АБС): iЭто термопластик с высокой прочностью, ударопрочностью и термостойкостью. Его можно использовать для оверформинга с особыми требованиями, например, для деталей, требующих высокой прочности и термостойкости.
- Поликарбонат (ПК):Он обладает такими характеристиками, как высокая прозрачность, высокая ударная вязкость и высокая термическая стабильность. При оверформинге ПК можно использовать для деталей, требующих высокой прозрачности и высокой ударной вязкости.
- Нейлон:Отличная стойкость к истиранию, ударопрочность и самосмазка. Он часто используется при изготовлении компонентов, которые должны выдерживать высокие нагрузки и износ, таких как шестерни, подшипники и т. д. При оверформинге нейлон может использоваться для компонентов, требующих износостойкости и самосмазки.

Каковы распространенные области применения оверформинга?
Являясь передовым производственным процессом, оверформинг показал широкий спектр возможностей применения и большую коммерческую ценность во многих областях. Вот разбивка распространенных областей применения оверформинга:
1. Бытовая электроника
- Смартфоны:Благодаря технологии оверформинга он может обеспечить мягкое прикосновение к корпусу смартфона, одновременно повышая противоскользящие характеристики и улучшая пользовательский опыт.
- Наушники:В вкладышах часто используется оверформинг для обеспечения удобной посадки и хорошей звукоизоляции.
- Дистанционное управление:В ключевой части пульта дистанционного управления используется технология оверформинга, которая может увеличить мягкость и касание кнопки, а также повысить удобство работы пользователя.
- Обвинитель:Корпус и штепсельные части зарядного устройства могут быть отлиты для повышения долговечности и нескользящих характеристик.
2. Автозапчасти
- Ручка переключения передач:Технология овермолдинга может сделать ручку переключения передач лучшей хваткой и противоскользящими характеристиками, а также повысить безопасность вождения.
- Панель приборов:С помощью технологии оверформинга можно придать приборной панели ощущение мягкости на ощупь, одновременно повышая эстетику и долговечность.
- Крышки ручек:В автомобильных крышках дверных ручек и других компонентах используется технология оверформинга, обеспечивающая удобный захват и нескользящие характеристики при одновременном повышении эстетики.
3. Медицинское оборудование
- Хирургические инструменты: В рукоятке хирургического инструмента используется технология оверформинга, которая может повысить комфорт и противоскользящие характеристики, а также повысить точность и безопасность работы врача.
- Рукоятки: Рукоятки и другие компоненты в медицинских устройствах могут обеспечить мягкое прикосновение благодаря технологии оверформинга, снижая утомляемость медицинских работников.
- Зоны контакта с пациентом: Зоны, которые контактируют с пациентами в медицинских устройствах, покрыты формованием для повышения комфорта и уменьшения дискомфорта пациента.
4. Ручные инструменты
- Рукоятка инструмента:В рукоятной части ручного инструмента используется технология оверформинга, которая может обеспечить удобный захват и нескользящую работу, а также повысить эффективность и безопасность инструмента.
- Хватка:Секция рукоятки различных ручных инструментов может быть отлита для обеспечения эргономичного дизайна, повышающего комфорт пользователя и эффективность работы.
Оверформинг против вставки
Врезное формование и оверформование являются эффективными способами производства изделий из нескольких материалов без клея, оптимизируя производственный процесс, сокращая количество вторичных этапов сборки и повышая качество конечного продукта. Однако между двумя технологиями формовки существуют существенные отличия, которые проявляются в следующих аспектах:
Врезное формование и оверформование: стоимость
- Вставка молдинга:Затраты на оснастку относительно низкие, поскольку обычно используются традиционные одноконтурные формовочные машины. Затраты на материалы зависят от выбора материала для вставки и смолы. Общая стоимость может быть увеличена за счет подготовки вкладыша и настройки устройства позиционирования.
- Овермолдинг:Затраты на пресс-форму могут быть выше из-за сложной структуры пресс-формы, необходимой для размещения основы и материалов для литья. Затраты на материалы зависят от выбора основания и материала облицовки. Общая стоимость может увеличиться из-за предварительной обработки облицовочного материала, настройки каналов впрыска и операций постобработки.
Литье со вставками и оверформование: скорость
- Вставка молдинга:Относительно быстрое производство, потому что для производства можно использовать традиционные машины для литья под давлением. Предварительная обработка и позиционирование пластин могут немного увеличить время производства.
- Овермолдинг:Производство может быть медленнее, поскольку требуется дополнительное время для литья под давлением и отверждения материала для литья. Сложные конструкции пресс-форм и операции постобработки также могут увеличить время производства.
