

Вырубка, как ключевая технология в технологии обработки металлов давлением, широко используется в автомобилях, бытовой технике, аэрокосмической, электронной и других областях. Он помещает металлическую пластину между формами и использует режущую кромку формы для приложения давления на пластину, в результате чего она пластически деформируется и в конечном итоге разрывается, тем самым получая детали необходимой формы и размера. ТемКоманда LSподробно обсудит с вами принцип работы, процесс деформации, ключевые элементы иПрименение гашенияв промышленном производстве.
Что такое вырубка в металлообработке?
Вырубка – это производственный процесскоторый использует штампы для резки плоского металла в точные формы. В частности, при вырубке используется режущая кромка штампа для вызова сдвиговой деформации и разделения листового материала по определенной контурной линии, тем самым получая детали или заготовки необходимой формы и размера. Во времяПроцесс вырубки, за исключением металла вблизи линии контура сдвига, сам листовой материал не подвергается пластической деформации, поэтому детали, обработанные плоской заготовкой пластин, все еще сохраняют плоскую форму.
Как работает вырубка?
ТемПринцип работы вырубкиЭто процесс, при котором изменяется форма материала путем приложения большого давления, основанного на деформации, упругости и пластических свойствах материала. Вот подробные шаги по работе гашения:
- Подготовка и установка пресс-формы:Спроектируйте и изготовьте подходящий режущий штамп в соответствии с формой и размером необходимых режущих деталей. Установите режущую матрицу на пресс, чтобы убедиться, что верхняя и нижняя матрицы правильно выровнены, а зазор соответствующий (обычно от 10 до 15% от толщины пластины).
- Подготовка и позиционирование материала:Выберите подходящий материал пластиныв качестве режущего материала, а также убедиться в том, что его качество соответствует предъявляемым требованиям. Поместите пластину на стол пресса и закрепите ее с помощью позиционирующего устройства, чтобы она не двигалась во время резки.
- Запуск пресса и закрытие штампа:Запустите пресс так, чтобы верхняя матрица начала двигаться вниз. Верхняя и нижняя матрицы постепенно закрываются для приложения давления на пластину.
- Сдвиг и сепарация материала:Под действием устья лопасти пресс-формы материал пластины начинает деформироваться при сдвиге. По мере того, как форма продолжает закрываться, деформация сдвига постепенно расширяется до тех пор, пока материал пластины полностью не отделится. Отделенная часть становится пуансоном, а другая часть — ломом.
- Вырубка и вывоз отходов:Детали отделяются от пластины и опускаются в указанную область сбора. Отходы выгружаются через отработанное отверстие формы и собираются в бак для отходов.
- Открытие пресс-формы и сброс пресса:Пресс перестает работать, и форма постепенно открывается. Возврат в исходное положение для следующей операции резки.
- Контроль качества режущих деталей:Детали для стрижки живой изгороди для проверки качества, включая точность размера, ошибку формы, качество режущей поверхности и т. Д. При обнаружении проблем с качеством следует вовремя отрегулировать параметры пресс-формы или пресса, чтобы обеспечить качество последующей резки деталей.
- Повторять:Если требуется несколько пуансонов, повторяйте до тех пор, пока не будет завершено производство необходимого количества.
Чем вырубка отличается от пробивки и пробивки?
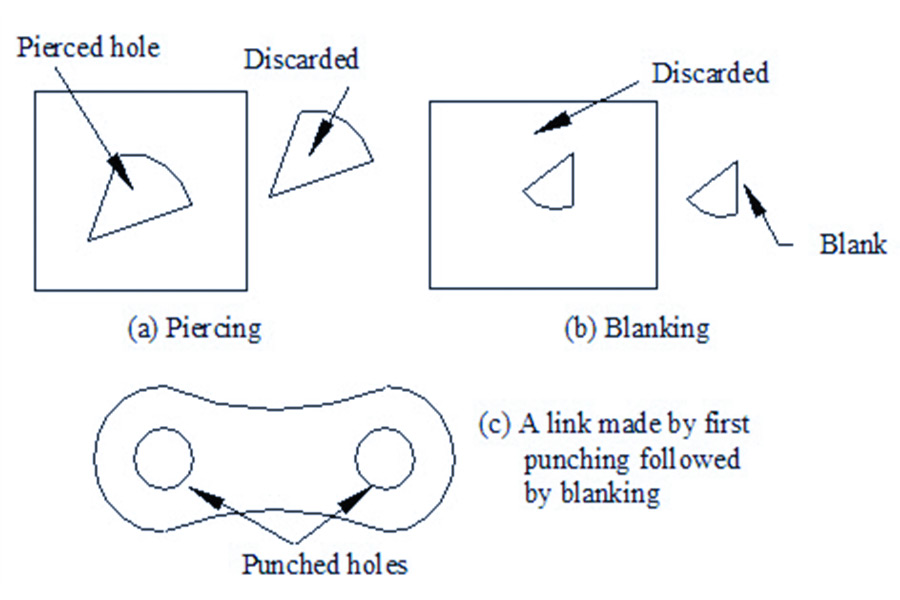
1. Что такое пирсинг?
Пирсинг – это процесс стрижкиВ котором необработанный металл прокалывается обрабатывающим инструментом, в результате чего создается круглое или иное фигурное отверстие. По мере прокалывания необработанного металла металл из вновь созданного отверстия считается ломом. Пробивной станок приводит в действие инструмент, известный как вырубка
2. Что такое штамповка?
Штамповка — это процесс механической обработки, который включает в себя удаление металлолома из листа необработанного металла. Он требует использования пробивного пресса для сжатия инструмента через лист необработанного металла. В то время как штамповка обычно выполняется с использованием листового металла, она поддерживает другие материалы, такие как бумага, пластик и различные волокна. Пробивной пресс продавливает листовой металл при размещении на штампе. СледовательноПерфорированный листовой металл принимает такую же формуВ качестве используемого штампа.
3. Вырубка VS Пробивка VS Пробивка
(1)Удаление материала
Операции пробивки и вырубки сильно отличаются от пробивки. Прокалывание не удаляет какой-либо материал с листа металла. Вместо этого он только смещает металл, создавая отверстие, которое вызывает небольшую деформацию по краю отверстия.
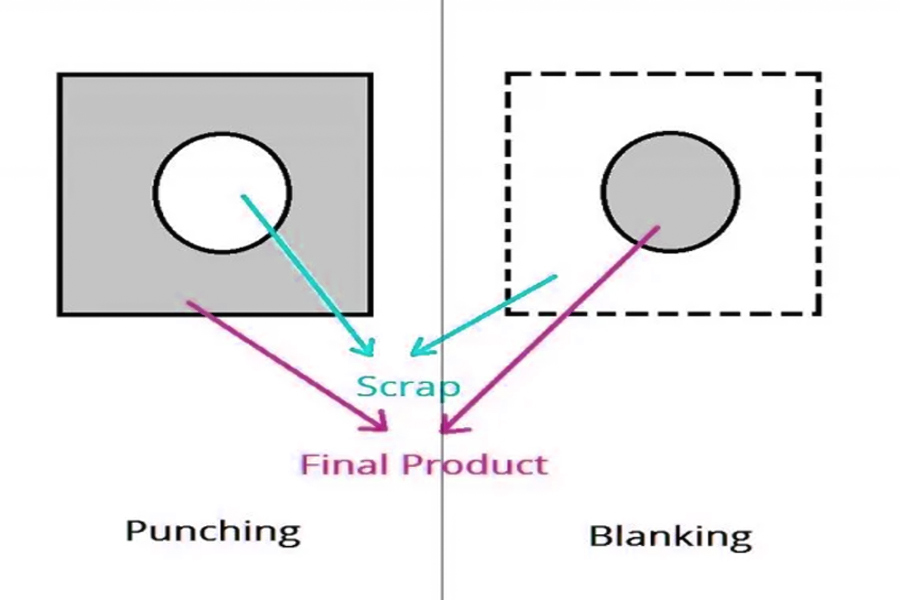
Пробивка и вырубка включают в себя резку материала. В процессе пробивки вырезается область вокруг полости. Это означает, что снятый кусок считается металлоломом. Оставленная дыра — это продукт, который человек хочет.