Врезное формование и надформование: применение
- Формовка вставки:Часто используется для добавления слоя пластика поверх металлического слоя, например, для изготовления металлических отверток с пластиковыми ручками, или изготовления изоляционных труб, проводов и т.д. Кроме того, он также широко используется в упаковке электронных продуктов, производстве медицинского оборудования и других областях.
- Овермолдинг:Широко используется для изготовления пластиковых деталей с резиновыми ручками, таких как зубные щетки, чехлы для мобильных телефонов и т.д. Кроме того, он также подходит для изготовления двухцветной пластиковой мебели, ящиков для хранения, пластиковой тары и т.д.
Литье со вставками и оверформование: особенности и преимущества процесса
Формовка вставки:(1) Особенности: Легкая формуемость смолы и жесткость, прочность и термостойкость металла дополняют друг друга и могут быть превращены в сложные и изысканные металлопластиковые интегрированные изделия. (2) Преимущества: Различные материалы могут быть комбинированы для улучшения общих характеристик и функциональности продукта; Это упрощает процесс сборки изделия и снижает производственные затраты.
Овермолдинг:(1) Особенности: Пластиковый профиль деформируется под воздействием нагрева и внешней силы, а затем охлаждается и формируется для получения продукта. (2) Преимущества: Позволяет относительно легко изготавливать продукты, содержащие различные материалы и/или цвета; снижает требования к сборке изделий, что приводит к более прочной и долговечной общей конструкции; Подходит для крупносерийного производства и/или изделий с несколькими цветами и многослойными дизайнами.
Какие соображения следует учитывать при проектировании для овермолдинга?
При проектировании перелитого изделия необходимо учитывать множество факторов, таких как совместимость материалов, конструкция пресс-формы, геометрия детали и время цикла.
1. Совместимость материалов:
- Адгезия основания к материалу для оверформинга: Обеспечение хорошей адгезии между подложкой и материалом для оверформинга имеет решающее значение. Это часто включает в себя глубокое понимание химических и физических свойств двух материалов, чтобы гарантировать их прочную связь.
- Выбор материала: При выборе основных материалов и материалов покрытия следует учитывать их коэффициенты теплового расширения, поверхностную энергию, смачиваемость и другие параметры, чтобы обеспечить хорошее сцепление в процессе формования.
2. Конструкция пресс-формы:
- Адаптация к базовой части: Конструкция пресс-формы должна быть способна вместить и удерживать базовую деталь, обеспечивая при этом равномерное покрытие облицовочного материала поверх базовой части.
- Проектирование ворот и вентиляционных отверстий: Правильное проектирование ворот и вентиляционных отверстий имеет решающее значение для овермолдинга. Затвор должен располагаться в месте, которое легко снимается и не влияет на внешний вид изделия, а вытяжная система должна иметь возможность эффективно удалять газ из формы, чтобы избежать появления пузырьков воздуха и дефектов.
- Материал формы: Выберите подходящий материал формы в соответствии с характеристиками материала для оверформования и температурой формования. Например, для высокотемпературных формовочных материалов следует выбирать инструментальные стали, способные выдерживать высокие температуры.
3. Геометрия детали:
- Об угле осадки:Нам нужно спроектировать подходящий угол, чтобы отлитую деталь можно было легко вытащить из формы. Для отливок различных форм и размеров угол уклона, который необходимо использовать для извлечения из формы, также отличается. Угол уклона формы определяется усадкой облицовочного материала и коэффициентом трения формы.
- Вырезка:Старайтесь избегать подрезов на деталях, так как это может увеличить сложность извлечения из формы. Для того, чтобы не допустить бокового проскальзывания, можно использовать простой механизм, предотвращающий выход заготовки из полости формы, т.е. путем изменения зазора между ползуном и матрицей, чтобы размеры изделия оставались стабильными и неизменными. В случаях, когда необходимо спроектировать поднутрения, следует рассмотреть возможность создания ползунков или других сложных конструкций пресс-форм для обеспечения плавного формования формы.
- Сборка деталей:При проектировании переформованной детали следует тщательно учитывать зависимости сборки между деталью и другими типами деталей. Например, корпус может состоять из двух или более компонентов. Важно следить за тем, чтобы обволакивающая зона не мешала процессу сборки, а также обеспечивала достаточный зазор при сборке и точные характеристики позиционирования.
4. Длина цикла:
- Дополнительные шаги:В процессе оверформинга обычно требуются некоторые дополнительные операции, такие как предварительная обработка подложки, впрыск материала покрытия и этапы отверждения. Также могут быть дополнительные этапы, такие как термическая обработка, химическая пропитка или конформное покрытие. Эти шаги приведут к увеличению времени цикла формования.