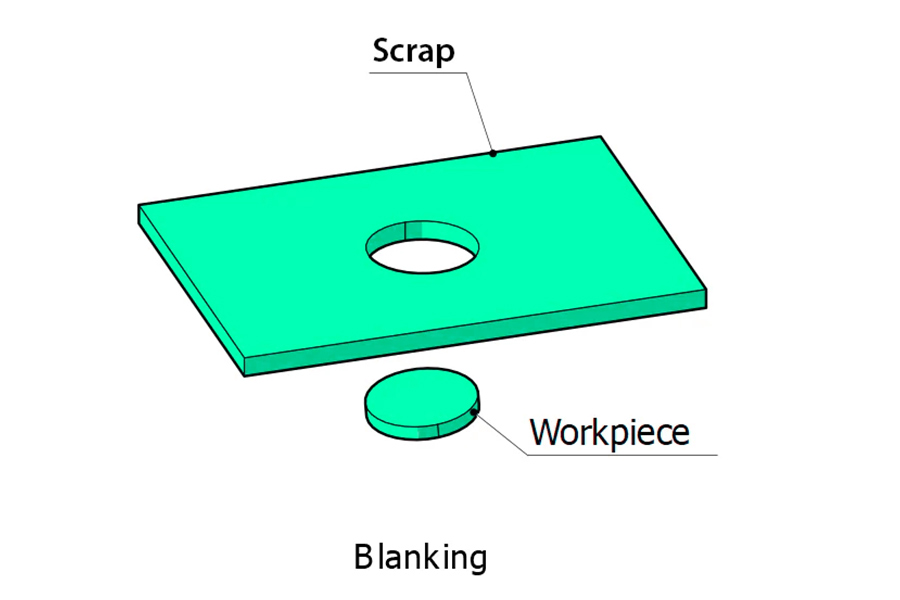
Вырубка, с другой стороны, является противоположностью штамповки. В этом случае удаленная деталь принимается за желаемое изделие, в то время как оставшийся металлический лист либо выбрасывается, либо перерабатывается.
(2)Форма и размер отверстия:
В процессе прокалывания получаются относительно маленькие, простые отверстия, которые обычно круглые той же формы или любой простой формы. Размерный ряд ограничен по сравнению с пробивкой или пробивкой.
Процесс штамповки гораздо более универсален по форме и размеру. Существует гораздо больше вариантов форм, от кругов до очень сложных форм. Диапазон размеров потенциально больше, чем у пробивки, но ограничения по оснастке также могут ограничивать его.
Операция вырубкиСосредоточьтесь на вырезе, а не на отверстии. Это приложение, которое может пробивать очень большие формы, часто целые детали. «Дыра», оставленная позади, – это то, чего не хочется, – негативное пространство желаемого продукта.
(3)Выбор оснастки и штампа
Для прокалывания используется простой пробойник без соответствующего штампа. Инструмент определяет форму отверстия. Это очень простая настройка, и изменения можно быстро внести.
Пробивка требует согласованного набора пуансонов и штампов. Пуансон проталкивает материал через отверстие матрицы. Это может дать чрезвычайно чистый срез, при этом потребуется больше времени на настройку.
При вырубке также используется система штамповки и штамповки. Тем не менее, отверстие вырубной матрицы сравнительно больше для размещения готового продукта. Зазор между пуансоном и штамповым инструментом должен быть значительным для получения аккуратных краев на заготовке.
Производители листового металла на заказнаправлять отрасли промышленности в выборе подходящих отверстий для штампов иВырубные инструменты.
(4)Применение силы:
Прокалывание прикладывает сосредоточенную силу к небольшой площади. Пуансон оказывает давление вдоль траектории отверстия. Эта сфокусированная сила может эффективно прокалывать материал за одну операцию.
Пробивка распределяет усилие по большей площади. Он оказывает давление по всему контуру нужной формы, распределяя усилие для аккуратной резки сложных форм.
Процесс вырубки требует высокой силы сдвига из трех процессов. Он должен пронизывать силы сопротивления материала по всей периферии заготовки из необработанного металла, в то время как сила должна пронизывать всю толщину листа.
Правильный материал выбирается на основе конкретных требований проекта, в том числе желаемыхТолщина, размер и свойства листа формы, под руководством лучших контрактных производителей в Индии.
(5)Скорость и точность:
Пробивка обладает отличной скоростью и удовлетворительной точностью для небольших диаметров. Он находит оптимальное применение в операциях массового производства, в которых детали малого диаметра часто должны вмещать несколько простых отверстий.
Пробивка — это операция, которая в значительной степени балансирует между скоростью и точностью. Сложные формы можно было быстро получить с небольшим количеством неточностей.
Вырубка может быть более медленной в качестве метода для больших и сложных профилей. Тем не менее, вырубка может обеспечить выдающийся уровень точности готовой детали.
(6)Прочность материала и долговечность Воздействие
При прокалывании металл может быть в некоторой степени ослаблен на сторонах, окружающих отверстие, из-за материала, окружающего отверстие. Также происходит смещение металла из отверстия, следовательно, будут точки напряжения. Однако в случае с тонкими листами этот эффект, как правило, минимален.
Пробивка может деформировать некоторые участки кромок вокруг отверстия, что приведет к снижению прочности материала в этом участке.
Вырубка – это процесс, который оказывает малейшее влияние на прочность материала. Структурная целостность готового изделия остается неповрежденной.
Какие материалы используются при заготовке?
ТемЛучший материал для использования при вырубке зависит от множества факторов, включая форму и размер заготовляемой детали, требования к точности, масштаб производства и бюджет затрат. Вот некоторые материалы, которые обычно используются для заготовки:
1. Алюминий
- Функции:Алюминий - это легкий металл с хорошей пластичностью и ударной вязкостью, он легко поддается обработке и приданию формы. В то же время,Алюминий обладает хорошей коррозионной стойкостьюи подходит для различных сред.
- Приложение:В процессе вырубки алюминий часто используется для изготовления легких деталей и конструкционных деталей, таких как компоненты в аэрокосмической отрасли, панели кузовов автомобилей, корпуса электронных продуктов и т. д.
2. Нержавеющая сталь
- Функции:Нержавеющая сталь обладает высокой твердостью. При штамповке штамп должен обладать высокой твердостью и износостойкостью, как у пуансонов ASP-23, ASP60 и других порошковых быстрорежущих стальных пуансонаров. В то же время нержавеющая сталь обладает плохой пластичностью и склонна к образованию трещин и деформации при вырубке. Требуется разумное проектирование конструкции пресс-формы и процесса заготовки.
- Приложение:Нержавеющая сталь широко используется в вырубкеблагодаря своей превосходной коррозионной стойкости и механическим свойствам, особенно там, где требуется высокая коррозионная стойкость и высокая прочность.
3. Медь
- Функции:Медь относительно мягкая, и износ формы во время штамповки невелик, но необходимо соблюдать осторожность, чтобы избежать заусенцев и деформации.
- Приложение:Медь и ее сплавы также широко используются в электротехнике, электронике и отделке благодаря своей хорошей электропроводности, теплопроводности и коррозионной стойкости.