- Оптимизация процессов:Для того, чтобы сократить производственный цикл, мы можем рассмотреть возможность корректировки и оптимизации технологических параметров формования, таких как скорость впрыска, давление и температура пресс-формы. Благодаря этим мерам можно улучшить качество продукции. Кроме того, мы также можем подумать о внедрении более эффективных формовочных инструментов и конструкций пресс-форм для сокращения производственных циклов.

ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
1. Как происходит оверформинг?
Овермолдинг — это процесс формования, при котором один материал (обычно пластик или резина) помещается поверх поверхности другого материала (базового компонента). Этот процесс может быть достигнут с помощью различных методов, включая, помимо прочего: (1) Двухцветное литье: на двухцветной машине для литья под давлением один материал сначала впрыскивается в форму для формирования основного компонента, а затем переносится в соответствующую полость другого цилиндра для литья под давлением. Другой материал впрыскивается в компонент для формирования интегрированного продукта из двойного материала. (2) Двухэтапное литье под давлением: сформируйте часть одного из материалов на машине для литья под давлением, затем поместите эту деталь в другую форму в качестве вставки, а затем впрыскайте второй материал.
2. Как работает формование вкладышей?
Литье вставок – это метод литья, при котором в форму для литья под давлением устанавливаются заранее подготовленные вставки из разных материалов, а затем впрыскивается смола. Расплавленный материал соединяется и затвердевает со вставкой, образуя единое целое. Основные шаги включают в себя: (1) Подготовка вкладышей: вкладыши могут быть изготовлены из металла, ткани, бумаги, проволоки, пластика, стекла, дерева и других материалов. Выберите подходящую вставку, соответствующую потребностям продукта. (2) Установите вкладыш: Поместите вкладыш в заданное положение формы для литья под давлением. (3) Впрыскивание смолы: Введите расплавленную смолу в форму, и смола обтечет вставку, заполнив форму. (4) Отверждение: смола охлаждается и затвердевает в форме, образуя прочную связь со вставкой.
3. Каков процесс оверформинга резины?
Оверформинг резины – это процесс, при котором резиновые материалы покрываются на поверхности других материалов (например, металла, пластика и т.д.). Общие шаги: сначала очистите и обезжирьте, чтобы убедиться, что поверхность заготовки чистая и не содержит масла или других примесей. Затем форма проектируется и изготавливается в соответствии с потребностями оверформинга. Затем резиновый материал помещается в форму, и на заготовку оказывается давление, чтобы сформировать плотно прилегающее покрытие. Затем при определенной температуре и давлении заготовка нагревается, чтобы резиновый материал подвергся реакции вулканизации, тем самым затвердевая в стабильное резиновое покрытие. Наконец, заготовка удаляется, и перед упаковкой выполняется необходимая очистка и проверка качества.
4. Какие материалы обычно используются для оверформинга?
Материалы, обычно используемые для оверформования, включают пластиковые материалы, такие как термопластичные эластомеры (TPE), термопластичные полиуретаны (TPU), полиуретаны (PU), силиконы, полиэтилен (PE), полипропилен (PP), акрилонитрилбутадиенстирол (ABS), поликарбонат (PC), а также металлические материалы или другие специальные материалы, которые могут использоваться в некоторых особых случаях. Выбор этих материалов зависит от конкретного сценария применения, требуемых физико-химических свойств, а также факторов стоимости.
Сводка
В качестве продвинутогоПроцесс литья под давлением, оверформинг обеспечивает тесное сочетание двух различных материалов за счет точного управления процессом литья под давлением и сплавления материалов, обеспечивая сильную техническую поддержку для развития современной промышленности. С непрерывным развитием науки и техники и постоянным совершенствованием технологий считается, что в будущем новые технологии привнесут инновации и прорывы в большее количество областей.
Отказ
Содержание этой страницы носит справочный характер.ЛСне дает никаких явных или подразумеваемых заверений или гарантий в отношении точности, полноты или действительности информации. Никакие эксплуатационные параметры, геометрические допуски, специфические конструктивные особенности, качество и тип материала или качество изготовления не должны подразумевать то, что сторонний поставщик или производитель будет поставлять через сеть Longsheng. Это ответственность покупателяПоиск коммерческого предложения на запчастидля определения конкретных требований к этим деталям.ПожалуйстаСвяжитесь с намидля получения дополнительной информацииинформация.
Команда LS
Эта статья была написана несколькими авторами LS. LS является ведущим ресурсом в производственном секторе, сОбработка с ЧПУ,Изготовление листового металла,3D-печать,литье под давлением,Штамповкии многое другое.