- Тип:К обычно используемым медным сплавам относятся латунь (медно-цинковый сплав) и бронза (медно-оловянный сплав или медно-алюминиево-кремниевый сплав и т.д.). Характеристики волочения латуни лучше, чем у некоторых материалов из чистой меди.
4. Углеродистая сталь
- Функции:Производительность вырубки углеродистой стали в значительной степени зависит от содержания углерода и состояния термической обработки. Низкоуглеродистая сталь легко пробивается и не подвержена образованию трещин; Высокоуглеродистая сталь требует соответствующей термической обработки перед штамповкой для улучшения ее пластичности и снижения твердости.
- Приложение:Углеродистая сталь является одним из наиболее часто используемых материалов при заготовкеи широко используется при изготовлении различных конструкционных деталей и узлов благодаря своей высокой прочности и невысокой цене.
- Типы:В зависимости от содержания углерода углеродистую сталь можно разделить на низкоуглеродистую, среднеуглеродистую сталь и высокоуглеродистую сталь. Низкоуглеродистая сталь обладает хорошими пластичными и пробивными свойствами и подходит для штамповки деталей сложной формы; Высокоуглеродистая сталь имеет более высокую твердость и подходит для случаев, требующих более высокой прочности и твердости.
5. Оцинкованная сталь
- Функции:На производительность штамповки стали с гальваническим покрытием влияют материал основы иоцинкованный слой. Прочность и пластичность основного материала определяют форму и точность размеров заготовительных деталей; Оцинкованный слой должен оставаться неповрежденным в процессе вырубки, чтобы избежать коррозии. В то же время вырубные штампы из оцинкованной стали должны обладать высокой твердостью и износостойкостью, чтобы справляться с износом оцинкованного слоя.
- Приложение:Оцинкованная сталь – это материал, который покрывается слоем цинка на поверхности стальной пластины для повышения ее коррозионной стойкости. При вырубке оцинкованная сталь широко используется там, где требуется высокая коррозионная стойкость.
- Тип:В зависимости от различных методов цинкования оцинкованную сталь можно разделить на электрооцинкованные стальные листы (такие как SECC) и горячеоцинкованные стальные листы (такие как SGCC). Стальные листы из электрооцинкованной стали обладают лучшей формуемостью и окрашиваемостью; Стальные листы горячего цинкования обладают более высокой коррозионной стойкостью.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
1. Что такое процесс вырубки?
Вырубка – это процесс штамповкикоторый использует штамп для разделения листов под действием пресса. Процесс вырубки в основном включает в себя следующие стадии: (1) Стадия упругой деформации: когда пуансон впервые соприкасается с листовым материалом, материал подвергается упругому сжатию и деформации изгиба из-за давления пуансона на материал. В это время зазор между пуансоном и матрицей немного больше толщины материала. (2) Стадия пластической деформации: По мере того, как пуансон продолжает давить, материал переходит в стадию пластической деформации. В это время материал на режущей кромке пуансона и матрицы подвергается сильному сдвиговому действию и начинает производить пластическую деформацию сдвига. По мере продолжения деформации внутреннее напряженное состояние материала изменяется, и постепенно образуются сдвиговые трещины.(3) Стадия разрушения и разделения: Когда сдвиговая трещина расширяется до определенной степени, материал ломается и отделяется на режущих кромках пуансона и матрицы. В это время между заготовляемой деталью и листом образуется четкое сечение. (4) Этап вырубки и выталкивания: После завершения штамповки пуансон продолжает давить, чтобы вытолкнуть пробитую деталь из штампа. В то же время оставшийся материал (отходы) также выгружается из матрицы.
2. Что делает гашение?
Заготовка широко используется в промышленном производстве. Его основная функция заключается в том, что он может напрямую выбивать готовые детали определенных форм и размеров, такие как шайбы, пружины, соединители и т. д. Вырубка также может подготовить необходимые заготовки для других процессов штамповки (таких как гибка, глубокая вытяжка, отбортовка и т. д.) для последующей обработки. Благодаря разумному проектированию компоновки и переработке отходов вырубка может максимально эффективно использовать материал и снизить производственные затраты.
3. Как работает тонкая вырубка?
Тонкая вырубка - это специальный процесс вырубки, который выполняется на специальном прессе с использованием специальной матрицы для тонкой вырубки и подходящих материалов для тонкой вырубки. ОсновныеПринцип работы тонкой вырубкизаключается в том, что для тонкой вырубки штампов обычно используется держатель заготовки с кольцевой шестерней и специальной выпуклой и вогнутой конструкцией штампа. Для тонкой заготовки обычно выбирают материалы с хорошей пластичностью и ударной вязкостью, такие как низкоуглеродистая сталь, нержавеющая сталь и т.д. В процессе штамповки пуансон тонкой вырубной матрицы вдавливается в материал с меньшей скоростью, в то время как краевая пластина оказывает соответствующее давление на материал. Поскольку пластическая деформация материала полностью развивается в процессе тонкой вырубки, качество поперечного сечения заготовляемых деталей обычно выше. Поперечное сечение гладкое, высоко вертикальное, без явных заусенцев или провисающих углов.
4. Чем вырубка отличается от пробивки?
Вырубка и штамповка являются процессами формовки материалакоторые включают в себя точное удаление материала из заготовки. Основное различие между этими двумя процессами заключается в получаемом конечном продукте. При вырубке конечная деталь или изделие удаляется или «пробивается» из листа большего размера, а оставшийся материал отбрасывается как лом. С другой стороны, при штамповке удаленный материал отбраковывается, а конечным продуктом является оставшийся материал, который затем подвергается дальнейшей обработке. Еще одно различие между этими двумя процессами заключается в том, как производитель обрабатывает исходный лист. При штамповке они обычно удаляют минимальное количество материала из исходной заготовки, чтобы свести к минимуму отходы материала. Напротив, операции вырубки наиболее эффективны, когда из заготовки удаляется наибольшее количество материала. Для средних и крупных партийных заказов штамповка и вырубка являются чрезвычайно экономичными методами производства. Несмотря на то, что лом, выбитый в процессе штамповки, может не использоваться в последующих операциях, во многих случаях он может быть переработан или использован иным образом, что приводит к значительной экономии средств.
Сводка
Являясь важной технологией обработки металлов,Вырубка играет решающую роль в современном производстве. Благодаря постоянным технологическим инновациям и обновлению оборудования, процесс вырубки будет развиваться в сторону более высокой точности, более высокой эффективности и более высокой автоматизации, обеспечивая сильную поддержку для трансформации и модернизации обрабатывающей промышленности.

Отказ
Содержание этой страницы носит справочный характер.ЛСне дает никаких явных или подразумеваемых заверений или гарантий в отношении точности, полноты или действительности информации. Никакие эксплуатационные параметры, геометрические допуски, специфические конструктивные особенности, качество и тип материала или качество изготовления не должны подразумевать то, что сторонний поставщик или производитель будет поставлять через сеть Longsheng. Это ответственность покупателяПоиск коммерческого предложения на запчастидля определения конкретных требований к этим деталям.ПожалуйстаСвяжитесь с намидля получения дополнительной информацииинформация.
Команда LS
LS — ведущая компания в отраслиСпециализация на производственных решениях на заказ. Обладая более чем 20-летним опытом обслуживания более 5 000 клиентов, мы ориентируемся на высокую точностьОбработка с ЧПУ,Изготовление листового металла,3D-печать,литье под давлением,Штамповкии другие комплексные производственные услуги.
Наш завод оснащен более чем 100 передовыми 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с доставкой в течение 24 часов. ВыборТехнология LSЭто значит выбирать эффективность, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:www.lsrpf.com


